
基于PLC的多订单物料分拣程序设计
2019-06-26 07:04殷初鑫
无线互联科技 2019年7期
关键词:订单
殷初鑫
摘 要:文章论述了亚龙YL-235A模拟制造平台应用了最新的软件下单控制模式,主要原理是模拟工厂下达产品订单到YL-235A型生产设备中,PLC程序根据下达的产品订单数据控制设备机械运行。而工厂下达订单有先后顺序,每个订单产品的数量不等,应用SORT排序指令可以很好地解决订单先后处理的问题。
关键词:三菱PLC;订单;SORT排序指令
在2018年“机电一体化设备组装与调试”技能大赛职组国赛中,订单管理系统已应用到设备中,通过赛场提供的有线局域网或无线局域网,移动终端如手机、平板、电脑等接收客户的产品订单,并且可以把产品工作情况及时反馈给客户。因此,需要学生有处理订单的能力,由于订单有先后顺序,订单的产品数量不等,能准确地优化订单生产的先后顺序尤为重要,也是智能制造的核心能力,能有效地对接行业、国家、国际有关标准,使得学生有接收新知识、新技术、新技能的能力。
1 设备控制要求
(1)设备可以同时接收3个订单,订单1、订单2、订单3,每个订单根据不同的产品数量进行生产,生产的先后顺序按照订单产品数量的多少由小到大进行生产。
(2)产品订单中生产产品的数量相同时,按照订单1、订单2、订单3的编号由小到大进行生产。
(3)生产完成一个订单后,自动下一个订单的生产。
2 触摸屏界面及连接变量的设备
2.1 触摸屏界面
按照本次设备控制要求,订单1、订单2、订单3的产品数量由触摸屏设定,数量可以任意设定,模拟生产主要用于显示某个订单支路是否执行(见图1)。按下“设定完成”就可以把设定的产品数量的数据传送出去,并延时排序。按下“生产”,即可进行自动生产。
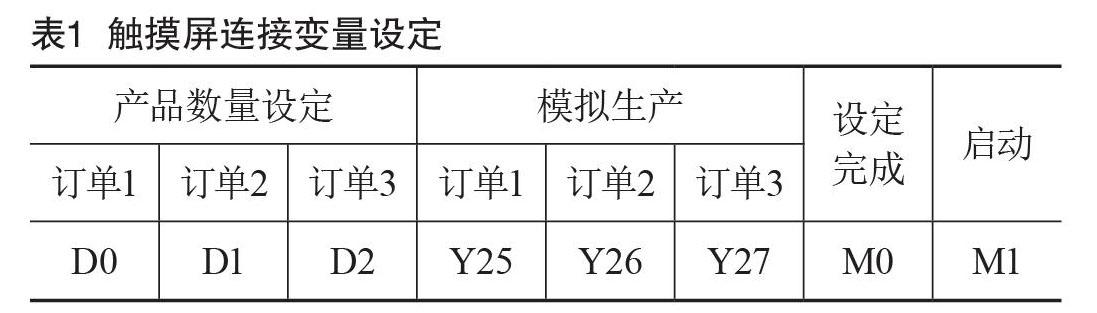
2.2 触摸屏连接变量设定
触摸屏连接变量设定如表1所示。
3 设备的运行程序及调试
3.1 数据排序指令SORT编程格式
3.2 数据排序
本设备运用了三菱FX2N-48MR PLC,在指令的选取时,应用“SORT”排序指令,当按下“设定完成”按钮时,D0、D1、D2数据分别传送到D100、D101、D102中,同时延时排序,排序完成后的数据仍然放入D100、D101、D102中(从小到大排序),相关的程序如图2所示。
3.3 多订单生产逻辑处理
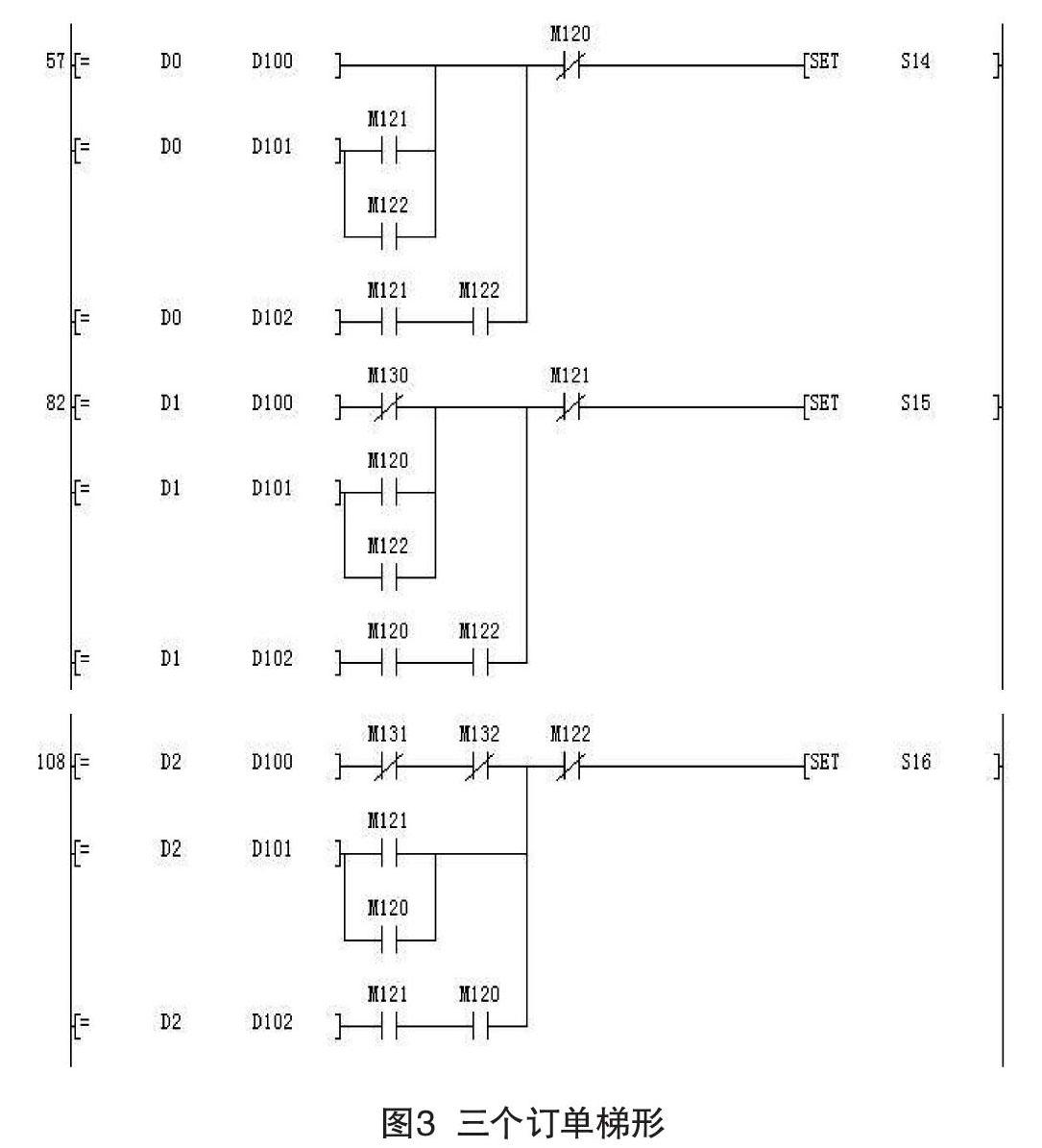
设备生产过程中,比较麻烦的是3个订单产品数量有两个或两个以上产品数量相等,那么只能按照订单编号由小到大进行生产。本次程序设计过程中,用M130,M131,M132这3个标志分别表示D0,D1,D2相互相等,同时用M120,M121,M122这3个标志表示某个订单生产已完成。通过各自的标志、逻辑来区分在何种情况下可以按照设定的要求去生产[2],相关的程序如图3所示。
3.4 多订单生产模拟
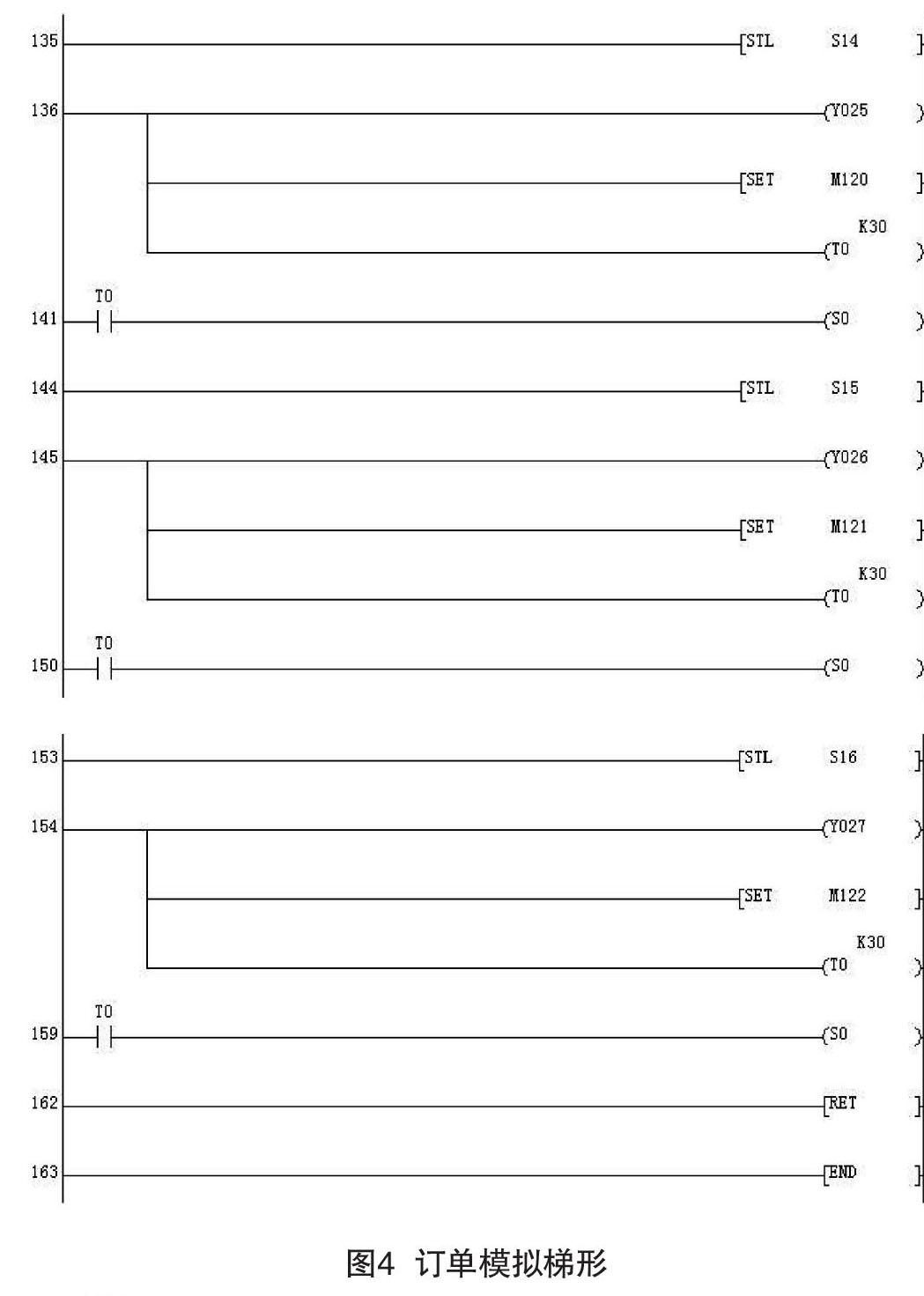
当订单中产品的数量D0和排序中最小的数D100相等时,跳转到S14这条支路,Y25灯亮3 s后回到S0,同时M120支路接通标志置一。当订单中产品的数量D1和排序中最小的数D100相等时,跳转到S15这条支路,Y26灯亮3 s后回到S0,同时M121支路接通标志置一。当订单中产品的数量D2和排序中最小的数D100相等时,跳转到S16这条支路,Y27灯亮3 s后回到S0,同时M122支路接通标志置一[3]。等3个订单全部完成的时候,必须要复位M120,M121,M122這3个支路接通标志,相关的程序如图4所示。
4 结语
本次程序设计时,应用了Y25,Y26,Y27 3个指示灯来模拟3个订单。只要能按照程序设定要求来点亮3个指示灯,那3个订单就可以放在S14,S15,S16这3条支路上面。3个订单的程序设计不仅可以提高学生的逻辑应用能力,还可以提高学生的软件应用能力,拓宽学生的思维,提高学生的学习兴趣。
[参考文献]
[1]李金城.三菱FX2N PLC功能指令应用详解[M].北京:电子工业出版社,2011.
[2]余雷声.电气控制与PLC应用[M].北京:机械工业出版社,2001.
[3]杨少光.机电一体化设备组装与调试备赛指导[M].北京:高等教育出版社,2010.
Abstract:Yalong YL-235A simulation manufacturing platform applies the latest software order control mode. The main principle is to simulate the factory to place product orders to YL-235A type production equipment. PLC program controls the mechanical operation of equipment according to the product order data. The factory orders in sequence, the number of products in each order is not the same, the application of SORT instruction can be very good to solve the problem of order order processing.
Key words:mitsubishi PLC; order; SORT
猜你喜欢
今日农业(2022年4期)2022-11-16
中国石油石化(2021年9期)2021-03-30
当代陕西(2018年9期)2018-08-29
失效分析与预防(2015年4期)2015-11-28
失效分析与预防(2015年3期)2015-11-28
失效分析与预防(2015年2期)2015-11-28
风能(2015年4期)2015-02-27
创业家(2015年6期)2015-02-27
失效分析与预防(2014年6期)2014-11-28
失效分析与预防(2014年5期)2014-11-28
