
手机制造工艺在高档遥控器上的优化应用
2019-06-09 08:39周东玲
科技创新与应用 2019年7期
周东玲


摘 要:文章简述了手机在我国近二十年来的生产制造及发展进程,手机制造造就了许多先进的生产工艺技术。手机DOME片、手机P+R按键、手机转轴、手机滑轨等制造工艺经不断完善,日益成熟,其制造成本不断降低,性价比不断提高,手机制造中的软件/硬件的技术亦同步发展。这些均已广泛应用于国内许多行业中。文章阐述了上述手机制造工艺在高档家电遥控器结构方面的优化应用。展望了全尺寸手机显示屏等手机新制造工艺在高档遥控器的应用前景。
关键词:手机制造工艺;手机;遥控器;应用
中图分类号:TN405 文献标志码:A 文章编号:2095-2945(2019)07-0154-04
Abstract: This paper briefly describes the manufacturing and development process of mobile phones in China in the past twenty years, and mobile phone manufacturing has created a lot of advanced production technology. The manufacturing technology of mobile phone DOME chip, mobile phone P+R button, mobile phone shaft, mobile phone slide rail and so on has been improved and matured day by day, its manufacturing cost has been reduced, the ratio of performance to price has been improved, and the technology of software/hardware in mobile phone manufacturing has also developed synchronously. These have been widely used in many industries in China. This paper expounds the optimization application of the above mobile phone manufacturing technology in the structure of high-grade home appliance remote controller. The application prospect of new manufacturing technology of mobile phone, such as full-size mobile phone display screen, in high-grade remote control is prospected.
Keywords: mobile phone manufacturing technology; mobile phone; remote control; application
前言
我国手机产業从无到有,历经近二十年的发展,无论手机产量销量和手机用户量都取得了飞速发展。从上世纪末块大笨重却彰显持有者富豪象征的大哥大进入国内开始,手机从传统的只能拨打电话、发短信的老爷机发展到颜色艳丽、功能多样化的翻盖机、直版机、滑盖机、一体机等全按键功能手机;从按键/触屏联动的半智能手机发展到目前全触屏的智能手机。手机种类也快速增长;手机产销数量也实现了几何梯级爆量增长,2005年国产手机总量超2.5亿部[1],历经20%以上的年率增长,到2012年国产手机量达11.8亿部[中信部统计数据],超过全球总出货量的一半,国内手机用户也超过十亿户[2]。2013年国产品牌手机在国内手机市场占比超过80%,生产1000元级别智能手机的厂家就有近400家[3]。在此期间,手机制造技术也同样突飞猛进,各式各样先进的制造工艺在手机上得到广泛应用,外形上面也不断往质轻、体薄、框小/无框等发展方向不断突破。目前,手机已经进入全触屏时代,一部手机仅剩电源、音量等两三个按键;传统的按键手机市场大幅委缩,只在各类欠发达地区及高龄老年人才有使用,按键功能手机的产销量均大幅降低。然而,按键手机推生出的各种先进的手机制造工艺日益成熟,制造成本不断降低,产能也相对过剩,也就顺理成章地促成其在其他电子应用行业中得到普及应用。在国内外,家用电视+机顶盒模式的广电传输已广泛使用,各类家电用遥控器需求大增,用户对遥控器的档次追求也在不断提高。在高端家电遥控器上优化应用各种先进的手机制造工艺也就成为不错的选择。
1 手机制造技术在遥控器上的优化应用
1.1 DOME片
DOME片(Metal dome Switch),是一组包含球冠形金属弹片(锅仔片)的PET薄膜按键,粘贴于PCB(Printed Circuit Board)/FPC(Flexible Printed Circuit)等电路板上作为开关使用,使用时起着重要的触感型开关的作用。DOME片最先应用于各种功能手机,置于按键下方粘贴在按键电路板上。手机DOME片能优化按键的手感,降低按键时接触阻值和按键时工作电流,延长手机电池待机时长。与传统的硅橡胶按键相比,DOME片具有更好的手感,更长的寿命及较小的行程,满足了手机按键手感均匀,行程小,按键高度低,寿命长,手感体验舒适的诸多要求[4]。图1为手机常用的DOME片示例。
在我国,按键功能手机的巨量制造极大促进了DOME片制造工艺的成熟,制造成本大幅下降,打样周期大大缩短,使得DOME片的优点更加突出。
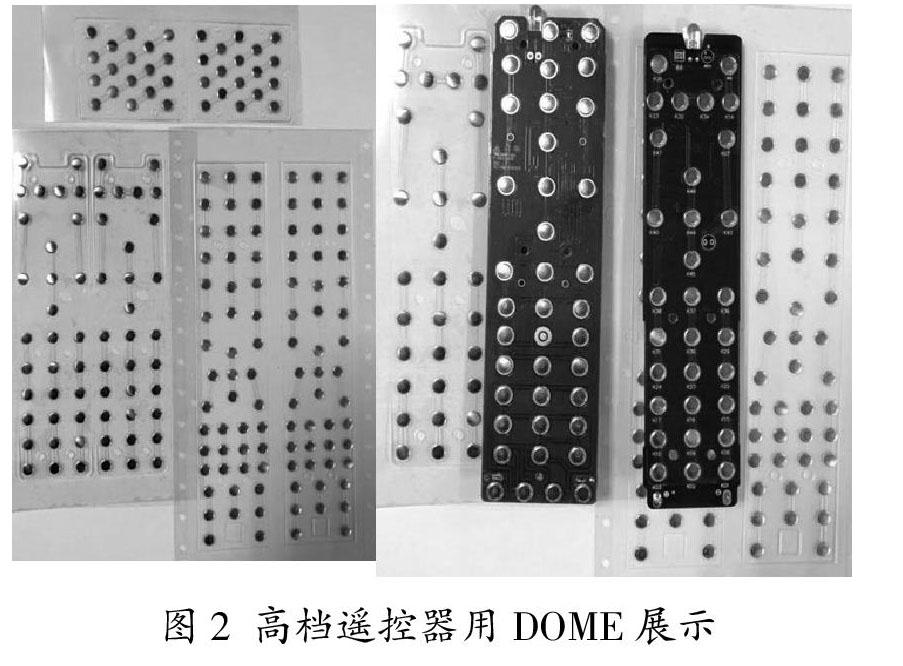
目前,DOME片工艺已在各行各业广泛应用,在高端遥控器上也已大范围使用,大大提高了遥控器按键的手感和质感。由于手机线路板通常都是多层PCB,板上有好多集成芯片和复杂的电子元器件,大都要求DOME结构上要增加防静电薄膜,而为了在使用手机时,按键表面能透光显示,方便夜间操作,需要在DOME片结构上增加一层支架,这些都会增高遥控器的应用成本。结合遥控器线路简单,集成芯片数量少电子元件相对单一、多为单面板或双面板的实际,我们在遥控器上应用DOME时,优化了结构,通过取消底层的防静电膜及中间迅层支架,从而降低成本。在遥控器上应用越来越多,近年来我司已生产几千万只。图2为遥控器中DOME片示例。
1.2 手机P+R按键
P+R按键(Plastic+Rubber Keys)中“P”是指塑胶按键帽,“R”是指硅橡胶垫,由塑胶及硅橡胶一硬一软的两部分素材经由各自成形,及成形后经表面喷涂、字符丝印、电镀、透光镭雕、UV喷涂等一系列工艺处理后采用特定表面处理剂和特定粘胶进行组装后经UV固化而成[4][5]。通常,在键帽下方还需一层金属或塑胶制作的薄支架来支固按键保证各按键表面平滑,防止按键下陷而影响外观;P+R按键的制作工艺较为复杂。因P+R按键在制造时可自由组合搭配不同颜色及工艺的键帽,按键排列整密、手感良好,是功能手机按键的首選。图3为手机P+R按键示例。
在本世纪00年代,按键功能手机制造在我国得到飞速发展,产销量逐年激增,使手机P+R按键的生产工艺技术及装备飞速发展,成本不断下降,性价比大大提高。 后来,智能手机抢占了传统的按键手机份额,使得业已成熟的P+R按键产能大量过剩,按键行业在不断适应及拓展应用,寻找出路,同时也吸引了国内外相关电子行业的广泛关注,极大地促进了P+R按键的在国内相关行业的应用。
手机P+R按键因观感优良,手感均匀舒服,赢得了国内高端遥控器用户的喜爱,已广泛应用在各种遥控器上替代传统的单一硅橡胶按键。遥控器上应用P+R按键时为尽量降低成本,也需要进行优简处理,对一些按键间距够大的遥控器,取消P与R两部分素材的组装、粘结工艺;在确定产品效果后定制相应实施方案,按照键帽色别、是否需要透光等方式进行分类组合排列开模成形,键帽成组排位,方便后序遥控器组装。对于按键致密的遥控器,则综合评估优化,取消或按需局部区域选做内层支架,在不影响外观品质的前提下降低成本。P+R按键的遥控器已深受广大客户的喜爱,应用越来越广。图4为遥控器P+R按键应用示例。
1.3 手机转轴
手机转轴(Flip Phone Shaft)由塑料转动凸轮1在径向转动过程中推动轴向滑移凸轮2沿轴心线移动,由固定在转轴金属本体腔内的轴向滑移凸轮2(只能沿中心轴作轴向滑动)去压缩弹簧,从而在不同的角度产生不同的扭力[6]。凸轮1与转轴本体径向转动,从而驱动翻盖翻转。手机组装时凸轮B和转轴本体分别固定在翻盖和手机主体上。依靠结构精巧的手机转轴,手机的翻盖才能翻转自如,动作灵活、动感突出。翻盖手机的显示屏大部分安装在翻盖上,而屏需与主机上的电路板进行柔性连接,手机转轴只能安装于翻盖与主体连接中没有连接线的一侧位置,空间尺寸通常较小,其本体外壳常用金属制件以节省空间。图5为手机转轴示例。
手机转轴的这一外形结构样式后来广泛应用到其他电子产品上。有感于翻盖手机的时尚,我司应约自行设计制作了几款精美的翻盖手机遥控器,通过在翻盖的正、反两面分别放置部分按键,将遥控器按键区分为三大部分,而最常用键就放置在翻盖正面,在合壳状态即可控制电视机。这样,大大缩小了遥控器的外形尺寸,外观看来更像一部翻盖手机,遥控器因此命名。翻盖的转动部分也相应应用了这种手机转轴,成功解决了翻盖的灵活翻转与转动限位。图6为我们开发制作的一款翻盖遥控器。
1.4 手机滑轨
手机滑轨(Cell phone slide rail)由固定板、滑动板、滑移弹簧、胶条等组装而成,胶条装入滑动板两端槽内,确保滑动灵活,弹簧分别固定在两板上,通过两板相对运动产生推力,使滑动板滑动灵活。在固定板和移动板上加装铆钉方便与手机壳体联接。与翻盖手机一样,当滑盖手机推出后,也同样深受年轻人的喜欢,而侧滑手机更是深得爱玩游戏的年轻人欢喜。滑盖手机结构主要是由滑盖面壳(A壳)滑盖底壳(B壳)主机面壳(C壳)主机底壳(D壳)四部分壳体与手机滑轨构成,A壳与B壳组合成上盖部分,C壳与D壳组成主体部分,两部分通过B壳与滑轨固定板联接,C壳与滑轨移动板联接,形成滑盖手机的滑移结构[4][7]。部分手机B壳与滑轨的固定板二合一。组装后手机上下两部分通过滑轨灵活自如的上下滑开。按照不同滑移方式又分为前滑和侧滑两种。图7为手机滑轨示例。
侧滑手机的流行激起了高端遥控器客户的极大兴趣,我国在广电行业推广电信网、有线电视网和互联网“三网融合”进程,使显示终端多样化,电脑显示屏、电视机屏、手机屏三屏相融相通[8]。电视用户也可利用三网融合及配套的红外遥控器观看电视、上网娱乐、购物。这样要求遥控器要增加英文字母键盘,方便上网操作,按键数量要超过100个。如按常规方法,遥控器外形尺寸会很大,使用起来就不方便,需要重新设计评估。当时正好侧滑手机流行,我们提出并大胆设计了侧滑遥控器,同时针对遥控器的特点,优化设计了专用的侧滑滑轨。按客户要求我们最终确定本遥控器总按键数量为105键,首先,我们按照侧滑结构将遥控器分为滑盖和主体两个部分,将遥控器常用的53个特征键放置于滑盖A壳,而将上网所需英文字母等键盘按键浓缩成52个键分布在主体C壳上,确认遥控器的外形尺寸为长190×宽53×厚27mm。然后再模拟优化主体C壳上的按键分布区域,确定遥控器的侧滑距离为32mm。
确定侧滑参数后首选市场现成的的手机侧滑滑轨,但发现市面上的手机侧滑轨长度及侧滑行程偏小,结合遥控器实际尺寸优化设计专用侧滑轨,将固定板尺寸加长到107mm,同时采用左右两弹簧对称分布改善侧滑平稳性,弹簧力度设定为320gf,进行打样制作手板验证,效果比较理想。后来,结合遥控器手板体验,进行了再次优化设计,将侧滑轨弹簧力度适当加大到350gf,开模定制了侧滑遥控器的专用侧滑轨。图8为遥控器用侧滑轨。
将遥控器B壳也进行了优化处理,对应固定板区域进行避空,将滑轨固定在B壳的外框上,同时在滑轨两端在滑盖和主体相应位置增加两对小条形磁铁,进一步提高遥控器侧滑终始位置的动感,效果很好。图9为我司开发的一款侧滑遥控器。
1.5 手机制造的软件/硬件工艺技术的应用
先进的手机制造软件/硬件工艺技术在遥控器电子软件、硬件方面也同样得到了广泛应用,最典型的如芯片高度集成化、大量的外围电路集成在芯片内;芯片外形尺寸大幅减小;可编程芯片软件驱动平台化,方案大众化;可充电锂电池组件的低成本化进展;蓝牙高频技术的模块化应用以及电子元器件微细化趋向等等[9]。目前国内遥控器行业,蓝牙+红外双置式遥控器在广电系统内得到广泛使用;遥控器硬件常用的电子贴片元件尺寸已由1206、0805不断细化到0603、0402,部分高端遥控器上业已以采用0201的极小贴片元器件了。可充电锂电池也已应用于高档遥控器中。
2 结束语
按键功能/智能手机的极速发展,年十几亿部的出货量成就了手机制造的各类工艺技术的突飞猛进,日益惠及其他各类电子行業。家电遥控器与手机相似均为手持电子设备,手机制造工艺技术更易在家电遥控器的发展中应用,DOME片、P+R按键、转轴、滑轨等结构工艺已在高端遥控器中已大量应用。随着全尺寸手机触屏的制造工艺的进化与成熟,手机触摸屏的成本必将大幅下降[10],各种2D、3D手机触屏也一定会出现在高端遥控器中。同样,手机制造的软件/硬件亦在突飞猛进,各类应用APP功能不断多样化,将来家电遥控器有可能完全融入手机中,更高端的手机遥控器将会完全与智能手机融合,成为一种移动终端设备而普及。
参考文献:
[1]贾立艳.2005年手机市场特征分析及2006年市场预测[J].营销学苑,2006(Topic 专题):36-37.
[2]陈博.中国智能手机市场现状分析[J].中国市场,2013(1).
[3]汤飚.国产智能手机发展路径研究[J].江准论坛,2014.
[4]任文家.手机结构设计与制造工艺[M].华南理工大学出版社,2005.
[5]赵刚勇.HT系列UV胶及在LCD_手机按键制造中的应用[J].粘接,2006(27):40-42.
[6]樊建军,等.手机用双摇杆机构滑轨的结构设计方法[J].机械(产品设计与开发),2012(2).
[7]马宁伟,祖景平.手机结构设计[M].人民邮电出版社,2010.
[8]李名亮,等.三网融合实现手持统计资料端的真正价值[J].创意传播,2011(03专题):23-25.
[9]DavidDLu.华为-移动终端创新技术及趋势[A].第十届中国手机制造技术论坛[C].2013-11-16.
[10]周晓峰,等.触摸屏手机玻璃面板的主要性能及制备工艺[J].现代工业经济与信息化,2016(24):77-78.
猜你喜欢
小猕猴学习画刊(2021年8期)2021-08-27
作文大王·低年级(2020年9期)2020-10-12
作文大王·低年级(2020年9期)2020-10-12
知识就是力量(2019年12期)2019-01-14
法制博览(2016年11期)2016-11-14
体育时空(2016年9期)2016-11-10
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
