
某矿山溢流式球磨机开式齿轮润滑脂的国产化替代
2019-05-08 01:02:24王明伟刘鹏王佳高鹰
石油商技 2019年2期
王明伟 刘鹏 王佳 高鹰
辽宁海华科技股份有限公司
大型开式齿轮一般用在原材料的工业传动设备上,且开式齿轮常被作为设备的主要驱动单元,如矿山的球磨机、破碎机、混料机、电厂的磨煤机和制粒机等 。
卧式溢流型球磨机采用开式齿轮传动,其使用一定数量的钢球作为研磨介质,将破碎后的铁矿石进行细破粉碎。主要特征为重载、低速、结构尺寸较大且齿面粗糙度较高,工作条件苛刻,如灰尘、高温、冲击载荷等,齿面承受极高的应力作用。
球磨机开式齿面在啮合的过程中,齿轮从开始啮合到脱离啮合的运动过程中既存在滚动也存在滑动,在啮合开始和即将结束时相对滑动速度最大。开式齿轮的润滑要比滑动轴承困难很多,滑动轴承可建立稳定的润滑油膜,而开式齿轮的轮齿的每一次啮合都要重新建立润滑油膜,通常都处于混合摩擦状态,因此其润滑条件是非常苛刻的[1]。要想使设备得到理想的润滑保护,延长齿轮使用寿命,减少备件损耗、停机损失,提高设备的作业稳定性,就需要采用合适的润滑剂,并要有合理的润滑方式和方法。溢流式球磨机的结构见图1。
某矿山股份有限公司(以下简称某矿山公司)磨磁车间共有8台溢流式球磨机,分别为1~8号,磨机重525 t,每小时产量108~615 t,其开式齿轮部位的润滑一直采用某进口品牌开式齿轮润滑脂。该脂性能良好,但价格高,并且采购周期较长。为了满足企业的降本要求,决定进行国产化替代。通过对球磨机设备参数了解及矿山现场调研,进行替代产品设计,确定选用开式齿轮润滑脂HP800对该工矿球磨机齿面用脂进行国产化替代工作。该企业使用的溢流式球磨机设备参数及润滑状况见表1。
产品性能对比
考虑到开式齿轮的摩擦体系由滚动摩擦和滑动摩擦组成,通常处于混合摩擦状态,齿轮每一次啮合都要重新建立油膜,因此要求润滑剂有较高的黏度才能形成较好的油膜[2],且体系中既要有化学添加剂(S/P/N/Mo/Ca)的作用,也需要超级固体剂的协同作用[3],同时要保证大黏度下开式齿轮脂的泵送喷射能力。因此在稠度、泵送性、防护性、极压性、抗磨性方面对开式齿轮润滑脂HP800与原用进口脂进行了指标性能对比,见表2。
由表2可以看出,与原用进口脂相比,开式齿轮润滑脂HP800的极压性、抗磨性、泵送性良好,防护性能相当。
相容性试验
由于供脂系统及大小齿面上原用进口脂不可能完全地清理干净,因此有必要进行与开式齿轮润滑脂HP800的相容性试验。
将开式齿轮润滑脂HP800与进口脂分别以3∶7、5∶5、7∶3的质量比进行相容性试验,对稠度、极压性能、抗磨性能、防腐性能等指标进行检测,见表3。
由表3可以看出,开式齿轮润滑脂HP800与进口脂按不同比例混合后的相容性良好,没有出现异常指标,各项指标变化有规律,均在合理范围内,也验证了2种产品的稠化剂体系、基础油与添加剂体系是相容的。
上机试验
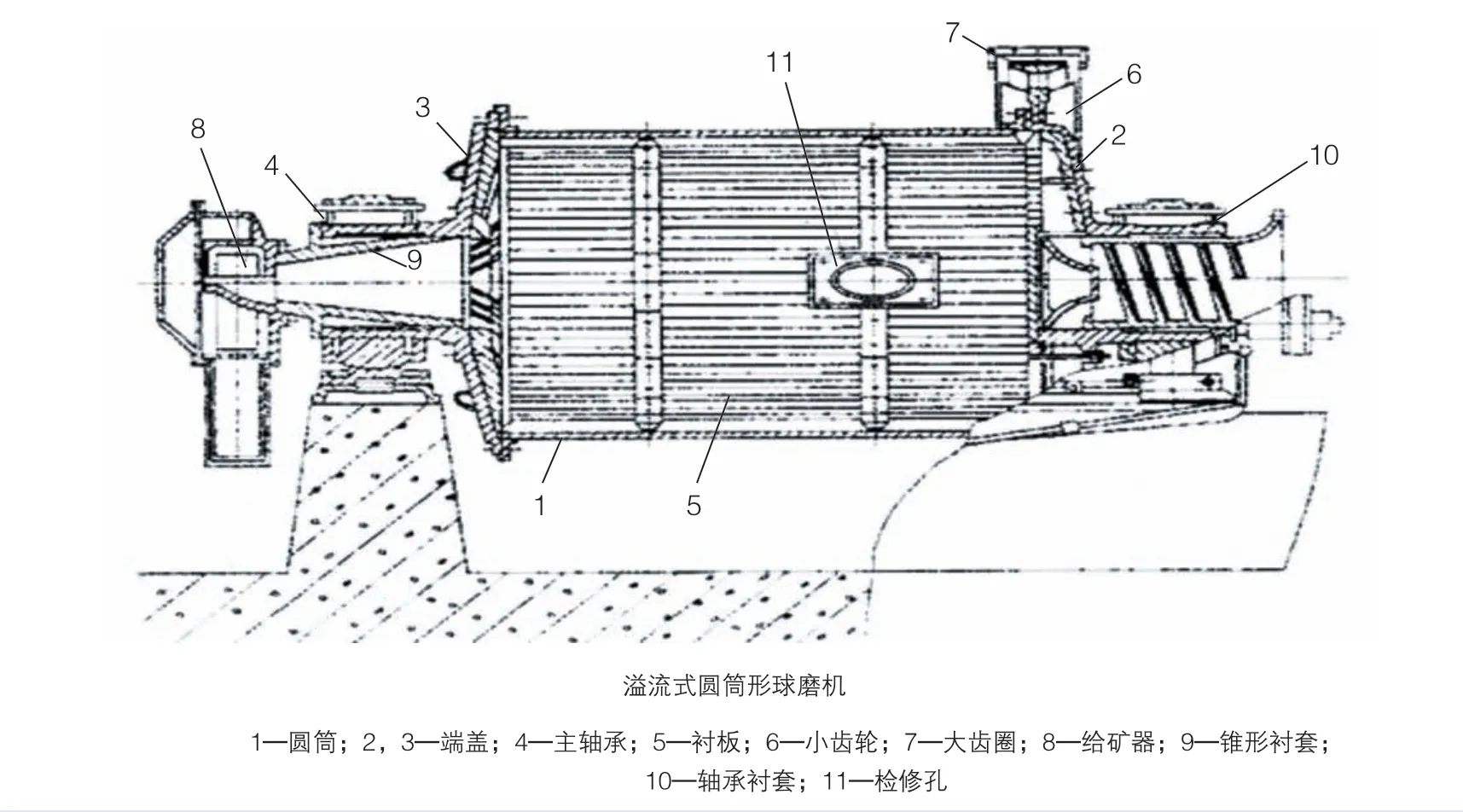
图1 溢流式球磨机结构示意
对于评估球磨机开式齿轮的润滑效果,检查小齿温度是一种有效的方法。在球磨机大小齿啮合时线速度相同,小齿的转速更高,单个齿面摩擦频率高,造成小齿面的温度高于大齿,所以一般测量小齿温度即可反映齿面润滑状况。而且在设计上,测量小齿也是方便操作的,小齿转出面为啮合面,因此该部位齿面温度能够准确地反映齿面的润滑情况。
测量方法为:在小齿节圆线上从左至右平均取5点(图2),用红外测温仪测量。
通过沟通,选用3号球磨机进行国产化润滑脂的上机试验,试验周期为30 d,试验期间每天对齿面进行监测,测量小齿温度,观察齿面状态及油膜厚度。
进口脂使用效果
为了能够更好地对比2种齿轮脂的润滑效果,在国产化试验前,对使用原进口润滑脂的3号球磨机进行连续10天的齿面监测,检查运转齿面油膜状态,测量小齿齿面温度。试验过程中确保供油系统管线及喷嘴畅通,设备运行正常。3号球磨机使用进口脂时小齿转出面各点温度曲线见图3。
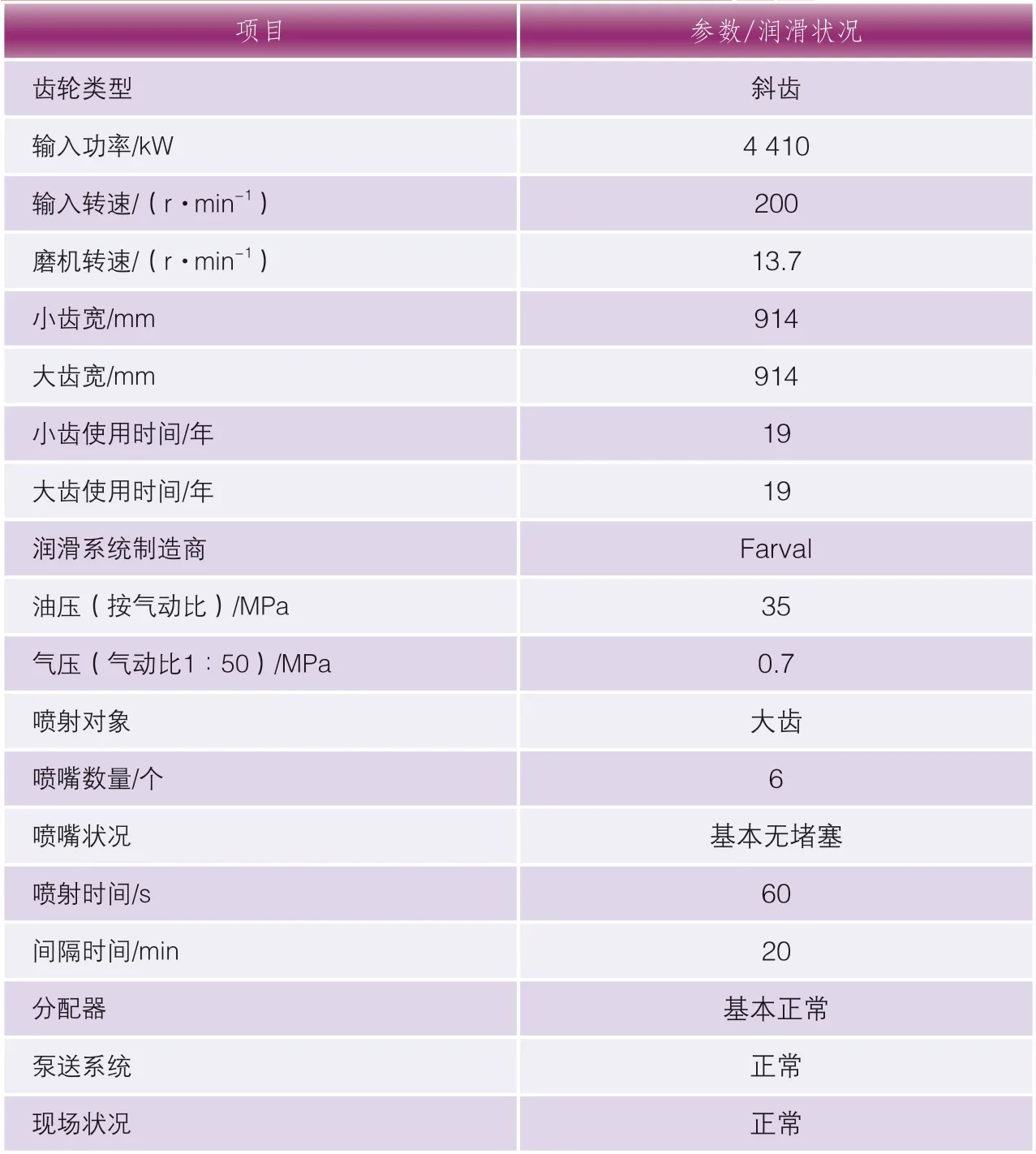
表1 溢流式球磨机设备参数及润滑状况
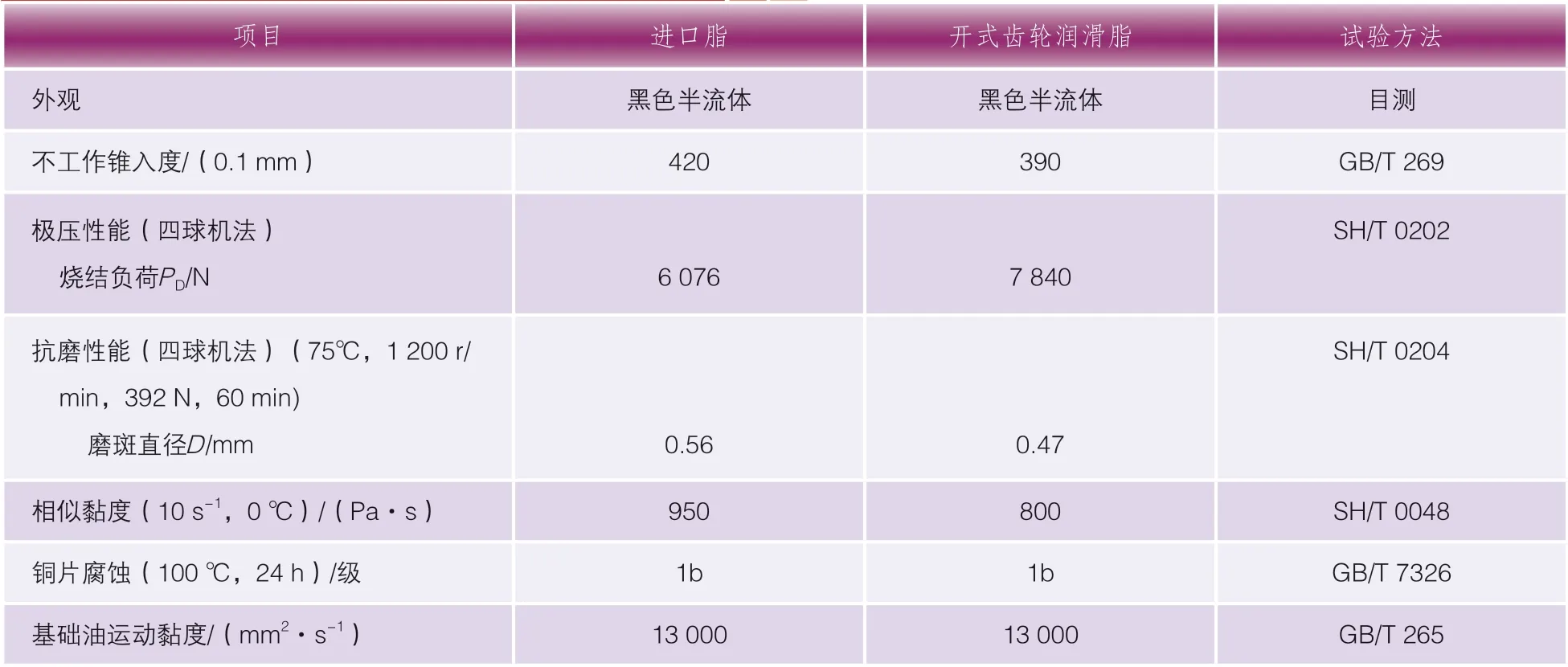
表2 产品指标性能对比

表3 产品相容性试验
由图3可见,使用进口脂的3号球磨机,小齿面温度正常,各点温度随环境温度而变化,期间最高环境温度30.5 ℃,齿面平均最高温度63.3 ℃。齿面平均最高温度可快速比较设备的运转状况是否正常,设备状况相同,润滑剂质量差或润滑量少会造成平均温度高,造成温度差异的因素是多方面的,如润滑剂、齿面负载、散热、环境温度、装配等,只要不超过报警值即可(一般温度为80~90 ℃)。
设备运转过程中借助频闪仪检查齿面油膜状态,结果显示小齿齿面乌黑,油膜完整(图4)。
停机时,对使用进口脂的3号球磨机进行齿面检查,确认小齿齿面光滑,无点蚀、疲劳磨损、塑性变形等不良现象(图5)。对运行脂取样分析,运行脂不工作锥入度为382单位,略稠于新脂(不工作锥入度420单位)。并进行铁谱分析,结果中未发现大片剥落的疲劳磨粒,含有少量铁质磁性的正常磨粒(图6),表明润滑正常,油膜较好。
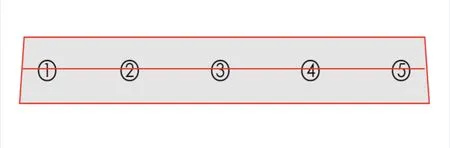
图2 小齿节圆线上的测温点选择示意
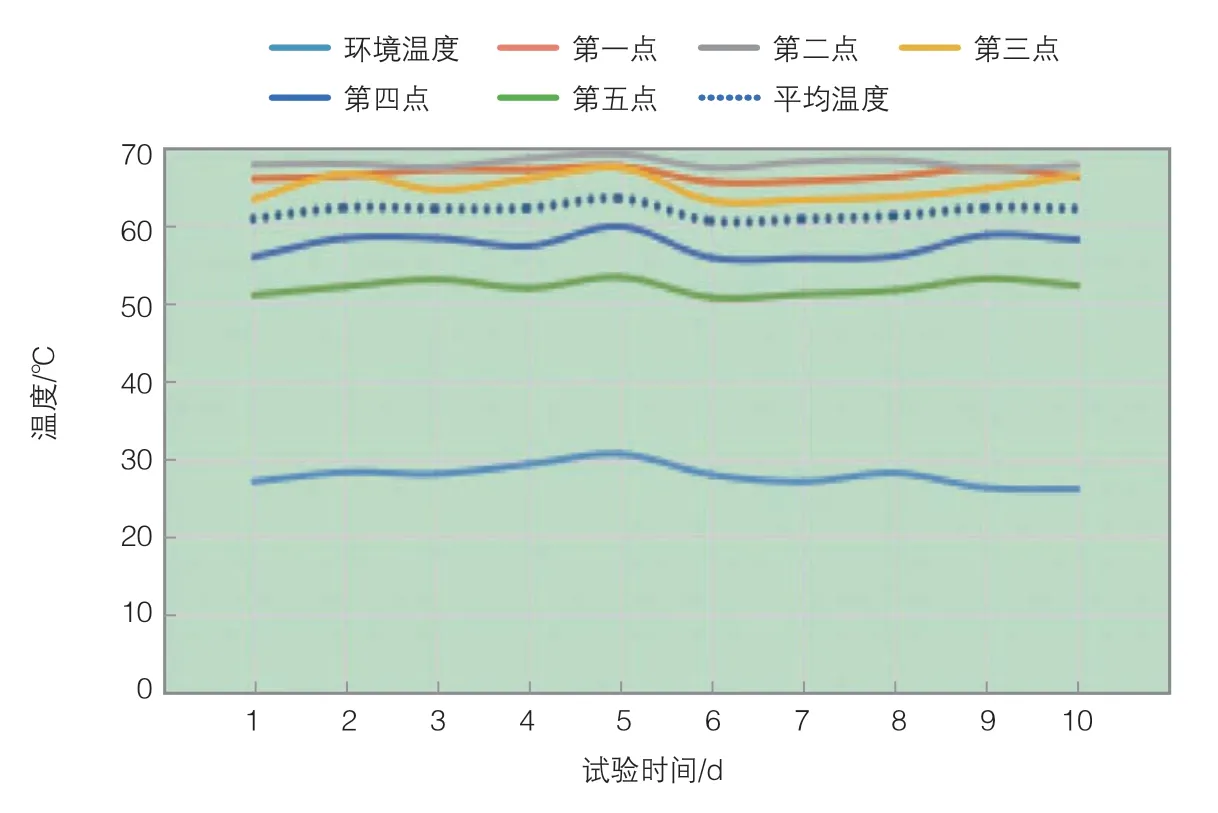
图3 3号球磨机使用进口脂时小齿转出面各点温度曲线
开式齿轮润滑脂HP800使用效果
试验期间,3号球磨机供脂系统的打脂周期与进口润滑脂使用时保持一致,间隔20 min,喷射60 s,确定喷嘴畅通,供脂泵脂压及打脂量正常,与现场人员一起跟踪监测,测量小齿转出面温度。3号球磨机使用开式齿轮润滑脂HP800时小齿转出面各点温度曲线见图7。
由图7可以看出,开式齿轮润滑脂HP800试验期间,小齿齿面各点温度随环境温度平稳变化。期间最高环境温度32 ℃,齿面平均最高温度66.2 ℃,单点最高温度70.1 ℃,未出现温度异常,表明润滑效果较好。
将试验前使用进口脂的10天齿面平均温度与国产HP800润滑脂试验期间的第21至30天的齿面平均温度进行对比,结果表明,环境温度高,齿面平均温度也随之升高,规律性一致。3号球磨机使用开式齿轮润滑脂HP800与进口脂的小齿转出面平均温度对比曲线见图8。
借助频闪仪对运转齿面进行状态检查,小齿齿面乌黑,油膜较好,未发现点蚀、擦伤等磨损现象(图9)。
试验后,3号球磨机停机检查,小齿齿面光滑无点蚀、擦伤、犁沟等现象(图10)。运行脂状态黑色拉丝有光泽,不工作锥入度362单位,略稠于新脂(不工作锥入度390单位),属于正常情况,略稠的原因是留在齿面上的固体添加剂略多于油。对运行脂作了铁谱分析,未发现大片剥落的疲劳磨粒,含有极少量铁质颗粒的正常磨粒(图11),表明润滑膜及添加剂的协同作用可满足设备的润滑要求。
结束语

图4 3号球磨机使用进口脂时的小齿齿面运转状态

图5 3号球磨机使用进口脂时的小齿齿面停机状态
图6 3号球磨机使用进口脂时的运行脂铁谱分析显微镜照片(稀释30倍,显微镜500倍)

图7 3号球磨机使用开式齿轮润滑脂HP800时小齿转出面各点温度曲线
通过试验效果评价,国产的开式齿轮润滑脂HP800的极压性、黏附性、防腐蚀性及泵送性等性能均满足现场试用要求,设备的润滑效果与进口油品一致,润滑脂消耗量相当。在3号球磨机试验成功的基础上,已逐步扩大产品使用范围至全生产线。目前,全部更换开式齿轮润滑脂HP800的球磨机生产线设备运转正常,没有发生过因润滑造成的故障,有力地保障了生产的顺利进行。某矿山公司通过停止采购进口开式齿轮脂,选择使用HP800开式齿轮润滑脂,大幅地降低了润滑脂的采购成本,取得了显著的经济效益,其球磨机开式齿润滑脂国产化工作取得了圆满成功。

图8 3号球磨机使用开式齿轮润滑脂HP800与进口脂的小齿转出面平均温度对比曲线

图9 3号球磨机使用开式齿轮润滑脂HP800时的小齿齿面运转状态

图10 3号球磨机使用开式齿轮润滑脂HP800时的小齿齿面停机状态

图11 3号球磨机使用开式齿轮润滑脂HP800时的运行脂铁谱分析显微镜照片(稀释30倍,显微镜500倍)
猜你喜欢
石油商技(2023年4期)2023-12-09 08:49:36
防爆电机(2022年2期)2022-04-26 13:57:08
石油化工建设(2019年6期)2020-01-16 08:03:42
制造技术与机床(2019年9期)2019-09-10 07:37:12
经济技术协作信息(2018年8期)2019-01-14 03:06:36
石油知识(2017年3期)2017-04-05 16:36:36
石油学报(石油加工)(2017年1期)2017-02-08 01:51:34
科技创新导报(2016年5期)2016-05-14 11:34:34
设备管理与维修(2016年5期)2016-03-16 02:21:05
新疆钢铁(2015年1期)2015-11-07 03:11:03
