
一种聚乙烯塑料大棚布及其制备方法
2019-07-16 01:10:06王仁龙整理
塑料包装 2019年3期
王仁龙 整理
一、概述
传统的塑料大棚,大多使用聚乙烯塑料薄膜。这种聚乙烯塑料薄膜具有强度差,耐候性差的缺点。在使用时,很容易出现撕破、磨损、透光度降低速度快、使用寿命短等问题。使用聚乙烯塑料薄膜后,需要每年都要进行更换,造成了浪费,增加了农户的成本,还污染了环境。
针对上述不足,本技术的目的是介绍一种聚乙烯塑料大棚布及其制备方法,该聚乙烯塑料大棚布具有高强度、防滴、防雾以及阻隔红外线的优点,并且制备方法简单,易于大批量生产,从而降低了种植成本。
二、技术方案
一种聚乙烯塑料大棚布,所述大棚布为三层复合结构,所述三层复合结构包括外表层、中间层和内表层;所述外表层和所述内表层均为高压低密度聚乙烯淋膜层;所述中间层为低压高密度聚乙烯编织布。
所述外表层包括如下质量份数的组分:聚乙烯80~90份,含有红外线阻隔剂的抗老化混合物10~20份。
所述外表层包括如下质量份数的组分:聚乙烯86份,含有红外线阻隔剂的抗老化混合物14份。
所述中间层包括如下质量份数的组分:聚乙烯92~100份、抗老化剂2~6份。
所述中间层包括如下质量份数的组分:聚乙烯96份、抗老化剂4份。
所述内表层包括如下质量份数的组分:聚乙烯83~89份、含有防雾滴剂的抗老化混合物11~17份。
所述内表层包括如下质量份数的组分:聚乙烯86份、含有防雾滴剂的抗老化混合物14份。
上述的聚乙烯塑料大棚布的制备方法,包括以下步骤:
1) 抗老化母粒制备,按质量份数将制备所述外表层、所述内表层和所述中间层对应的抗老化助剂按比例共混后,通过挤出机造粒得抗老化母粒;
2) 拉丝混料,将中间层所需原材料按比例混合,混合后送入高速混料机中进行均匀混合;
3) 拉丝,将2)中制得的原料送入挤出机,经过螺杆加热塑化,塑化加热的温度范围为230~280℃;再经过模头成型挤出为薄膜,经水冷却,水温在30~45℃范围内;接着用刀片将薄膜切割为胚丝,并通过设定牵伸比6~8倍,经烘箱或拉伸板拉伸成符合技术要求的扁丝,拉伸温度控制在100~120℃,扁丝再经热定型,定型温度范围在110~120℃,并调节牵伸速度及定型速度,控制热回缩率小于3%,最后调节收卷张力,由卷绕机收卷成型;
4) 编织,将 3)所获扁丝由编织机编织成编织布,根据要求设定编织密度,使编织布的布面经纬均匀、平整、张力一致;
5) 淋膜,将所述编织布卷送入淋膜机进行均匀淋膜,按外表层配料淋膜一次得外表层,按内表层配料淋膜一次得内表层,得到复合塑料布;
6) 粘合,将所述复合塑料布送入热合机中粘合,热合、切割出大棚覆盖所需塑料布的宽幅与长度。
所述步骤4)中,使编织布的布面纬线平整,无折叠,保证透明度。
三、有益效果
由于本技术的聚乙烯塑料大棚布及其制备方法,其中大棚布为三层复合结构,该三层复合结构包括外表层、中间层和内表层;外表层和内表层均为高压低密度聚乙烯淋膜层;中间层为低压高密度聚乙烯编织布。因本技术的大棚布为三层复合结构,强度高、耐候性好,不易撕裂、磨损,透光度好且衰减慢,使用寿命长,防雾防滴、阻隔红外线保温效果好,从而解决了现有大棚塑料薄膜强度低,易撕破,易磨损,透光度衰减快,更换频繁,产生大量废旧塑料的问题,耐用环保省时省力。又因本技术的制备方法,工艺步骤简单,成本低,使本技术的大棚布可批量生产。
四、具体实施方式
为了使本技术的目的、技术方案及优点更加清楚明白,以下实施例,对本技术进行进一步详细说明。
实施例一
一种聚乙烯塑料大棚布,大棚布为三层复合结构,三层复合结构包括外表层、中间层和内表层;外表层和内表层均为高压低密度聚乙烯淋膜层;中间层为低压高密度聚乙烯编织布。
本实施例中的外表层包括如下质量份数的组分:聚乙烯80~90份,含有红外线阻隔剂的抗老化混合物10~20份;中间层包括如下质量份数的组分:聚乙烯92~100份、抗老化剂2~6份;内表层包括如下质量份数的组分:聚乙烯 83~89份、含有防雾滴剂的抗老化混合物11~17份。
本技术的大棚布为三层复合结构,强度高、耐候性好,不易撕裂、磨损,透光度好且衰减慢,使用寿命长,防雾防滴、阻隔红外线保温效果好,从而解决了现有大棚塑料薄膜强度低,易撕破,易磨损,透光度衰减快,更换频繁,产生大量废旧塑料的问题,耐用环保省时省力。
实施例二
本实施例与实施例一基本相同,不同在于:
外表层包括如下质量份数的组分:聚乙烯86份,含有红外线阻隔剂的抗老化混合物14份。
实施例三
本实施例与实施例一基本相同,不同在于:
中间层包括如下质量份数的组分:聚乙烯96份、抗老化剂4份。
实施例四
本实施例与实施例一基本相同,不同在于:
内表层包括如下质量份数的组分:聚乙烯86份、含有防雾滴剂的抗老化混合物14份。
实施例五
实施例一至四任一项的聚乙烯塑料大棚布,均可采用本实施例的方法进行制备。
一种聚乙烯塑料大棚布的制备方法,包括以下步骤:
1) 抗老化母粒制备,按质量份数将各类抗老化助剂按比例共混后,通过挤出机造粒得抗老化母粒;具体是外表层的含有红外线阻隔剂的抗老化混合物14份;中间层的抗老化剂4份;内表层的含有防雾滴剂的抗老化混合物14份。
2) 拉丝混料,将中间层所需原材料按比例混合,混合后送入高速混料机中进行均匀混合;优选方案是:将96份低压高密度聚乙烯、4份抗老化剂混合,送入高速混料机中混合均匀。
3) 拉丝,将2)中制得的原料送入挤出机,经过螺杆加热塑化,塑化加热的温度范围为230~280℃,优选180~270℃;再经过模头成型挤出为薄膜,经水冷却,水温在30~45℃范围内;接着用刀片将薄膜切割为胚丝,并通过设定牵伸比 6~8倍,经烘箱或拉伸板拉伸成符合技术要求的扁丝,拉伸温度控制在100~120℃,扁丝再经热定型,定型温度范围在110~120℃,并调节牵伸速度及定型速度,控制热回缩率小于为3%,最后调节收卷张力,由卷绕机收卷成型;
4) 编织,将 3)所获扁丝由编织机编织成编织布,根据要求设定编织密度,本例设定为10×10,使编织布的布面经纬均匀、平整、张力一致;使编织布的布面纬线平整,无折叠,保证透明度。
5) 淋膜,将编织布卷送入淋膜机进行均匀淋膜,按外表层配料淋膜一次得外表层,按内表层配料淋膜一次得内表层,得到复合塑料布;
6) 粘合,将复合塑料布送入热合机中粘合,热合、切割出大棚覆盖所需塑料布的宽幅与长度。
采用本例的方法制备的塑料大棚布,其与普通大棚膜各项检测数据对比如下:
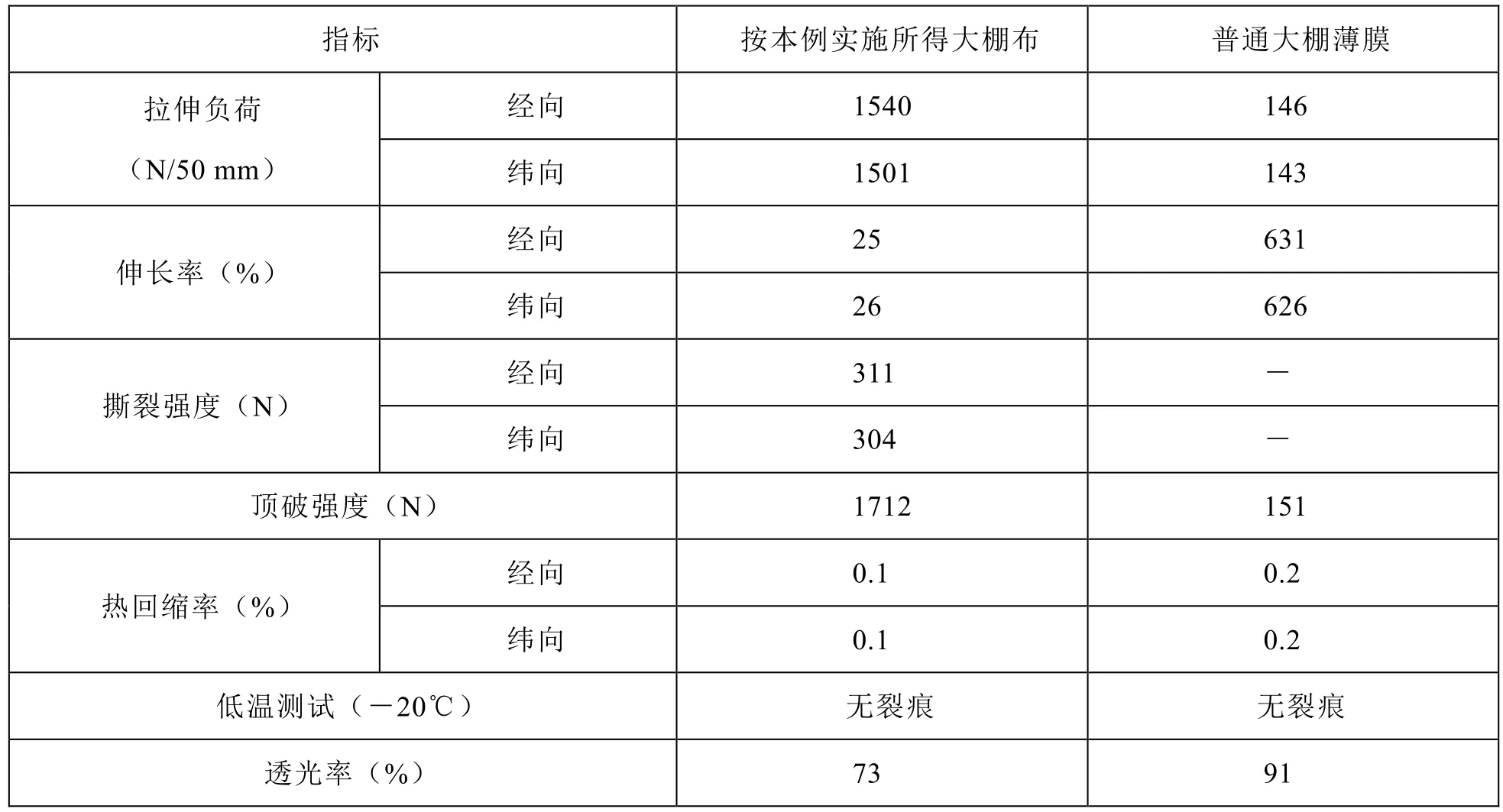
表1实施所得编织布性能检测对比表
上述结果可见,本技术所得大棚布,其各项物性强度指标、热回缩率等指标明显优于普通塑料大棚薄膜,强度高、耐候性好,不易撕裂、磨损,透光度较好,虽初始透光度略低于塑料薄膜,但耐磨性能好、透光度衰减慢,使用寿命长。
本技术解决了普通大棚薄膜易撕破、易磨损、透光度衰减快、更换频繁的问题,耐用环保经济方便。
本技术专利信息:
申请号:CN201811098244
申请日:2018.09.20
介绍(公告)号:CN109371700A
介绍(公告)日:2019.02.22
IPC 分类号:D06N3/00;D06N3/04;D01D5/42;D01D5/12;D01D10/02;D03D15/00
猜你喜欢
中国农机化学报(2022年9期)2022-08-17 05:03:10
农业科技与信息(2022年3期)2022-06-18 10:18:46
黑龙江粮食(2022年4期)2022-05-25 13:23:00
教学月刊(小学版)(2020年29期)2020-12-30 13:33:10
安徽农业科学(2020年23期)2020-12-28 02:29:45
中国外汇(2020年10期)2020-11-25 22:44:49
东坡赤壁诗词(2018年4期)2018-11-07 11:01:44
红领巾·探索(2017年12期)2017-12-26 21:14:41
小康(2017年19期)2017-07-07 21:05:11
读写算·高年级(2017年4期)2017-04-15 08:07:16
