触感型无底涂剂BOPP预涂基膜的研究
2019-07-27 08:06:00江朝阳孙善卫
安徽化工 2019年3期
江朝阳,孙善卫
(安徽国风塑业股份有限公司,安徽 合肥 230088)
双向拉伸聚丙烯(BOPP)触感膜因其表面的触感特性,在奢侈品包装、高级图书封装等领域应用广泛,其触感效果是将特殊材料涂布于BOPP表面后干燥形成,但涂布工艺存在设备投入高和溶剂易挥发等弊端。
根据后续使用方法,BOPP触感膜分为即涂型和预涂型。即涂型产品非触感面表层为聚丙烯(PP)材料,使用时通过涂胶工艺实现纸塑或塑塑复合;预涂型则通过涂布底涂剂,干燥后再与乙烯-醋酸乙烯共聚物(EVA)热熔胶复合制得成品,使用时直接通过热压使EVA面与纸张或塑料薄膜复合。即涂技术因存在溶剂挥发、能耗高、效率低等问题,已逐渐被预涂技术取代,但由于底涂干燥工序,预涂技术生产成本较高,效率较低。
本文利用4层共挤BOPP双向拉伸设备,开发出触感型无底涂剂BOPP预涂基膜,膜层结构包括触感层、粘结层、芯层及复合功能层(图1)。触感层由聚氨酯弹性体材料(TPU)共挤拉伸形成,使薄膜无需涂布表层即可具有触感特性;粘结层材料为马来酸酐接枝改性聚丙烯(PP-g-MAH);复合功能层选用低熔点材料MLLDPE(茂金属聚乙烯),实现薄膜无需底涂剂直接与EVA复合。
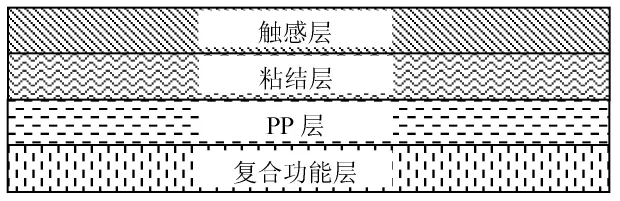
图1 触感型无底涂剂BOPP预涂基膜层结构
1 膜层材料及厚度选择
1.1 触感层
薄膜与皮肤间的摩擦系数偏小,人体触觉感知微弱;摩擦系数偏大则会造成明显的非舒适感。根据实验统计,摩擦系数(静/动)在0.4~0.8的范围内触觉舒适度较高,通过限定薄膜表面的摩擦系数,可间接控制膜面的触感效果[1]。
制膜后通过人体接触判断,选择邵氏D硬度范围在30~50之间的聚醚型TPU材料作为触感材料,薄膜表层触感舒适度良好。通过分析不同表层厚度的触感性能,并综合考虑成本因素,最终确定触感层厚度为1.5μm(表 1)。
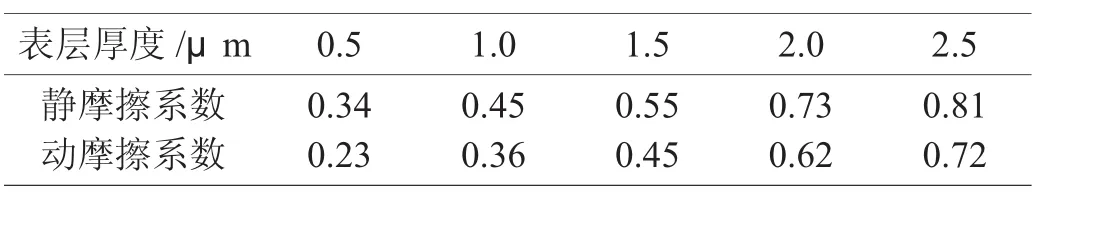
表1 不同表层厚度对触感性能的影响
1.2 粘结层
TPU材料与PP材料极性相差较大,相容性差,为改善触感层和芯层的粘结性,保证拉伸时薄膜的厚度均匀性不受影响,需在芯层与触感层之间增加粘结层,本文选择PP-g-MAH作为粘结材料。试验验证粘结层厚度h≥0.4μm时,触感层与芯层连接良好(剥离力大于0.30 N/15 mm),薄膜下线厚度均匀。
1.3 复合功能层
通过在BOPP薄膜表层选用一种MLLDPE形成复合功能层,复合EVA时利用熔体温度(220℃~230℃)使其熔化,在界面处共熔粘结,实现无底涂剂直接复合。本文选择熔点约为98℃、108℃、117℃三种MLLDPE材料进行对比,结果显示,MLLDPE熔点低于110℃,纵向拉伸段粘辊严重,无法正常生产,故选择熔点约117℃MLLDPE作复合功能层材料。
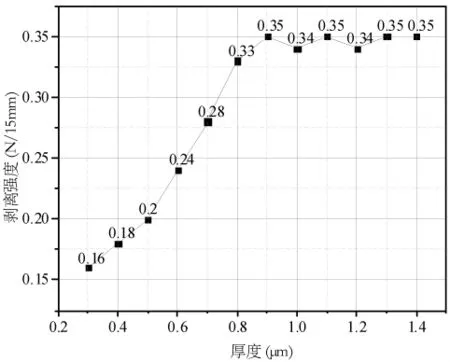
图2 复合功能层厚度与EVA剥离强度试验数据
复合功能层厚度对EVA的剥离强度影响明显,试验过程中比较了不同厚度对应的EVA剥离强度(图2)。当复合功能层厚度为0.8μm时,剥离强度达到0.33 N/15 mm,继续增加厚度,剥离强度趋于平稳,最终确定复合功能层厚度为0.8μm。
2 制膜关键技术点控制
2.1 薄膜厚度均匀性
触感型无底涂剂BOPP预涂基膜各膜层材料物理性能差异较大,熔点、熔融指数均不相同,若挤出温度、模唇间隙设置不当,材料流动分布不均,会导致薄膜厚度均匀性难以控制;此外,横拉段温度设定不当也会导致膜层拉伸不充分,增加厚度波动。本文从挤出机温度、模唇间隙、横拉段温度设定三个方面对薄膜厚度进行控制。
2.1.1 挤出机温度的设定
分别依据各层材料的熔点、熔融指数,设置主、辅挤出机的加工温度,使铸片段各种熔体的流动速率基本一致(表 2)。
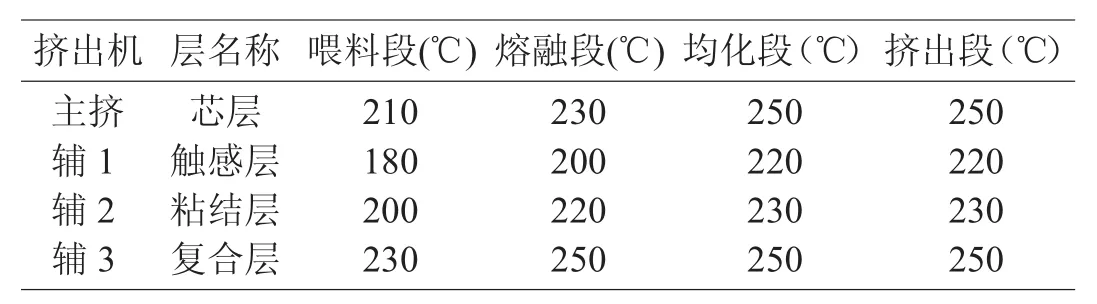
表2 挤出机温度设定
2.1.2 膜唇间隙的优化
本文中BOPP双向拉伸设备采用“T”型模头铸片,TPU、PP-g-MAH及MLLDPE熔体在模唇边部与中间的流速差异较大,需要对模唇间隙进行调整,以保证流出模唇不同位置处的熔体量基本一致。调整过程中,在保证整体间隙基本一致的前提下,使边部区域间隙略微增大(图 3)。
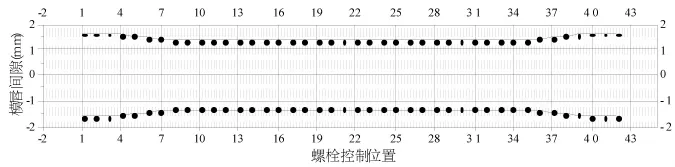
图3 膜唇间隙设置结构图
2.1.3 横拉段温度的调整
BOPP薄膜拉伸时横拉温度较高,但由于MLLDPE熔点较低,高温预热后易拉伸不均,严重影响厚度,为降低该因素的影响,同时不影响PP层的拉伸,对横拉温度进行调整(表3)。
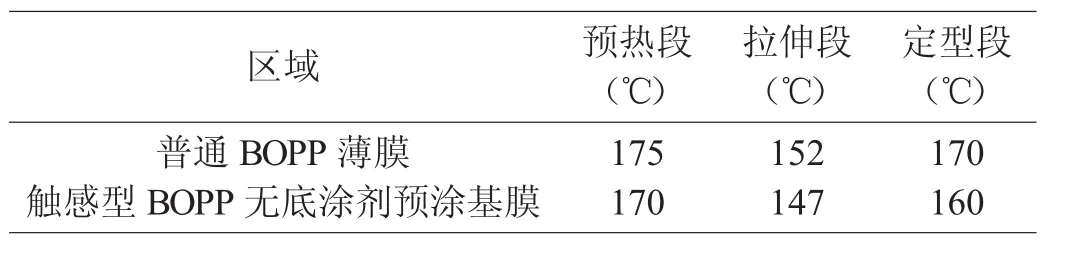
表3 横拉温度设定对比
通过上述工艺综合调整,生产的触感型无底涂剂BOPP预涂基膜厚度均匀性好,厚度平均偏差σ<2%(薄膜总厚度20μm)。
2.2 收卷折皱、粘连
触感型无底涂剂BOPP预涂基膜复合功能层MLLDPE材料质软,表面粗糙度及摩擦系数较大,在牵引阶段因与边夹辊辊面摩擦力较大,薄膜收卷时不易展平,易产生折皱。此外,复合功能层材料MLLDPE粘性相对较高,收卷易产生粘连问题,导致失效后放卷不畅。针对上述两种问题,做出如下调整措施:
(1)牵引段边夹辊镀特氟龙材料,降低展平摩擦阻力,改善展平,减少折皱。
(2)收卷时,将接触辊与母卷切入深度控制在10 mm,控制整体空气混入率,解决粘连问题。
3 结论
(1)通过引进聚醚型TPU材料,在BOPP薄膜表面实现触感效果,当TPU材料邵氏D硬度在30~50之间,触感层厚度为1.5μm时,薄膜表面触觉舒适度良好。触感层和PP芯层以PP-g-MAH作为粘结材料,粘结层厚度h≥0.4μm时,剥离力不低于3.0 N/15 mm。
(2)在薄膜非触感表层挤出MLLDPE材料形成复合功能层,薄膜与EVA热熔胶无底涂剂可直接复合,当层厚不低于0.8μm时,剥离强度达0.33 N/15 mm。
(3)针对不同成膜材料设定各挤出机温度与膜唇间隙,同时调整横拉温度,使薄膜下线厚度平均偏差σ<2%;在厚度良好的基础上,对牵引边夹辊镀特氟龙材料并保持收卷切入深度为10 mm,成功解决收卷折皱与粘连问题。
(4)经试验,最终在本公司8.7 m宽幅4层共挤BOPP生产线实现触感型无底涂剂BOPP预涂基膜的批量生产,整体制备工艺相对于普通触感膜,避免了涂布触感材料带来的溶剂挥发及设备投入成本高的问题;同时,薄膜与EVA复合,无需涂布底涂剂,降低了下游客户的生产耗时与使用成本。
猜你喜欢
合成材料老化与应用(2022年5期)2022-10-25 07:13:32
合成材料老化与应用(2022年4期)2022-08-25 12:00:54
沈阳理工大学学报(2022年1期)2022-06-09 08:42:24
包装工程(2022年5期)2022-03-21 08:44:34
印制电路信息(2021年10期)2021-12-08 06:00:32
中国土壤与肥料(2021年5期)2021-12-02 01:05:50
小资CHIC!ELEGANCE(2021年40期)2021-11-08 18:54:03
发明与创新(2021年17期)2021-07-05 15:32:36
云南化工(2020年4期)2020-02-22 04:44:23
中国工程咨询(2016年2期)2016-02-14 07:26:10