
基于机器视觉的轮毂轴承缺陷检测方法研究
2019-08-06 03:00邓耀力
中国设备工程 2019年13期
邓耀力
(浙江科技学院机械与能源工程学院,浙江 杭州 310023)
轮毂轴承在加工过程中存在各种不确定因素,轴承内端面可能存在凹坑、划痕、缎面废料、大小边缘等缺陷。因此,存在这些缺陷的轴承套,在进入下一道工序前必须剔除掉。目前,大多数轴承制造商都采用人工检测和识别,不仅识别效率低,在检测中更容易受到人为因素的影响,进而影响产品质量的稳定性。机器视觉技术以其灵活、高效的特点在工业生产中得到了日益广泛的应用。为此,本文基于实际工业需求,提出了一种用于轮毂轴承表面缺陷检测的视觉检测方法,通过对采集到轮毂轴承缺陷图像进行降噪、粗定位、缺陷提取等处理,可对轴承曲面上的划痕、凹坑、毛刺、剥落等缺陷进行快速识别,并可定量评价缺陷的大小、面积等。
1 视觉检测系统组成
本文采用的视觉检测系统图像采集系统和图像处理分析系统两部分构成。图像采集系统主要包括工业相机、镜头、光源、计算机和检测平台。检测系统的总体结构如图1 所示。为了满足检测精度要求,获得高质量的图像,对于各硬件的参数选择尤为重要。

图1 视觉检测系统组成图
(1)相机。使用实验室购买的2048×1536 分辨率,300 万像素的CCD 工业相机。光学镜头是带有上述工业相机的8mm 聚焦镜头,具有适当的放大率和物距要求。
(2)光源。为了减少光对图像质量的不利影响,得到对比度高和清晰的图片,以方便后期处理,光源须满足高稳定性,良好均匀性和强亮度的要求。由于轮毂轴承表面的金属材料具有反射特性,在环形光、带状光和表面光中容易出现光照和阴影不均匀的缺陷,同轴光源的高密度LED 布置可大大提高亮度,提高照明稳定性。适用于金属及其它反射式工件表面检测。反复实验后,选择浅蓝色同轴光源作为系统的光源。考虑到在同轴光照下轴承表面为灰白色,为了增加背景与前景的对比度,选择纯黑板表面作为背景。
(3)计算机。图像处理软件的载体主要完成算法的处理和结果的显示,并作为终端向后续的控制系统通讯,这里采用实验室普通台式计算机。
(4)视觉检测系统软件主要由相机模块、通信模块、图像处理模块、数据存储模块组成。相机模块主要完成对相机SDK 二次开发包的调用,负责整个系统的图像采集工作;通信模块主要基于串口通信与下位机系统进行数据交流;图像处理模块的算法实现主要基于 HALCON 编程开发,负责对收集到的图像进行分析和处理,并将结果传输至通信模块。
2 轮毂轴承端面缺陷识别
论文运用上述视觉检测系统对某型车辆轮毂轴承端面缺陷进行了识别,为保证识别精确性的前提下,尽可能缩短软件处理时间,将缺陷识别流程设为图像采集、预处理、二值化、边缘提取、缺陷区域识别、缺陷特征参数计算等几个环节,具体识别流程如图2 所示。
待处理轮毂轴承如图3 所示,其中缺陷区域位于轴承端面,呈不规则状。

图2 识别流程图

图3 轮毂轴承原图
2.1 图像采集与预处理
图像采集是将图像传感器检测到的图像传输到计算机的过程。在生成,传输和记录期间,图像常受到各种噪声的影响。其中,主要的噪声是椒盐噪声和高斯噪声,为了消除图像中的噪声,突出相关区域特征,有必要对图像进行预处理。
首先对图像进行滤波处理。常用的空间滤波方法有线性空间滤波方法和非线性空间滤波方法,两者典型的滤波方法分别是均值滤波法和中值滤波法。
对某型轮毂轴承端面采用的图像分别用中值滤波法和均值滤波法进行了降噪处理,降噪前后的图像如图4 所示,由图4(b)和4(c)为见均值滤波之后使图片变模糊的缺点。因此,采用中值滤波方法对图像进行滤波。

图4 图像滤波效果对比
2.2 图像二值化
常用的图像二值化方法有局部阈值法和全局阈值法。全局阈值方法分为自动阈值方法和手动阈值方法。由于局部阈值法计算量大,同时为了提高图像检测的可控性,本文采用了基于最大类间方差法的全局自动阈值方法。

式中0 <K <L-1,整幅图像的均值X 为:

目标函数为:

最大类间方差法选择满足G(K)最大时的K 值作为分割阈值。上述滤波后图像采用本方法的分割结果如图5 所示,从图中可以看出,基于最大方差阈值分割方法的二值图像能够清晰地显示待提取产品的缺陷区域,便于进一步处理。
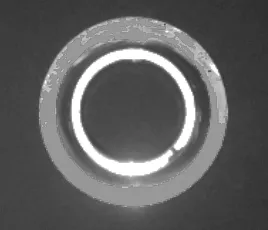
图5 图像二值化
2.3 轴承端面区域分离
如图5 所示,缺陷区域为绿色环形区。内环和外环是同心环。因此,用以下步骤将该地区分开:
(1)利用形态学中的轮廓跟踪方法提取轴承内圆如图6(a)所示,图像的黑色背景给轮廓跟踪带来了极大的便利。
(2)利用圆拟合方法得到完整圆环,拟合结果如图6(b)所示。
(3)根据霍夫变换分离出缺陷圆环并截取此区域,如图6(c)。

图6
常用的圆拟合方法包括最小二乘法和霍夫变换。最小二乘法精度高,运算速度快。霍夫变换对于不完整的圆也能较好拟合,但需要半径长度的先验知识,因此,更适合通过使用最小二乘法来选择圆拟合。
最小二乘法是通过最小化误差平方和以找到拟合函数的最佳参数匹配:设圆的方程为,点集是图中圆上的点。设圆心为,半径为r。圆上各点到圆心的距离的平方为降低计算复杂度,取其与半径平方的差 ,作为目标误差。为了使目标误差的平方和:最小,需要有,经过计算可得到:
其中:

根据该方法,可以通过步骤(3)将图像中的缺陷内环分离出来。
2.4 缺陷区域提取
对分离得到轴承端面圆环缺陷区域步骤为:
(1)用闭运算把分离出来的缺陷圆环区域联通,变为完整的环;(2)求该环的最大内接圆,并用开、闭运算调整其大小;(3)求该环的最小外接圆,并用开、闭运算调整其大小;(4)把最小外接圆减去最大内接圆,再减去分离的缺陷圆环,提取缺陷区域。
为验证该方法的有效性,将系统识别出的缺陷形状与其自然光照下人工拍摄的轮毂轴承端面缺陷形状进行比较,如图7 所示,其中7(a)为轮毂轴承端面缺陷实拍,7(b)为轮毂轴承端面缺陷识别。由上图对比显示实验提取的缺陷区域与实际的缺陷区域形状相似度高。进一步,可计算得到缺陷部分面积约为74mm2。在图4(a)上显示即如图8。

图7

图8 实验结果图
3 结语
本文运用机器视觉技术对轮毂轴承的端面缺陷进行快速定位和提取,实验结果表明能准确识别轮毂轴承端面缺陷区域,相对于传统的人工检查,本方法检测稳定可靠,自动化程度高,并可以定量给出缺陷区域的长、宽及面积等特征参数,具有良好的工业应用前景。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
哈尔滨轴承(2021年1期)2021-07-21
汽车实用技术(2021年3期)2021-02-24
电子制作(2018年16期)2018-09-26
中国建筑金属结构(2018年6期)2018-08-31
火控雷达技术(2016年3期)2016-02-06
汽车文摘(2015年5期)2015-12-16
海军航空大学学报(2015年1期)2015-11-11
空间控制技术与应用(2015年3期)2015-06-05
汽车与驾驶维修(汽车版)(2015年8期)2015-03-25
