
步进式加热炉步进机构的控制
2019-05-06 09:08王华章霞刚杨军
科技创新导报 2019年36期
关键词:比例控制
王华 章霞刚 杨军
摘 要:2013年,新钢公司新建一条棒材生产线,其钢坯加热炉采用了双蓄热步进式加热炉,其炉底步进机构能够实现正循环步进动作、逆循环步进动作、原地踏步动作、中间保持等待等功能,所有功能均由电液比例阀控制驱动液压缸动作,每一步距信息通过位移传感器进行采集并反馈至PLC控制系统,PLC控制系统及时对步距的误差进行补偿,保证步进机构的每一步距准确平稳。
关键词:步进式加热炉 比例控制 步距跟踪 误差补偿
2013年新钢公司新上一条棒材生产线,钢坯加热选用了目前冶金行业较为先进的双蓄热步进式加热炉,具有炉形结构合理、燃效比高、出钢速度快等多项优点,额定加热能力:170t/h(标准坯,冷装),最大加热能力:190t/h(标准坯,热装),出钢频次为38s,整个系统要求电气控制精度高、可靠性好,步进机构定位准确,才能保证钢坯能在规定的误差范围内送上出料辊道,出钢迅速。
1 炉底步进机械
整个加热炉的炉底机械由一个水平移动框架、上下移动提升框架、平移液压缸、提升液压缸、平移导向装置、提升导向装置、平移滚轮、提升滚轮、提升斜轨座以及框架上的动梁立柱等设备组成。炉的钢坯均匀分布在静梁上,通过在平移框架上动梁的步进运动,使钢坯在炉内沿炉长方向作步进移动。
炉底机械的平移框架和提升框架采用液压缸驱动,由电液比例阀控制液压缸动作实现正循环步进动作、逆循环步进动作、原地踏步动作、中间保持等功能,安装在液压缸(升降缸和平移缸)上的线性位移传感器监测每一次移动的距离,保证了坯料在炉内位置的精度。
平移行程:270mm,升降高度:200mm。
2 液压系统
液压泵组选用5套(4用1备)恒压变量柱塞泵,泵的输出流量始终与液压系统的需求相匹配,以适应执行机构的速度变化,减小系统发热量,并能适应不同设备同时运行的动作响应。为保证液压系统的连续工作状况,采用合理配置在线备用泵,泵组配有减震装置,并在各油泵口处配有卸荷及限压保护阀组和设置油泵允许工作检测元件。系统配置独立循环系统,采用过滤器和板式冷却器及在线电加热器对流体介质进行循环过滤及冷却或加热,可长期保证油箱内流体介质的清洁度及正常温度。
3 控制阀组
用于控制执行机构运行动作的控制阀组及系统安全阀组分别集中设置在液压站内的阀台油路块上。
步进机构升降控制:步进梁升降控制阀组主要由电液比例換向阀和辅助阀件(平衡阀等)组成,控制并联升降液压缸驱动步进机构升降的缓启缓停平稳运行及轻托轻放炉内钢坯,并可防止失控下滑。PLC按控制曲线输出模拟量控制信号,经比例放大器驱动比例阀的动作。
步进机构进退控制:进退控制阀组主要由电液比例换向阀和辅助阀件组成,控制平移液压缸驱动步进机构进退的缓启缓停平稳准确运行,并可抑制高压冲击和漂移。PLC按控制曲线输出模拟量控制信号,经比例放大器驱动比例阀的动作。
4 电控系统配置
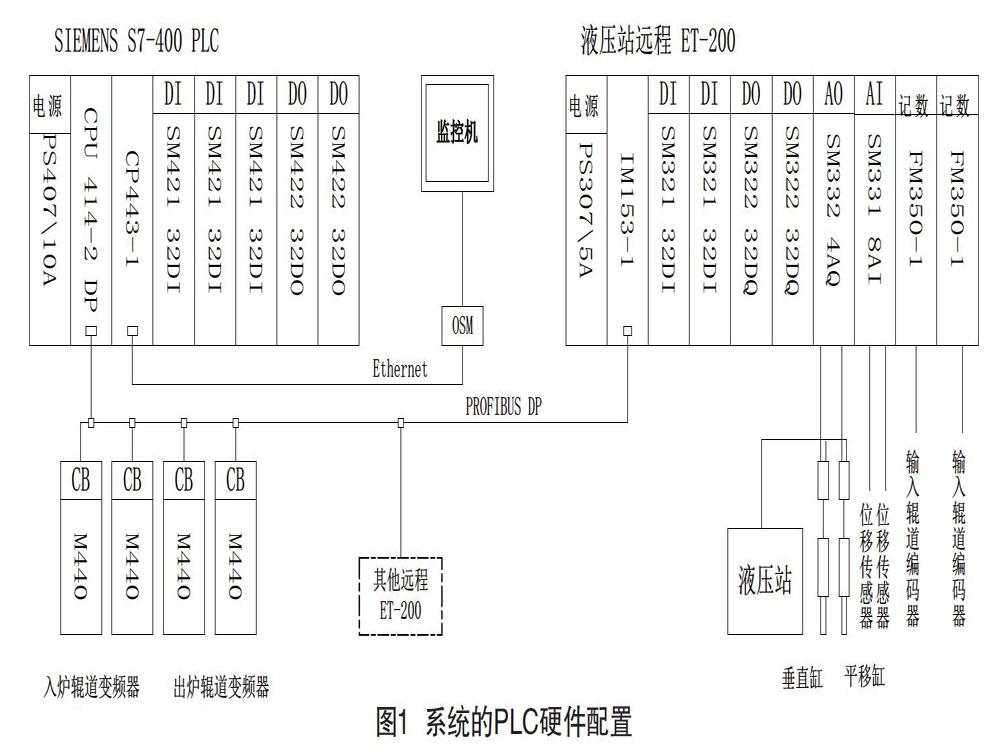
步进机构的控制是炉区自动控制的一部分,步进系统的电控部分由西门子PLC S7-400,输入、输出辊道采用西门子变频器驱动,现场编码器、比例阀控制,位移传感器,接近开关等信号由远程ET-200从站负责完成。
5 控制功能的实现
炉区的液压系统运行及监控都通过PLC控制实现(见图1),液压系统的手动及自动操作和系统正常及故障显示都能在计算机的WINCC监控画面上显示,所有液压的检测信号都接入系统的PLC,在各油泵吸油口处设置了关闭检测信号,此信号禁止启动该油泵电机。油箱内设置介质温度、液面监测、系统油压极限和过滤器油污检测,并可自动报警。
加热炉采用全液压驱动的步进梁机构。为了保证步进梁准确安全可靠的运转,在步进梁机构平移及升降液压缸上,各设置2台(一用一备)位移传感器,分别用于步进梁垂直方向的位置检测和步进梁水平方向位置检测。
步进梁工作状态控制分为机旁就地操作方式和集中控制操作方式。
在机旁就地操作方式下,操作人员在加热炉的装料操作箱上,操作转换开关的选择按钮的操作,进行手动和单动控制步进梁的平移框架和提升框架的前进、后退、停止、上升、下降、循环各动作的操作。
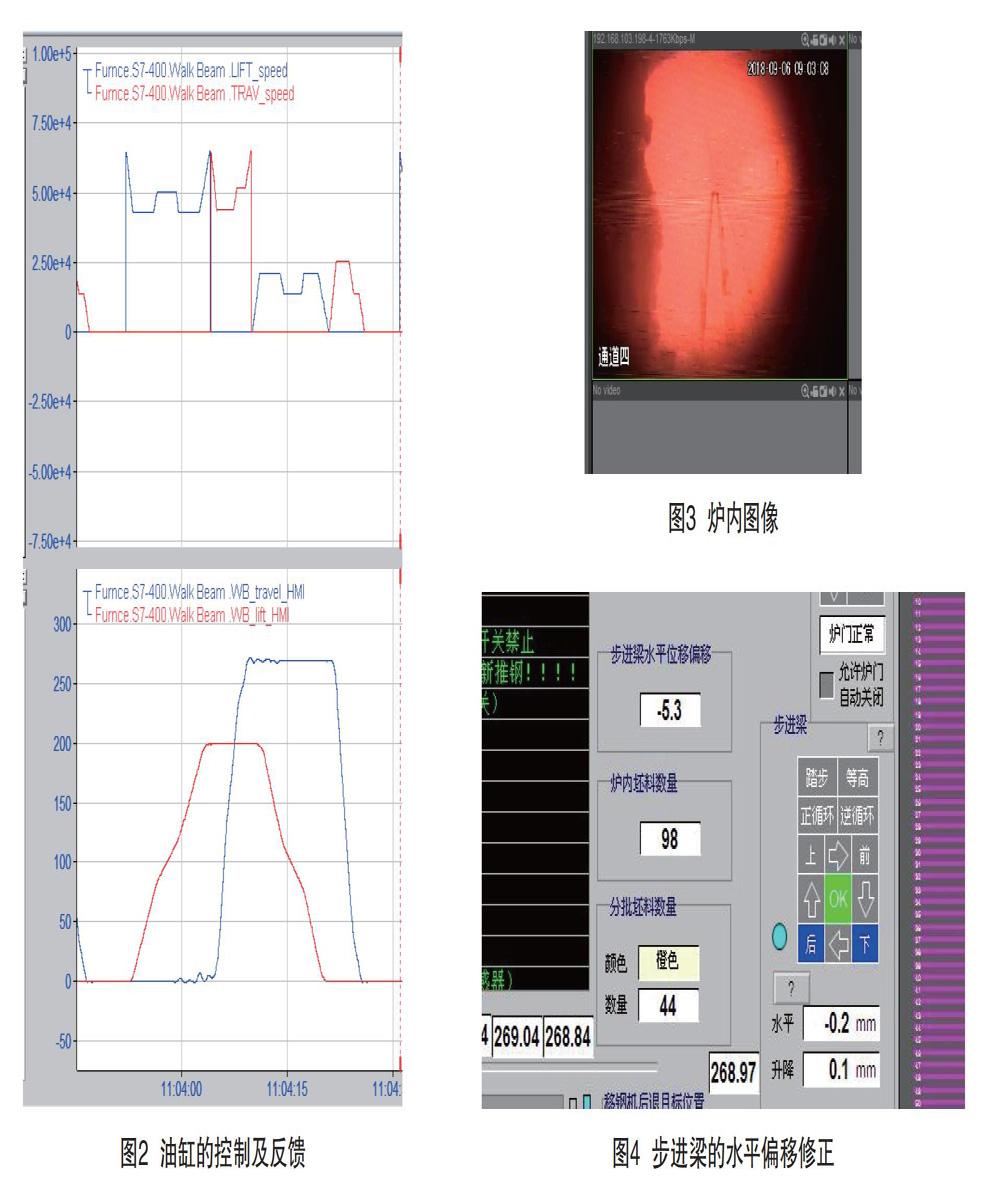
集中控制操作方式下,操作人员在计算机WINCC的HMI操作来单步和自动控制步进梁的平移框架和提升框架的前进、后退、停止、上升、下降、循环各动作的操作。在满足自动运行条件时,当炉内激光检测仪检测到有钢时,步进梁走完本步循环后停止前进并下降、后退到原位等待出钢。步进梁的步距为270mm。如果当按下装料操作台上的急停按钮或机旁操作箱上的急停按钮时,无论是手动、单动、自动任何一种操作方式,这时步进梁都必须停止任何动作(见图2)。
步进梁的补偿控制:步进梁在进退过程中,为了确保每前进一步的准确性以及物料跟踪的正确性,需要在步进梁前进过程中对步距进行随时地自动补偿。例如标准步距270mm,由于惯性等原因,步进梁在某一步可能实际前进272mm,则在下一步前进时,自动将步距调整为268mm。因此,有效地保证了钢坯在炉长方向运动步距的准确性、可预见性。
步进梁的人工补偿方式:通常情况下,以上所述的补偿方式是控制系统的自动补偿,对于操作人员是无法直观的感觉,在操作时,通过炉内摄像头的影像判断钢离辊道距离判断钢是否正常上辊(见图3),在WINCC的HMI上设置一个补偿值用于操作人员根据现场情况进行补偿修正(见图4),因为操作人员通过影像看到的偏差是一个累积误差,所以补偿修正值在±10mm的范围内。
6 结语
步进机构的控制程序过去近6年的实践运行,除偶尔现场信号有误外,其余功能发挥正常,设备运行稳定,各项炉体指标(如出钢能力,燃效比)都达到设计时的要求,并经历了坯料来料不符合原设计要求、短期不停变换坯料规格等非常规的工作要求的考验。
参考文献
[1] 陈伟鹏.轧钢加热炉课程设计实例[M].北京:冶金工业出版社,2015.
[2] 程健. 步进式加热炉钢坯运动控制研究[D].合肥工业大学,2016.
[3] 韩钰. 步进式加热炉液压系统分析及节能改进[D].燕山大学,2010.
猜你喜欢
今日自动化(2022年4期)2022-06-11
机电信息(2020年26期)2020-10-26
现代电子技术(2017年23期)2017-12-20
计算技术与自动化(2017年1期)2017-05-08
饮食科学(2016年3期)2016-07-04
现代电子技术(2015年16期)2015-11-17
环球时报(2012-02-06)2012-02-06
