论试制汽车车顶激光钎焊的质量提升方法
2019-06-24 06:23屈贤良
科技创新与应用 2019年13期
关键词:车顶
屈贤良
摘 要:对于汽车车顶激光钎焊工艺,激光焊接设备、零件匹配状态、焊接参数等因素的细微变化都会对车顶激光钎焊的焊接质量产生影响。在样车试制阶段,车顶激光钎焊的质量波动尤为明显,文章对试制过程车顶激光钎焊的常见质量问题进行分析,以车顶、侧围的匹配状态改善为出发点,深入讨论车顶、侧围软模零件激光钎焊区域的质量提升方法。
关键词:激光钎焊;车顶;侧围;软模零件
中图分类号:U466 文献标志码:A 文章编号:2095-2945(2019)13-0144-02
Abstract: For the laser brazing process of automobile roof, the subtle changes of laser welding equipment, parts matching state, welding parameters and other factors will affect the welding quality of laser brazing of automobile roof. In the trial production stage of the prototype, the quality fluctuation of laser brazing of the roof is particularly obvious. In this paper, the common quality problems of laser brazing of the roof in the trial production process are analyzed, and the improvement of the matching state of the roof and side circumference is taken as the starting point. The quality improvement method of laser brazing area of roof and side soft die parts is discussed in detail.
Keywords: laser brazing; roof; side circumference; soft die parts
1 概述
近年來,随着激光焊接设备成本逐渐降低,在汽车制造的各个领域激光焊接技术得到广泛的应用,成为汽车车身焊接领域的新发展方向。激光钎焊是激光焊接技术中的一种焊接方法,由于激光能量密度大,可以作为热源,将焊丝材料熔化,激光光速经过聚焦后照射在焊丝表面,在机器人的牵引下,将熔化了的焊丝材料浸润到被焊接的工业零件上,已经被激光熔化的焊丝填充到要焊接的生产工件之间,使生产工件间得到很好的结合,完成激光焊接工艺[1]。基于激光钎焊具有外成形美观、焊接效率高、焊缝均匀、焊接强度高等一系列优点,目前激光钎焊工艺已被广泛应用于汽车车顶与侧围之间的连接。激光钎焊与其他焊接方法相比,对各参数要求较高,各参数偏差对激光钎焊质量影响比较显著[2]。在试制白车身焊接领域,车顶激光钎焊的质量波动尤为明显,为了确保交付质量合格的白车身以供设计验证及工程试验,如何提升车顶激光钎焊质量一直是试制白车身质量控制的高关注难题。
2 激光钎焊
2.1 激光钎焊工艺
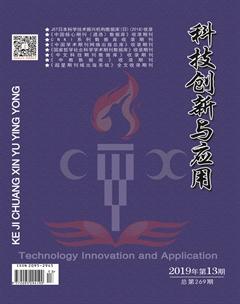
激光钎焊由焊缝跟踪系统、激光源、送丝机构等组成。激光钎焊示意图如图1所示,可见其与传统MIG钎焊相似,所不同的是它采用激光产生热量来融化钎料。通常采用的激光钎焊钎料是CuSi3,熔点950℃,远低于钢的熔点(约1500℃),故激光钎焊所需的激光器功率较低,可大大节省昂贵激光器的投资成本。而CuSi3浸润后强度可达350 MPa,高于普通低碳钢,激光钎焊强度较高。激光钎焊时,由于钎料填入车顶与侧围的接合处,无需在焊后涂胶和添加饰条,能够节省大量工艺成本[3]。
2.2 车顶激光钎焊钣金搭接方式
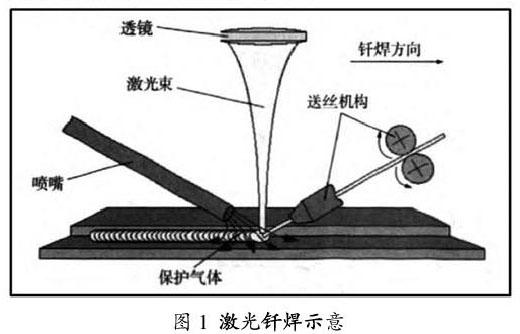
相较于电阻点焊的侧围和车顶分别作翻边用于连接,激光钎焊车顶连接为满足激光钎焊的焊接工艺要求,车顶和侧围连接某一剖面处形成点接触,整个接触区域形成线接触。由于零件制造公差、压紧工装和车顶自重等,导致车顶易下沉。为了克服车顶下沉被周边搭接面顶起,将顶盖和侧围接触面左右形成倒梯形(图2),吸收顶盖下沉的容差,达到造型的光顺、车顶和侧围能有效接触和满足制造工艺需求,同时也获得良好的外观质量[4]。
2.3 试制过程车顶激光钎焊质量问题分析
激光钎焊与其他焊接方法相比,对各项工艺参数的要求较高,设备、零件匹配状态、焊接参数等变化都会对会最终的焊接质量产生影响。结合试制车身焊接的实际情况,对车顶激光钎焊质量有影响的参数主要有激光设备的参数及轨迹、车顶压块工装的有效性及车顶与侧围的匹配间隙等。本文从车顶、侧围匹配状态改善为出发点,进一步讨论车顶、侧围软模零件激光钎焊区域的质量提升方法。
3 车顶、侧围软模零件成形工艺优化
在试制阶段,白车身大多数钣金零件均采用软模零件,其中即包含车顶、侧围等关键外覆盖件。软模零件因受到短周期、低成本等限制,其侧翻工序及翻边相对简单,而激光钎焊工艺对车顶与侧围的匹配间隙及一致性偏差非常敏感,一旦车顶或侧围零件匹配型面发生波动造成匹配间隙偏大,便会导致漏焊缺陷进而影响到车顶连接强度及外观质量。因此,如何提升车顶及侧围软模零件激光钎焊区域的质量成为试制车身制造的高关注难题之一。针对这一问题,本文主要从两个方面讨论车顶及侧围软模零件的成形工艺的优化,通过改进工艺方案和模具定位策略来保证激光钎焊区域的面轮廓度和一致性。
3.1 一体式侧翻边成形
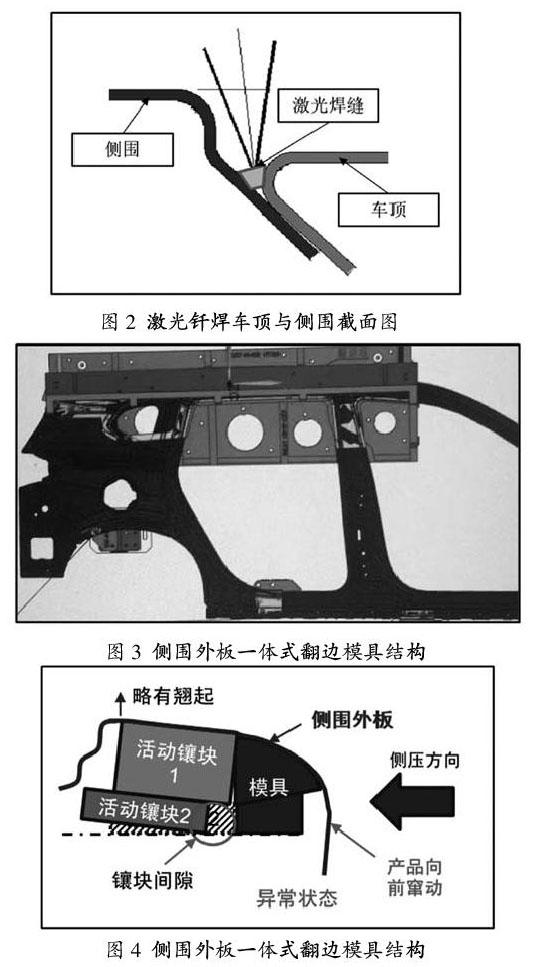
经统计,目前在造的试制车型中车顶与侧围最容易发生匹配问题区域分布在车顶或侧围外板零件的侧翻工艺的交刀处。常规的车身结构中,车顶与侧围的激光钎焊面通常设计为从前风挡一直延申至车身后端的长段圆弧形型面。对于侧围外板或车身长度偏长的车顶零件,因受到侧翻边机构的长度限制,一般分为前后两段分别进行侧翻边,在前后两段的重合区域便会形成交刀痕,表现为起皱或凸包缺陷导致车顶和侧围匹配一致性差,进而影响激光钎焊的质量。对于这个问题,软模因无工序的限制相较于硬模解决方案商更具柔性,本文建议车顶、侧围外板零件激光钎焊区域尽可能采用一次侧翻边成形(见图3),交刀处不能位于激光钎焊匹配区域内,同时通过模具研配和手工修整尽量把交刀痕调整至最小,以满足相关区域的尺寸要求。
3.2 车顶、侧围侧翻边工序定位策略优化
目前车顶、侧围外板软模零件侧翻边过程中通常采用型面定位,但实际工况下,零件拉延后会产生一定回弹,仅采用型面定位无法精确保证零件的位置。另一方面,对于侧围外板零件,侧翻边镶块一般做成活动式以便侧翻成形后取件,若活动镶块发生异常未放置到位,零件翘起的同时即会向前窜动,导致零件成形后激光钎焊型面与外观A面的阶差变小(图4),反映到整车上表现为激光钎焊焊缝间隙偏大,即发生漏焊等质量缺陷。为保证车顶、侧围侧翻边过程中的定位稳定性,在原有零件型面定位的基础上增加销孔定位是一个有效的优化方案,通过销孔定位既可保证零件在侧翻边前的定位准确,又可确保验证零件在侧翻过程中零件不发生窜动。
4 结束语
综上所述,在试制阶段,车顶、侧围软模零件激光钎焊区域的尺寸状态对白车身车顶激光钎焊的焊接质量有直接影响。本文对试制过程车顶激光钎焊的常见质量问题进行分析,以车顶、侧围的匹配状态改善为出发点,深入讨论车顶、侧围软模零件激光钎焊区域的质量提升方法。首先,工艺方案上,车顶、侧围外板零件激光钎焊区域应采用一体式侧翻边成形,以保证激光钎焊区域型面的一致性。其次,对现有的侧翻边定位策略进行改进,采用销孔+型面的方式进行定位,以确保零件侧翻边前、翻边过程中的定位准确性及稳定性。此方案改进后的零件目前已應用在几个车型试制项目中,车顶及侧围零件的匹配状态得到了很大改善,车顶激光钎焊质量也得到了一定程度的提升。
参考文献:
[1]周丽.汽车顶盖激光焊钎焊研究[J].科技传播,2012(21).
[2]王军.浅析激光钎焊缺陷形成原因及控制措施[J].汽车工艺与材料,2010(9).
[3]张小云,张延松.轿车白车身车顶侧围连接方式研究[J].电焊机,2011,41(7).
[4]蒋伟光.浅议激光焊接在汽车顶盖的应用[J].时代汽车,2016(12).
猜你喜欢
疯狂英语·读写版(2021年12期)2021-06-15
环球时报(2021-03-05)2021-03-05
环球时报(2021-01-25)2021-01-25
汽车科技(2019年6期)2019-12-31
环球时报(2017-10-30)2017-10-30
科学与财富(2017年18期)2017-07-09
中国纤检(2016年3期)2016-04-07
数字化用户(2014年20期)2014-10-21
中学英语之友·中(2008年1期)2008-03-20