加热炉热电偶的选型及误差分析
2019-07-16 06:24栗保岭
冶金与材料 2019年3期
栗保岭
(邯宝热轧厂,河北 邯郸 056001)
邯宝热轧步进梁加热炉项目,是经国务院批复的“邯钢结构优化、产业升级总体规划”中的重点配套项目之一。由中国第一冶金建设公司承建,法国斯坦因工业炉公司设计,邯宝热轧加热炉系统是由4座产能为375t/h的步进式加热炉组成的炉群系统。采用的是法国斯坦因工业炉有限公司的数字化加热炉技术。四座加热炉炉型配置相同,该项目在多项技术领域,代表了目前加热炉技术的前沿,比如,采用了全数字化脉冲燃烧技术,烧嘴采用全侧向布置火焰长度可调燃烧器,二级控制采用模糊逻辑等。
1 测量过程概述
加热炉炉膛温度是热轧加热炉设备的重要控制指标,控制参数的变化直接影响用户的产品质量,它是采用一次测温元件热电偶——补偿导线—PLC模块——进行显示(控制),岗位操作按要求进行记录。
(1)测量设备:由热电偶、补偿导线、PLC模块组成测量系统。
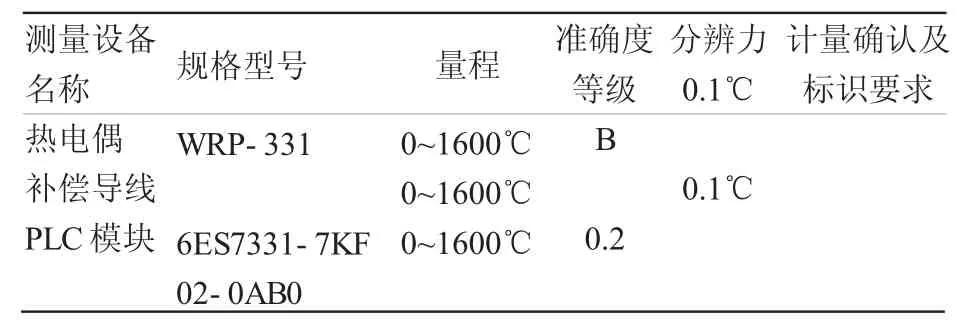
表1
(2)参数控制依据文件:参考加热炉岗位技术操作工艺文件温度范围在(1000~1300)℃,考虑被测对象存在允许容差和工艺波动,测量过程范围应在(800~1500)±25℃。
(3)允许最大测量误差:MPE=(±25×(1/3~1/10))=(±25×1/3=±8.3℃(取 1/3)。
(4)允许测量扩展不确定度:U=25×2/(6×1.1)=7.6℃
2 建立测量数学模型
Y(出钢温度)与X(PLC显示值)和D(热电偶)之间的函数关系式:Y=X+D
标准不确定度的来源及分量评定:(由于条件限制,不能评定重复性测量引用的标准不确定度分量)
在保证热电偶的插入深度,保护管完好及外部干扰忽略的情况进行以下分析:
(1)PLC示值误差引入的B类标准不确定度ub1(矩形分布)ub1=0.2%×1600≈1.85℃。
(2)PLC示值分辨力引入的B类标准不确定度ub2(矩形分布)ub2=0.29×分辨力=0.29×0.1≈0.03℃。
(3)补偿导线引入的B类标准不确定度ub3(矩形分布)ub3=2.5≈1.44℃。
(4)热电偶引入的B类标准不确定度ub3(矩形分布)ub3=2.7≈1.46℃。
(5)以上不确定度分量不相关,合成标准不确定度:uc=(ub12+ub22+ub32+ub42)1/2=2.77 ℃,式中:uc计算各个量的均方根。
(6)计算扩展不确定度:U=uc×k,令 k=2,U=5.54℃。
(7)测量结果表示 Y=(HMI示值±5.54)℃,k=2。
3 本测量过程有效性确认
热轧厂设备室组织,由板加电气作业区、加热炉岗位操作者参加,对该测量过程的有效性进行了评审,具体确认方法如下:
(1)首先在本测量过程各要素,人、机、环、法均受控条件下,开展实测工作;对测量结果的误差,测量不确定度进行分析,判断其是否满足本测量过程的特性要求(如:测量误差和测量不确定度)。
(2)分析了测量结果不确定度(详见不确定度评定报告),结果U95=5.56℃,k=2,小于测量过程计量要求,U95=7.6℃,k=2,
综上所述,本过程为有效测量过程。
4 结语
通过对加热炉温度测量过程进行分析,影响测量精度的各个因素,可以对影响环境进行改善,做到即可满足生产工艺的要求,选用合适的热电偶又能控制成本。
猜你喜欢
纺织标准与质量(2022年4期)2022-09-05
纺织标准与质量(2022年1期)2022-07-12
江苏钢铁(2022年9期)2022-07-02
电子制作(2019年19期)2019-11-23
山东冶金(2019年5期)2019-11-16
重型机械(2019年3期)2019-08-27
中国特种设备安全(2019年1期)2019-03-13
质量技术监督研究(2018年1期)2018-03-26
中国公路(2017年11期)2017-07-31
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01