离子型稀土矿山生产过程控制系统研究
2019-06-11 08:45黄德晟管新地李华杰谭水淋
世界有色金属 2019年7期
黄德晟,管新地,李华杰,谭水淋
(江西离子型稀土工程技术研究有限公司,国家离子型稀土资源高效开发利用工程技术研究中心,江西 赣州 341000)
从“八五”攻关开始,经过二十多年的发展,原地浸矿注收液工艺已派生出多种技术方法,以适用不同的地质条件。但是也应看到,多数稀土矿山管理粗放,短视经济行为严重,技术简单复制[1]。基本忽视了对开采区域,特别是地表以下区域的环境保护。生产管理结果无实质性和可靠的数据表述[2]。由此在总结原地浸矿建立具自动化技术应用的示范矿山,对原地浸矿开采技术进行系统化、深入层次研究[3],非常必要。
1 离子型稀土矿山开采工艺流程
离子型稀土矿山生产主要包括浸矿液配制、浸矿液体输送、注液井注液、母液集液、母液除杂、母液沉淀等工序[4],最终得到稀土产品。
离子型稀土矿山开采工艺流程为:通过水泵装将水、原料1和原料2抽入配液池并进行搅拌,得到浸矿液。浸矿液通过水泵输送至高位池,打开高位池阀门,浸矿液流入注液井,当浸矿液流出值达到定量,关闭高位池阀门。经过一段时间后,浸出的稀土母液通过自流方式流入集液池。当收集的稀土母液液达到一定量时,集液池通过水泵将母液抽入除杂池进行除杂,除杂得到的稀土母液抽入沉淀池进行沉淀,沉淀得到所需的稀土产品。
2 自动控制系统技术要求
稀土矿山智能化建设利用自动化、信息化和计算机技术[5],实现稀土矿山数字化和管控一体化,主要实现以下技术要求:
(1)实现流量、液位、PH和浓度的在线检测;
(2)实现高位池液位的联锁控制,相关设备的联动控制;
(3)上位机模拟显示受控、检测设备的工作状态,远程操作相关工艺设备;自动生成工艺参数报表,由人工打印或自动打印输出。
3 控制系统设计
3.1 系统检测与执行结构
自动控制系统由上位计算机、可编程控制器、触摸屏外围电路及设备组成,如图1所示。

图1 自动控制系统流程图
采用西门子S7-300 PLC作为自动控制系统的核心控制器,通过以太网与上位机通讯,通过流量计检测流量值,液位计检测液位值,PH计检测PH值,将检测的模拟量传送至PLC处理。PLC处理后,数字量输出控制泵、电磁阀和搅拌电机的启停。
3.2 控制软件系统
S7-300PLC编程采用西门子STEP7 V5.5软件进行系统软件开发[6],采用北京亚控科技有限公司KingView 6.55进行组态的开发。系统具有手动/自动两种操作方式,当遇到故障或检修时可以切换操作方式。
S7-300PLC编程中对流量、液位和PH模拟量使了用了A/D转换功能FC105。FC105模块中的IN为流量、液位和PH输入的实际值。HI_LIM为设备的上限值,LO_LIM设备的下限值,OUT为检测的实际值。
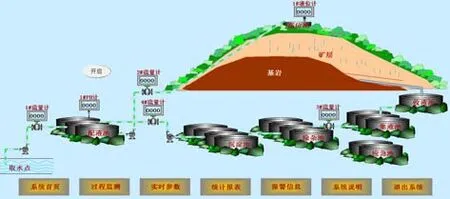
图2 原地浸矿生产过程主界面
图2所示,图中监测了流量计、液位计、PH计设备的数值,并对泵、电磁阀、搅拌电机等进行了监测及控制;从图形可以直接观察各参数的情况,可分析出生产运行情况;对生产过程的参数进行记录并保存,供数据查询,可以打印报表。
4 结语
本文所述离子型稀土矿山生产过程实时在线检测技术和自动控制技术,实现原地浸矿注、收液的自动化监控,提高了管理和生产效率,降低了生产成本,对保护环境、提高资源利用率,具有重大的社会效益。
成果对稀土矿山具有示范作用,对带动我国稀土产业整体技术水平提升,推动行业技术进步,促进区域经济、社会发展都将起到重要作用。
猜你喜欢
中国金属通报(2020年13期)2021-01-04
影像技术(2020年3期)2020-04-23
石油炼制与化工(2020年2期)2020-02-20
中国氯碱(2018年5期)2018-06-01
中国有色冶金(2018年5期)2018-01-31
保健文汇(2017年4期)2017-11-03
中国氯碱(2017年3期)2017-04-18
西部资源(2015年3期)2015-08-15
中国塑料(2014年9期)2014-10-17
中国氯碱(2014年11期)2014-02-28