
轨道客车转向架制动闸片托加工工艺研究
2019-05-24 09:06张保林张云龙王长海王宏图
轨道交通装备与技术 2019年2期
张保林 张云龙 王长海 王宏图
(中车唐山机车车辆有限公司转向架技术中心 河北 唐山 063035)
轨道客车转向架制动闸片托是加工精度高、结构复杂的关键零件,主体结构包括:闸片托板燕尾槽、闸片锁铁安装槽、闸片吊销安装孔、闸片吊轴安装孔等,由于闸片托板燕尾槽与闸片吊轴安装孔在相反位置的两个平面内,但两个结构有严格的平行度,需要多次定位,进行二次装夹、加工完成,同时保证两个结构的平行度,这时就需要使用工装两侧腮部进行定位,能够对两个结构的位置度进行严格的约束,利用两个偏心轴的旋转对待加工的闸片托进行准确定位并夹紧,减少了大量螺栓的紧固工序,减轻了工装的重量,同时减轻了操作者的劳动强度,为加工做好必要的准备保障,以保证零件和产品的质量,并提高生产效率。
1 工艺技术方案及弊端
应用框架式的定位方式,采取四面夹板用螺栓直接连接的方式,该方法需要紧固多个螺栓,拆装操作比较繁琐;多出的四面夹板增加了工装的重量,造成材料的浪费,同时在工装翻转时,笨重的工装使操作者付出了更多繁重的体力劳动。如果组装时,因为螺栓的紧固顺序和紧固扭力的不均衡,会造成闸片托的定位不准确,极可能影响产品加工精度,造成质量损失[1]。
2 新加工工艺
根据多年的加工工艺经验,确定了一种加工闸片托板燕尾槽与闸片吊轴安装孔在相反位置的两个平面内,可严格保证平行度要求的工艺方法,在需要打调进行二次装夹、加工完成的情况下,采用工装两侧腮部的定位原理,能够对两个结构的位置度进行严格的约束,采用两个偏心轴的旋转对待加工的闸片托进行准确定位并夹紧,减少了原来多个螺栓的紧固工序,减轻了工装的重量,同时减轻了操作者的劳动强度,为加工做好必要的准备和保障。
2.1 设计加工工装方案
该加工工艺方案中,设计的工装结构为:工装体上部件、定位销轴体、工装体下部件、偏心轴体、装卡调整扳手、被加工工件(闸片托)、锁紧圆螺母,具体安装方法及零件示意图如图1所示。
2.2 被加工工件介绍
如图2所示,该产品为铁路轨道客车转向架盘型制动系统的闸片托,是保障铁路轨道客车安全运行的重要部件,具有制造精度要求高,加工难度大,位置公差检测困难,耗费工时多等特点,特别是如果没有专用的加工工装,产品的质量根本无法保证,图3中待加工燕尾槽面与已加工的D面和零件背面的基准A、B两个同心的ø35 mm闸片吊销孔的位置度要求非常高,待加工燕尾槽底面、A和B与D基准都要求保证平行度0.05 mm。因此,必须采用该专利设计的工装来同时保证3个结构元素符合产品图纸要求[2]。
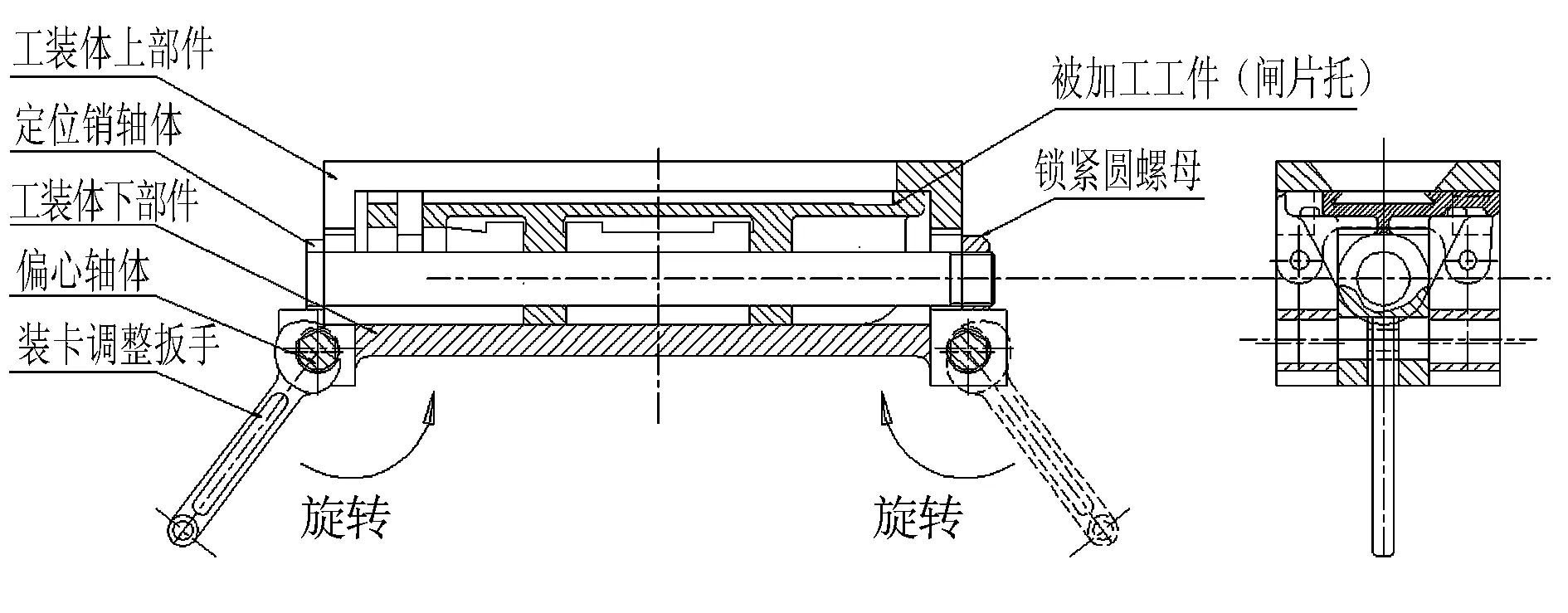
图1 定位装卡方法说明示意图
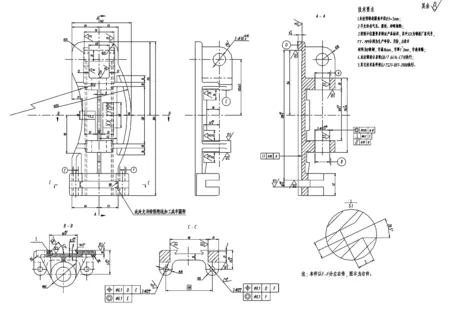
图2 闸片托产品图
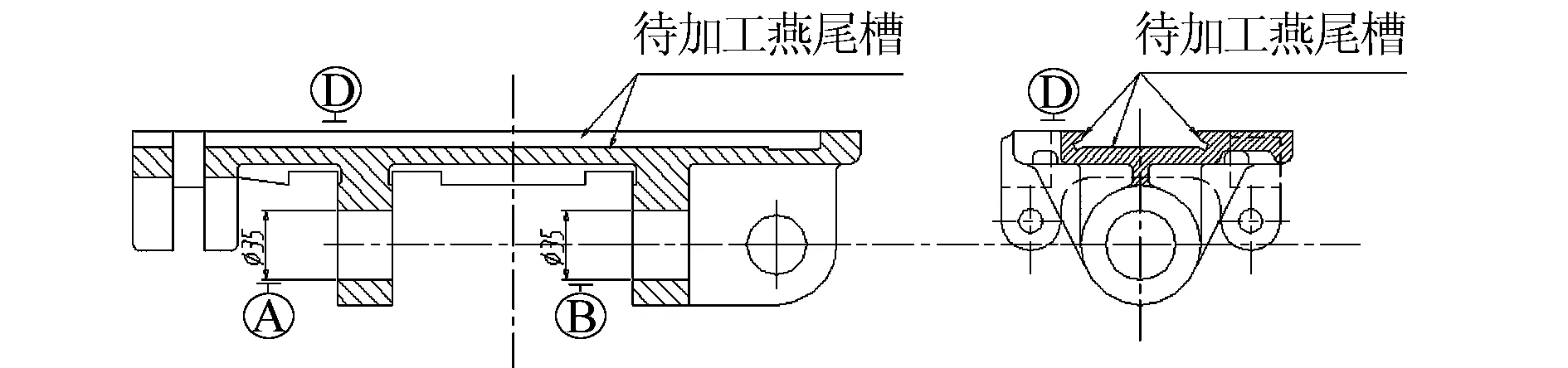
图3 关键加工位置示意图
2.3 被加工工件基本工艺流程
(1)划线:以D平面为粗基准,调平该基准面,划D面加工线、中心线(见图4)。
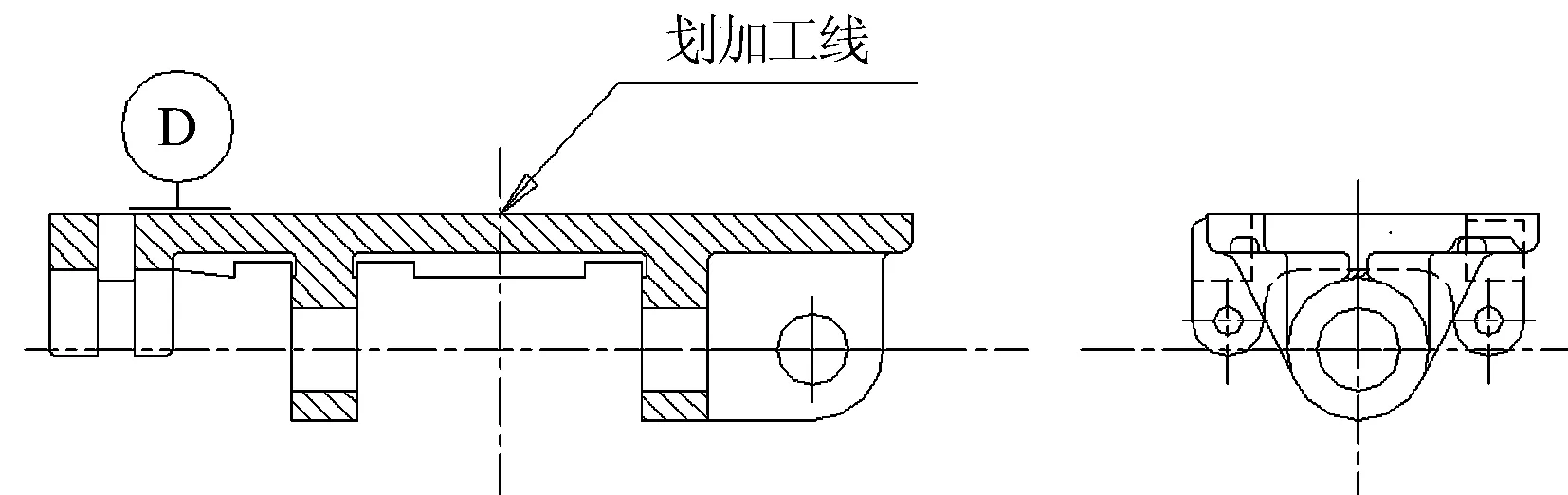
图4 D基准面划线工序图
(2)铣削:立铣床采用盘铣刀加工D基准面,分粗铣、精铣两个工步(见图5)。
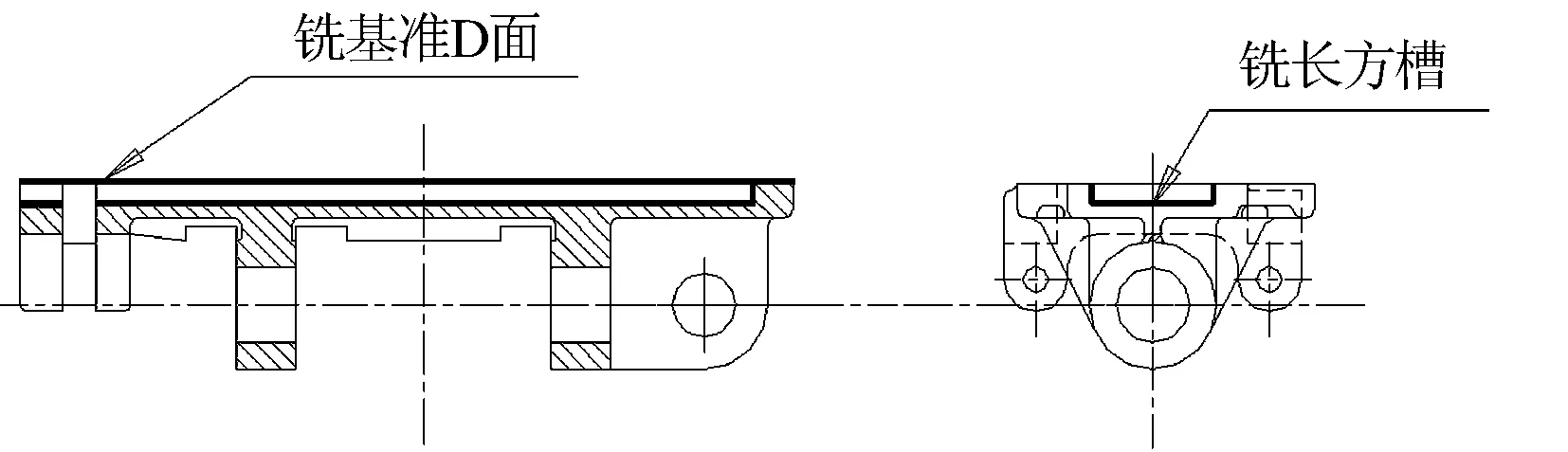
图5 燕尾槽粗加工工序图
(3)铣削:粗铣燕尾槽雏形长方槽,铣燕尾槽一端部退刀槽。
(4)铣削:铣削闸片锁板槽,如图6所示。

(6) 铣削:卧铣床钻、铣A-B基准闸片吊销孔2-ø35 mm+0.050 mm(见图6)。
(7)钻削:钻削端部闸片锁板销孔2-ø12 mm+0.240 mm(见图6)。
(8)铣削:采用该加工工装进行最后一步精加工,精加工铣削燕尾槽,确保最关键的位置公差满足图纸设计要求,完成整个加工过程(见图7)。

图6 闸片锁板槽铣削工序图
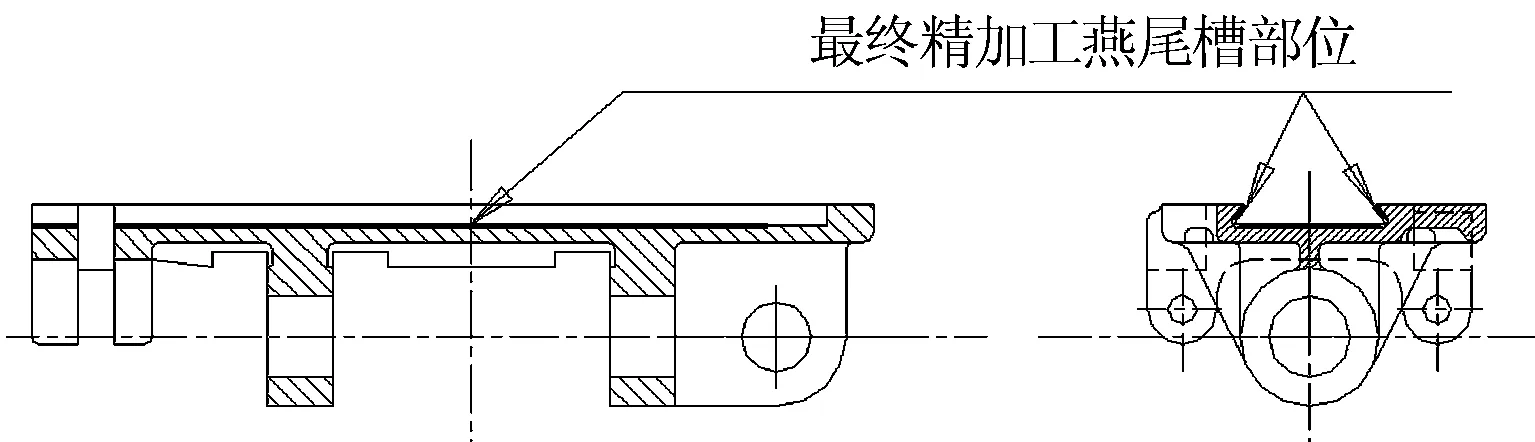
图7 燕尾槽精加工工序图
2.4 加工工装应用过程
(1)当被加工工件完成前7道工序后,把被加工工件装入工装体下部件,然后插入定位销轴(件号2),旋上锁紧圆螺母将被加工工件固定在工装被加工位置,但锁紧圆螺母不马上拧紧,此时为工装定位压紧前状态(见图8)。
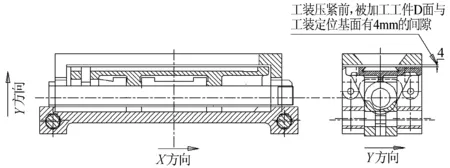
图8 工装定位压紧前状态图
(2)分别用装卡调整扳手旋转偏心轴体,使工装体上部件与工装体下部件之间原有的4 mm间隙减小至零。从而使得被加工件的D面紧紧压在工装上体的定位面上,此时为工装定位压紧后状态(见图9)。
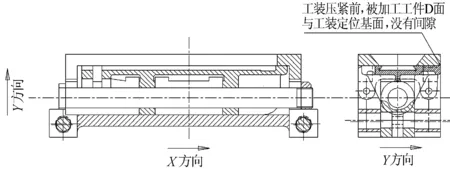
图9 工装定位压紧后状态图
(3)工装体上部件和工装体下部件分别由各自的定位、导向的侧导轨滑面控制定位精度,以确保被加工工件上面的燕尾槽和背面的A、B销轴孔在X轴方向上的一致性。
(4)由工装的定位销轴与工装的上体部件的定位基准面,保证了被加工工件D面与A、B基准销轴孔的平行度要求。
(5)工装调整完毕后,拧紧锁紧圆螺母,完成了整个被加工工件定位装卡的全部过程。
2.5 采用加工工装的应用效果
此工装结构能够在保证产品组装精度的同时对待组装工件的关键位置尺寸进行检测,达到防错装的目的,以此提高产品制造的可靠性,有效保证了产品的质量。此工装结构设计方法通过选择合理的工装定位方式来减少制造损失,防止产品在制造过程中使用不合格的工件或产生不合格工件,以减少浪费。为达到防错装和准确定位的目的,采用零件的外形轮廓进行定位,组成一个全封闭的结构;为方便工件放入和取出,设计使用了组合定位器,从而保证了工装的结构工艺性。
此外,此种方法制造简单,使用方便,保障了被加工工件的装卡、加工精度,降低了操作者的劳动强度,大大提高了效率。
3 结束语
通过利用被加工工件的核心结构要素,即基准D面和通过定位销轴控制基准孔A、B进行定位,使被加工工件重要结构的位置公差用工装来关联约束,从而使被加工工件的异面空间的位置度得到保障,完成了工件普通划线、找正所不能完成的定位、夹紧、加工工作。由于该工装采用了偏心锁紧装置,由偏心轴驱动工装体下部分,通过定位销轴推动被加工工件,使被加工件的D面被压紧贴在工装上部底面的定位面上,使得被加工工件能够轻易做到快速装卡或卸下,不但解决了被加工工件装卡、定位的困难,而且解决了零件装卡、卸下效率低的问题。该技术已经在加工单位进行了3年多的应用,经过实践证明,该技术的应用提高了生产效率,有效保障了产品的加工质量。
猜你喜欢
铁道机车车辆(2022年1期)2022-03-24
中学生数理化·七年级数学人教版(2021年9期)2021-11-20
机电信息(2021年25期)2021-10-15
北京航空航天大学学报(2020年10期)2020-11-14
中华民居(2020年4期)2020-09-21
快乐语文(2018年7期)2018-05-25
科技与创新(2017年13期)2017-07-19
小说月刊(2015年9期)2015-04-23
人生十六七(2015年5期)2015-02-28
铁道机车车辆(2014年1期)2014-04-05
