镗床平旋盘加工管线压缩机风筒法兰水纹线方法研究
2019-06-24 06:23白俊峰张原平兰喜东张逢阳
科技创新与应用 2019年13期
白俊峰 张原平 兰喜东 张逢阳
摘 要:管线压缩机用于我国长输天然气的管道运输,其中管线用离心式压缩机风筒法兰上的水纹线可提高机组的密封性,提高输送效率,加工制造此种水纹线存在多种方案。以某型号压缩机为例,采用镗床平旋盘机床附件对风筒法兰密封面进行镗削加工,记录加工参数与过程,并与传统加工方法进行对比,论证了平旋盘加工水纹线的特点与优势,为压缩机风筒法兰水纹线的加工提供了实践经验,为持续优化加工方法奠定了技术基础。
关键词:管线压缩机;平旋盘;镗削;水纹线;加工方法
中图分类号:TH452 文献标志码:A 文章编号:2095-2945(2019)13-0124-02
Abstract: Pipeline compressor is used in the pipeline transportation of long-distance natural gas in our country, in which the water line on the air pipe flange of centrifugal compressor for pipeline can improve the sealing of the unit and improve the transportation efficiency. There are many schemes for processing and manufacturing this kind of water line. Taking a certain type of compressor as an example, the close cover of the flange of the air cylinder is boring by using the accessories of the flat disk machine tool of the boring machine, the machining parameters and processes are recorded, and compared with the traditional processing method, the characteristics and advantages of the flat rotating disk in machining the water grain line are demonstrated. It provides practical experience for the machining of water line of compressor air cylinder flange, and lays a technical foundation for continuous optimization of machining method.
Keywords: pipeline compressor; flat rotating disk; boring; water line; processing method
引言
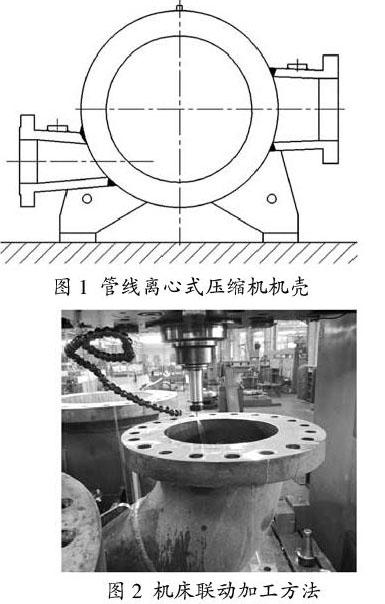
離心压缩机在国民经济发展中占据了重要地位,尤其是在天然气输送领域发挥了重要作用。以管线离心式压缩机机壳为例,如图1所示。根据所选用的法兰标准要求,压缩机风筒法兰密封面均需要加工密封用水纹线,因此,利用传统加工方法,在满足标准要求的情况下很难保证产品的制造进度。
1 水纹线加工的传统方法
1.1 机床两轴联动加工方法
机床两轴联动加工方法为将球头铣刀与主轴连接,通过数控龙门铣床或数控镗床X轴与Y轴联动方式实现加工,如图2所示。此种方法加工的水纹线样式优选螺旋线形式,按此方案加工的水纹线质量优异,但效率低下,加工时间取决于加工设备能力,主轴转速较高的设备加工水纹线所需时长较短。
1.2 便携设备加工方法
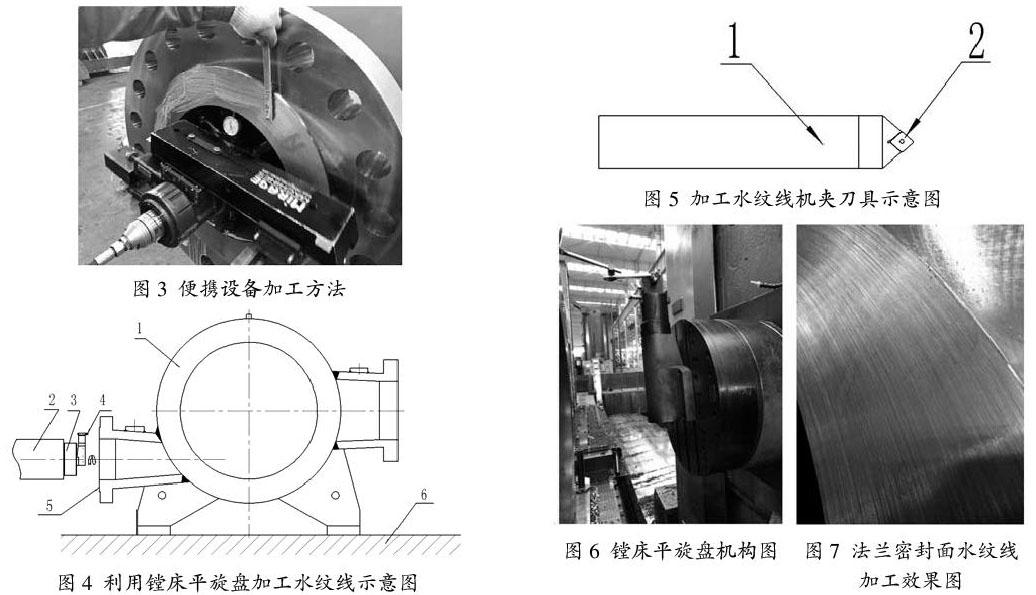
便携设备加工方法为利用便携法兰加工设备对压缩机风筒法兰的水纹线进行加工,如图3所示。此种方法加工水纹线无需占用厂内数控加工设备,加工后的水纹线质量良好,便携设备适用加工范围较广,但设备支架安装找正时间较长,劳动强度较大,对操作人员有一定加工经验要求。
2 镗床平旋盘加工水纹线方法
平旋盘又叫U轴刀具,可在U轴方向实时数控变径使得在加工中心等机床上也能实现只能由车床完成的加工。采用平旋盘加工管线压缩机风筒法兰密封面水纹线的示意图如图4所示。
图4中,1为管线压缩机机壳,2为镗床滑枕,3为平旋盘附件,4为加工水纹线刀具,5为所需加工的风筒法兰密封面位置,6为机床工作台面。
2.1 加工工艺流程
根据风筒法兰加工工艺流程,保证产品加工质量要求,风筒法兰需要与机壳筒体焊接完成后进行精加工,对水纹线的加工应在所有机壳精加工工序之后进行。
2.2 水纹线加工过程
平旋盘需连接至镗床滑枕上,通过主轴带动平旋盘转动,驱动刀柄在平旋盘上沿U轴方向移动,从而实现刀具移动。平旋盘安装后需对精加工后的风筒法兰止口与平面进行打表找正,包括同轴度和平面度,要求同轴度不得超过0.50mm,平面度不得超过0.05mm;根据标准要求,通常水纹线节距要求0.45-0.55mm,因此可调整平旋盘每旋转一圈,U轴进给量为0.50mm,即进给量等于转数与水纹线节距的乘积。加工方向由风筒法兰密封面直径较小处开始,随着U轴不断移动,直至移动到风筒法兰密封面直径最大处完成加工过程。加工后的风筒法兰密封面上的水纹线呈螺旋形式。
2.3 水纹线加工刀具
平旋盘加工过程中需与刀具把合,刀具可采用焊接刀,也可采用机夹刀,经实际验证,机夹刀具加工效率及加工质量高于焊接刀,其中机夹刀具由刀体和刀片组成,并且刀片安装于刀体上,形成水纹线加工刀具,如图5所示。由于标准中要求,加工刀具的圆角半径应不小于1.5mm,因此所选刀片的刀具圆角半径不得小于1.5mm,通常选用的刀片为合金刀片,圆角半径为2mm。经实际现场检查,采用平旋盘方法加工后的水纹线截距均匀,外观质量优良,满足标准及设计要求,其中加工过程中所用平旋盘以及加工后的水纹线效果如图6、图7所示。
图5中,1为刀体,2为圆角为R2的硬质合金机夹刀片。
3 加工效率
经实际记录与计算,采用机床两轴联动的方法加工一个特定尺寸的风筒法兰的水纹线时间约为10小时;而采用便携设备加工一个同样尺寸的风筒法兰的水纹线时间缩短为约3.5小时。而利用平旋盘加工,从安装机床附件计时开始,同样加工相同尺寸风筒法兰的水纹线共需要约40分钟,较便携设备加工一个风筒法兰缩短约3小时,较两轴联动方案加工一个风筒法兰缩短约9小时,因此可判断,利用平旋盘附件加工管线压缩机风筒法兰水纹线可提高生产效率,降低制造成本。
4 结束语
通过对镗床平旋盘进行研究试验,以管线用离心压缩机风筒法兰作为主要研究对象,通过分析技术要求,确定了采用镗床平旋盘机床附件加工水纹线的工艺方案和使用刀具,通过实际验证,论证了平旋盘加工水纹线的可行性,并将此方法与水纹线加工的传统方法相对比,在能够满足加工质量的前提下,加工效率明显提高,建议将此方法固化应用。
参考文献:
[1]白俊峰,张弛,田东升,等.离心压缩机风筒法兰密封面水纹线加工方法研究[J].现代商贸工业,2018,39(12):186-188.
[2]周斌.法兰密封面水线粗糙度问题探讨[J].石油化工设备,2016,45(03):105-107.
[3]白俊峰,张威,张淇,等.便携设备加工压缩机风筒法兰密封面水纹线方法研究[J].科技创新与应用,2019(03):118-120.
[4]HG/T20592-20635-2009.钢制管法兰、垫片和紧固件[S].
[5]祁大同.离心式压缩机原理[M].北京:机械工业出版社,2017.
[6]王先逵.机械制造工艺学(第二版)[M].北京:机械工业出版社,2006.