7022T6511挤压制品热处理工艺研究
2019-07-15 02:36李晓风
铝加工 2019年3期
李晓风,王 燕
(西南铝业(集团)有限责任公司,重庆401326)
0 前言
铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,对铝合金的焊接性研究也随之深入。7022合金是美国铝业协会注册的变形铝合金,具有良好的加工性能、抗蚀性、可焊性、疲劳强度等,合金的屈服强度接近于抗拉强度,比强度高,广泛用于航空制造业领域「1」。现多家单位均对7022T6511挤压制品表现出极大的关注热情。该产品主要是用于吹瓶模具、灌装模具上等,市场前景较好。但我国对此合金研究应用较少,急需开展7022T6511铝合金挤压制品热处理工艺的研究,以便早日形成挤压专用的生产工艺,开拓新的市场领域,满足用户的需求[2]。
1 试验材料及技术要求
本试验采用7022T651合金、产品规格为EL5621型材(形貌为半圆棒)和φ91的挤压圆棒为主要试验材料。其化学成分符合美国AA标准,力学性能参照EN755-2,具体按表1执行[2]。

表1力学性能指标
铸锭规格为φ360mm×860mm,采用均匀化处理,以消除偏析,使得成分更加均匀。在3500tφ370挤压筒上挤压,具体挤压工艺见表2。

表2 7022合金挤压工艺参数
挤压过程采用慢速挤压,严格控制制品表面质量,EL5621型材挤压毛料压出长度为8.6m。
2 热处理工艺研究
2.1 淬火温度对产品组织性能的影响
取R态型材试样分别加热到480℃、500℃、510℃、520℃、530℃、535℃进行过烧实验。结果表明,在530℃以下均未过烧;而当加热温度达535℃时,在200倍下观察其显微组织,基体内出现明显的复熔共晶球、三角晶界等明显过烧特征[3]。最后确定7022合金挤压制品的过烧温度为535℃,如图1所示。

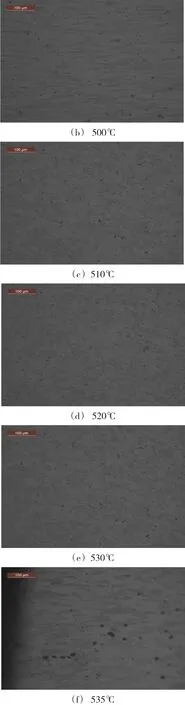
图2型材的金相组织
根据过烧实验结果以及固溶效果,再结合我厂其它7系合金的淬火制度,选取淬火温度范围:460~480℃;保温时间根据挤压制品的直径或最大壁厚而定,该规格产品的固溶保温时间为60min。
固溶温度选取了460℃、470℃两个温度,时效制度参照7075时效制度:121℃/24h和140℃/16h。取样在试验室展开交叉试验,具体性能数据如表3所示。

表3各种热处理制度下的性能数据
从表3可以看出,淬火温度选取460℃或470℃,其力学性能均没有太明显的差异,均能满足技术要求,且富余量非常大。低倍组织经检查发现,无分层、裂纹和缩尾等缺陷,几乎无粗晶环[4]。
考虑到固溶的充分性,以及方便大生产与其它合金的组炉等因素,最后选取固溶温度为470℃;保温时间根据挤压制品的直径或最大壁厚而定,具体按相应的工艺规程执行。
2.2 时效制度对产品性能的影响
在确定淬火工艺后,即淬火温度选定为470℃,再结合前期试验的结果,时效温度选取120℃或140℃,只要保温时间充分,均能起到较强的时效强化效果。故而后期选取一种时效温度(140℃),保温时间选在8~20h之间,不同保温时间下的力学性能平均数值如图2所示。

图2力学性能和保温时间的关系图
从以上数据可以看出,时效温度140℃、保温时间16h时,抗拉强度和屈服强度达到最高,且延伸率富余量也比较充足。由此可以得出,在140℃×16h时效下,7022合金挤压制品的时效强化效果达到最佳,可获得较好的力学性能。因此我们选择时效制度为140℃×16h。
3 结论
(1)7022铝合金挤压制品在固溶温度达535℃时,基体内出现明显的复熔共晶球、三角晶界等明显过烧特征。
(2)7022T6511合金状态的挤压制品推荐的固溶淬火制度为:在470℃下固溶淬火;固溶保温时间根据挤压制品的直径或最大壁厚而定,可参照变形铝合金热处理规范。
(3)考虑到Al-Zn-Mg系合金有一定的淬火停放效应,结合实际大生产情况,可考虑在淬火后4h内或48h以后进行时效处理。时效制度为140℃×16h时,7022合金挤压制品的时效强化效果达到最佳。
猜你喜欢
政工学刊(2021年12期)2021-12-22
食品安全导刊(2021年21期)2021-08-30
有色金属加工(2021年4期)2021-08-11
四川劳动保障(2021年4期)2021-07-22
热处理技术与装备(2019年2期)2019-12-24
中国有色金属学报(2018年2期)2018-03-26
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中成药(2017年6期)2017-06-13
中成药(2014年7期)2014-02-28