
电泳线纯水制造工艺技术改进
2019-05-08 03:01李玉静
科学与技术 2019年19期
关键词:工艺技术
李玉静

摘要:通过对前处理电泳线缩孔产生的原因分析,论述了新建生产线过程对缩孔问题的排查,同时,对新建前处理电泳线电泳缩孔的管控措施进行阐述。
关键词:电泳线;纯水制造;工艺技术
引言
缩孔是汽车涂装阴极电泳漆线最常见、最易产生、质量风险较高且很难消除的漆膜缺陷之一。缩孔会严重降低作为底漆的电泳漆膜的保护性能(主要是基于对于易腐蚀氧化基材的水分、空气隔绝作用),电泳漆膜的防腐效果主要靠电泳膜厚及涂膜的完整性来保证,如果某处漆膜产生缩孔,其膜厚相对其它位置偏薄,必然导致防腐性能下降,产生完整漆膜的局部薄弱点,机械性能及空气、水分保护作用变差,必然成为腐蚀风险点,且电泳底漆层、后续涂层的表观状态必然受到影响。
1、简介
电泳涂装是一种新型表面处理技术,工件经过脱脂、酸洗和磷化等前处理后,在电场作用下,带电荷的电泳漆附在金属表面,形成致密的保护层,能提高产品防腐性和装饰性。电泳涂装主要使用丙烯酸树脂或环氧树脂(无铅)水溶性涂料,涂料中80%以上是水分,溶剂挥发很少,对人体无特别的毒性,涂装过程中带出的涂料可100%回收利用,能减少环境污染,具有环保性。电泳涂装是最有发展前途的涂装工艺之一。电泳涂装设备结构如图1所示。
2、制水工艺流程制水工艺流程
市政自来水→原水箱→原水泵→机械过滤器→活性炭过滤器→精密过滤器→高压泵→反渗透(RO)系统→纯水箱。原水预处理装置主要由机械过滤器、活性炭过滤器、精密过滤器组成。机械过滤器利用过滤器中的石英砂去除水中较大颗粒的悬浮杂质,降低浊度。活性炭过滤器通过活性炭的吸附作用,吸附水中部分有机物和余氯,使进水指標达到SDI≤5,余氯<0.1mg/L。精密过滤器利用国内外最新型的5U喷熔超细纤维滤芯截留前级过滤器出水中的残留杂质。通过原水预处理能将原水中对纯水制取过程中有害及难以除去的并对工艺产品有害的悬浮物质及挥发性物质等去除到一定程度,从而延长RO系统的工作周期,提高产品质量。
3、RO反渗透装置
在有盐分的水(如原水)中,施以比自然渗透压力更大的压力,使渗透向相反方向进行,把原水中的水分子压到膜的另一边,变成洁净水,从而达到去除水中盐分的目的。RO反渗透装置系统说明如下。(1)前级过滤的水通过精密过滤器,经高压泵加压进入RO系统各组件。(2)进入组件的水由于RO膜的选择性,一部分从膜表面渗透成为淡水即产品水,另一部分在膜表面浓缩即浓水。(3)浓水通过浓水流量计及浓水控制阀后排放,而淡水经淡水流量计自由流出进入淡水箱。(4)本系统RO组件采用全并联运行方式。
4、问题及原因分析
新的反渗透过滤膜使用不到3个月,纯水电导率达到或超过60μs/cm,高于纯水洗技术指标(小于50μs/cm),不能满足正常使用要求。造成电泳漆导电度上升,伴随出现电流密度太高、膜过厚,针孔、水痕等漆膜外观缺陷。分析原因主要有两点,一是市供自来水电导率在1000μs/cm左右,超出设计值。二是所有RO组件采用全并联运行方式,属于一级过滤。
5、改进措施
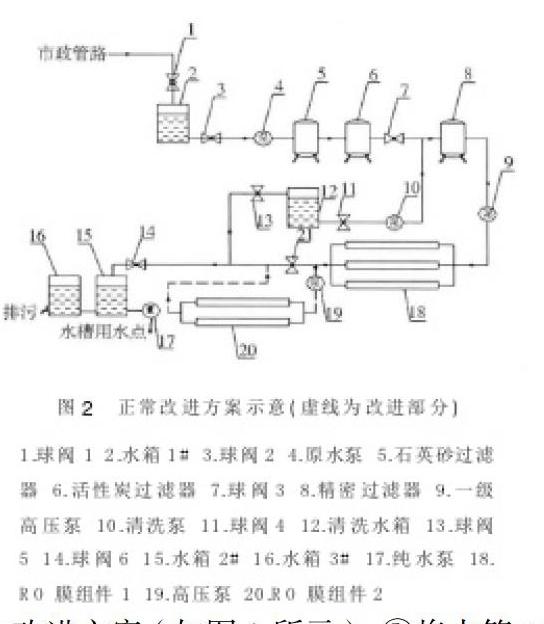
鉴于公司自来水水质电导率在1000μs/cm左右,要想将纯水电导率控制在10μs/cm以下,必须将现在的一级水过滤机组改成二级水过滤机组。(1)正常改进方案。如图2所示,在现有设备RO组件纯水出水口加一高压水泵(8m3/h,150m扬程),串两套过滤膜管,加装一套浓水量与纯水量调节控制阀,将单级过滤改为二级过滤,每小时能生产出4t左右、电导率在10μs/cm以下的纯水。费用约4.5万元(膜管2根×6000元/根,过滤膜4根×5400元/根,高压水泵1台×6000元/台,其他管材和施工费约5000元)。
(2)自主改进方案(如图3所示)。①将水箱1#改为一级纯水箱,将原来的水箱2#、3#当作二级纯水箱。②在水箱1#进水口处加一个三通接头,在原水泵进水口处加一个三通接头,用相应管道和电磁阀(原水泵启动时电磁阀才开启)连接,使原水泵进水口能与自来水主管道相通,作为一级纯水进水。③在水箱1#放水口加一个三通接头。在清洗泵进水口加一个三通接头,中间再加一个电磁阀3,用相应管道连接使水箱1#,使放水口能直接与清洗泵进水口相通,作为二级纯水进水。④在原进水箱2#管道上加一个三通接头,配上两个电磁阀,用管道连接电磁阀5与水箱1#,用管道连接电磁阀2与水箱2#。通过电磁阀门开闭来控制一级纯水进入一级纯水箱(原水箱1#),二级纯水进入二级纯水箱(原水箱2#、3#)。⑤在活性炭过滤器与精密过滤器间装一个电磁阀1。⑥改进控制电路,加一个选择开关,制一级纯水时电磁阀1和电磁阀5打开,电磁阀3和电磁阀2关闭;制二级纯水时电磁阀1和电磁阀5关闭,电磁阀3和电磁阀2打开。⑦加装电器保护,保证原水泵在进水量小时能断电。纯水箱水位低于标线时,能断电防止缺水造成泵损坏;纯水箱水位高时,设备停止防止过满外溢造成水源浪费。
结束语
根据自主改进方案,购买配件并动手改进纯水制造设备,按照新的操作流程,纯水设备已稳定运行3个多月,提高了设备利用率,防止了过滤膜长菌,每小时能生产出4t左右、电导率在10μs/cm以下的纯水,完全能满足生产使用。
参考文献
[1] 李想,孙传金.浅谈电泳针孔缺陷的排查解决思路[J].现代涂料与涂装,2017,20(11):26-28.
[2] 毕超君,张百通.新型模块化整流电源在涂装电泳线的应用[J].现代涂料与涂装,2017,20(09):63-66.
[3] 王卫峰,杨伟,李恒,刘立祥,许广鹏.车身电泳涂层颗粒的分析与控制[J].现代涂料与涂装,2017,20(02):61-63+66.
[4] 郭志强,孙琢,郭定邦,沈彦亭,张磊,张大彪.汽车涂装电泳线分期投资方案[J].电镀与涂饰,2017,36(02):94-100.
[5] 杨学岩,于超.浅谈前处理、电泳用水的工艺管理[J].现代涂料与涂装,2016,19(12):35-38.
猜你喜欢
装备维修技术(2022年26期)2022-07-13
民族文汇(2022年20期)2022-05-29
科学与财富(2021年34期)2021-05-10
科技创新与应用(2017年2期)2017-02-09
山东工业技术(2016年24期)2017-01-12
建筑建材装饰(2016年14期)2017-01-05
科技与创新(2015年24期)2015-12-21
