中厚铝板精整线六重矫直机分析
2019-08-08 01:37:22余爱祥高卫军
中国重型装备 2019年3期
余爱祥 高卫军
(二重(德阳)重型装备有限公司,四川618000)
随着市场对铝板板材产品精度及表面质量要求越来越高,采用拉伸机改善产品质量已满足不了需求,需要通过辊式矫直机进行矫直,同时经四重矫直机矫直后的铝板表面存在辊印。为此,开发出了六重矫直机。
1 中厚铝板精整线特点
中厚铝板精整线的特点:
(1)可逆式矫直,能多次矫直铝板,保证板材尺寸精度和表面质量。
(2)矫直机入、出口带对中装置和夹送辊。
(3)采用六重矫直机,经过矫直后铝板表面没有辊印,铝板表面质量更好。
(4)矫直机上辊倾角调整,下辊各支承辊单独调节,保证矫直后铝板板型。
(5)采用多种辊径规格及多套辊系配置,实现更大厚度范围的铝板矫直,生产线利用率高。
(6)压下装置采用弹簧装置,消除压下装置重量,打开及闭合过程更平稳。
(7)矫直机出口侧带有清洁装置,自动清除矫直辊表面粘铝,提高矫直后板面质量。
(8)采用快速换辊装置,方便快捷,减少非作业时间,提高工作效率。
2 主要参数
中厚铝板精整线生产流程采用行车将中厚铝板运至入口辊道上,然后采用六重矫直机可逆矫直,矫直至满足要求后,通过静电涂油机涂防护油,成品采用行车运走。
中厚铝板精整线包括入/出口辊道、入/出口夹送辊(含对中)、六重矫直机及静电涂油机。其中核心设备是六重矫直机。中厚铝板精整线布置见图1。
六重矫直机的主要技术参数:
原料:中厚铝板
厚度:4 mm~30 mm
宽度:1000 mm~2800 mm
长度:2000 mm~16000 mm
型式:6重可逆式
主电机:2×200 kW;AC 300 r/min、600 r/min
矫直速度:0 m/s~±0.25 m/s~±0.5 m/s
矫直力:15000 kN
液压缸:4×4200 kN
辊系数量:2套
减速比:7.23(辊系一);11.3(辊系二)
辊系分配:前5后6(辊系一);
前8后9(辊系二)
换辊方式:辊系整体抽出,快速换辊
辊系一:
工作辊:17-∅115 mm×3100 mm
间距:135 mm
中间辊:19-∅80 mm×3100 mm,表面有螺旋槽
支撑辊:21-∅130 mm×240 mm
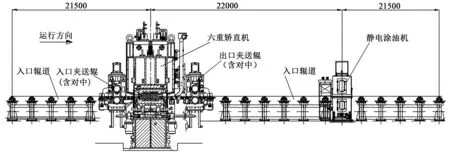
图1 中厚铝板精整线布置Figure 1 Layout of finishing line for medium and thick aluminum plate
最大开口度:75 mm
辊系二:
工作辊:11-∅180 mm×3100 mm
间距:220 mm
中间辊:13-∅110 mm×3100 mm,表面有螺旋槽
支撑辊:15-∅200 mm×300 mm
最大开口度:65 mm
3 六重矫直机核心设备结构分析
3.1 六重矫直机组成
六重矫直机由机架装配、辊盒、下辊调整装置、轨道抬升装置、压下装置、换辊装置、驱动装置、清洁装置等部分组成。
3.2 机架装配
机架装配主要由立柱、拉杆、下底座、上横梁等组成,机架装配见图2。下底座和上横梁通过拉杆和螺母预拧紧方式形成框架结构,承受主要矫直力。

图2 六重矫直机机架装配Figure 2 Frame assembly of six passes straightening machine
3.3 辊盒
辊盒是六重矫直机关键部件,能实现矫直机的快速换辊功能,主要由上辊盒、下辊盒及联轴器等组成,辊盒见图3。上下辊盒整体单独分开,下辊盒的框架带有滚轮和挂钩,换辊时能将辊盒整体快速拉出机架。
工作辊是驱动辊,采用圆柱滚子轴承和操作侧单止推轴承安装形式。中间辊为浮动辊,能够轴向窜动,将矫直力传递给支承辊,避免矫直辊与支承辊接触产生压痕,提高铝板表面质量。支承辊承受矫直力,直径较大,分成多段。
辊盒可采用多种辊径或不同辊系配置。一般采用两种不同辊径或两种不同辊系配置。两种不同辊系配置能实现矫直更大厚度范围的铝板。

图3 六重矫直机辊盒Figure 3 Roll box of six passes straightener
3.4 下辊调整装置
在机架装配的下底座上安装有多个螺旋千斤顶和齿轮马达,通过齿轮马达带动与之相连的推杆、球面垫、斜楔,完成下矫直辊的调整,下辊调整装置见图4。根据板型控制要求,可精确调整某段下矫直辊的位置,调整量由编码器控制。

图4 六重矫直机下辊调整装置Figure 4 Adjusting device of the lower roll of the six passes straightening machine
3.5 轨道抬升装置
轨道抬升装置由4个液压缸、2根轨道等组成,轨道抬升装置见图5。安装在机架内,换辊时,将辊盒整体抬升,使轨道与机外轨道同等高度,方便抽出辊盒。

图5 六重矫直机轨道抬升装置Figure 5 Track lifting device of six passes straightener
3.6 压下装置
压下装置由同步轴、液压缸、压下框架、提升缸、弹簧装置等组成,压下装置见图6。两个液压缸驱动压下,同步轴实现操作侧和传动侧同步。液压缸带位移传感器实现压下行程的精确控制。压下装置的自身重量通过弹簧装置平衡,使压下过程中运行更平稳,提高板面质量。提升缸用于更换辊盒,将上辊盒提升一定高度,方便上、下辊盒间放置换辊块。
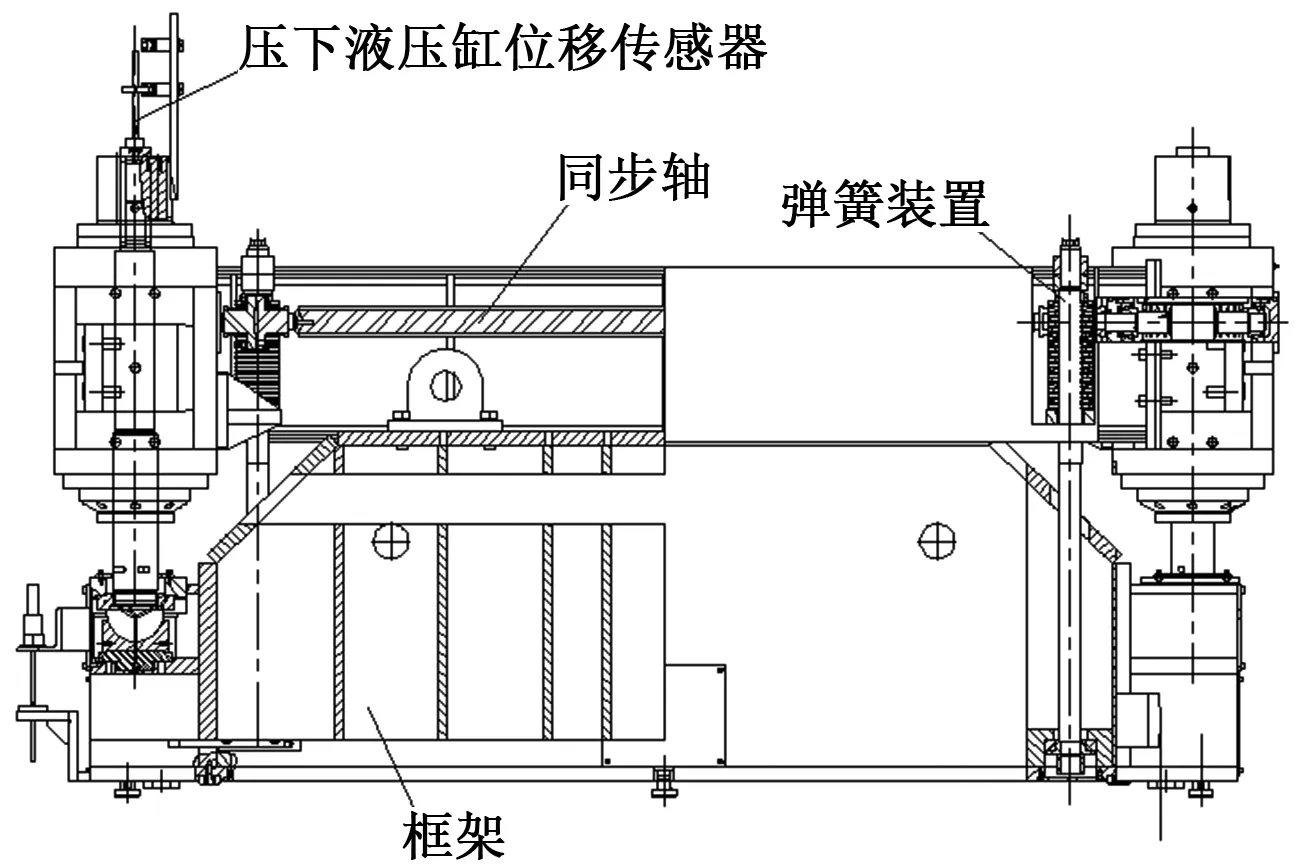
图6 六重矫直机压下装置Figure 6 Screwdown device of six passes straightener
3.7 换辊装置
换辊装置主要由换辊车、止挡弹簧、轨道等组成,换辊装置见图7。换辊车在轨道上移动,极限位置布置有止挡弹簧。换辊车带有4个轮子,由减速电机驱动。换辊车上安装有线性导轨,减速电机驱动丝杠,带动滑座在线性导轨上运动。滑座头部安装有弹簧,便于换辊时辊盒上半联轴器与驱动装置半联轴器的连接。
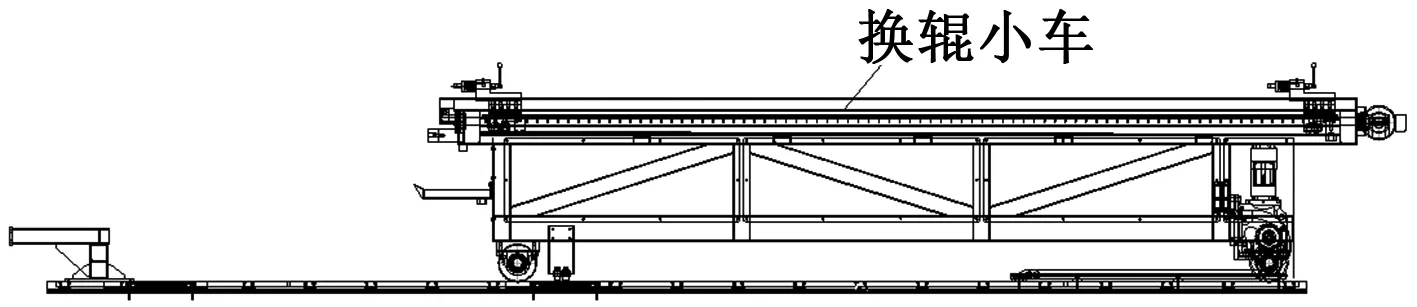
图7 六重矫直机换辊装置Figure 7 Roll changing device of six passes straightener
3.8 驱动装置
驱动装置由电机、联轴器、分配箱、框架等组成,驱动装置见图8。电机通过联轴器驱动减速箱,减速箱后带有分配箱,分配箱输出端安装有带内齿的半联轴器。框架与分配箱把合在一起,框架内安装有轨道,换辊车推动辊盒直接滑入框架,将辊盒上带外齿的半联轴器与分配箱上带内齿半联轴器连接起来。
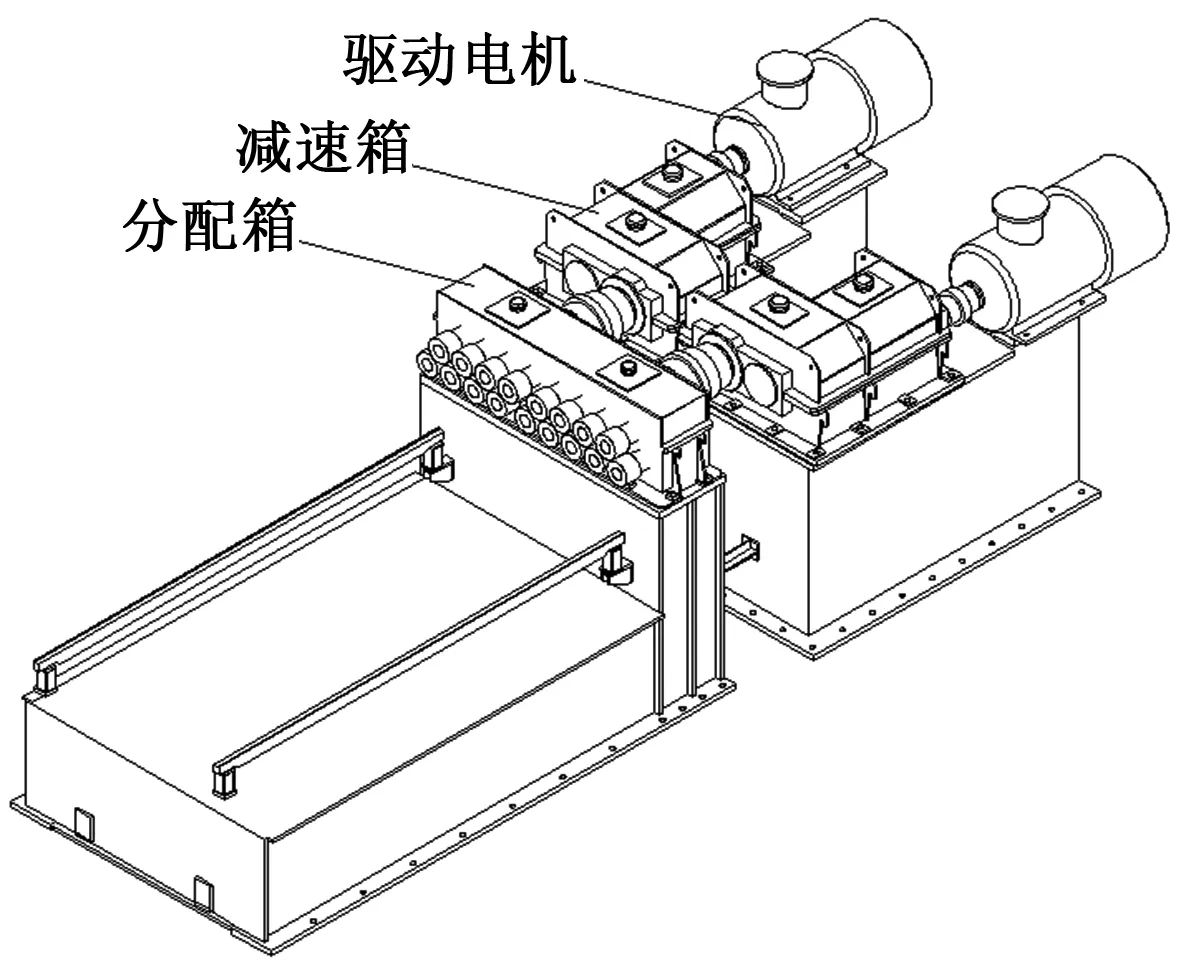
图8 六重矫直机驱动装置Figure 8 Driving device of six passes straightener
3.9 清洁装置
铝板较软,在矫直过程中矫直辊容易粘铝。为了保证铝板表面质量及矫直精度,矫直辊需要频繁清洁。清洁装置的工作效率直接关系到矫直机工作效率。清洁装置布置在矫直机机架的出料侧。由减速电机驱动,通过丝杆丝母带动滑架沿着工作辊轴向进行移动。减速电机驱动蜗轮/蜗杆,带动滑架上下运动。矫直机停止工作后,在滑架上快速安装一块毛毡,调整好矫直辊及滑架位置后,矫直辊以一定速度转动,滑架带动毛毡在矫直辊轴向方向移动,清洁装置如图9所示。

图9 六重矫直机清洁装置Figure 9 Cleaning device of six passes straightener
4 总结
通过中厚铝板精整线设备布置,分析了其核心设备六重矫直机的结构,并提供了六重矫直机的主要设备参数,为中厚铝板精整线的设计提供参考。该中厚铝板精整线技术的六重矫直机通过快速更换辊盒及改变辊系配置的方式实现生产更大厚度范围的产品,并采用快速换辊装置,提高了设备生产效率。
猜你喜欢
锻压装备与制造技术(2023年5期)2023-11-22 03:51:04
一重技术(2021年5期)2022-01-18 05:41:54
钢管(2021年2期)2021-12-15 03:05:48
冶金设备(2021年1期)2021-06-09 09:35:16
中国重型装备(2020年1期)2020-01-15 05:54:02
智能城市(2018年7期)2018-07-10 08:30:24
现代工业经济和信息化(2016年8期)2016-05-17 05:37:36
工业设计(2016年7期)2016-05-04 04:02:46
中国机械工程(2015年13期)2015-12-16 12:25:36
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12 13:04:32