改造埋弧焊机为自动碳弧气刨机的试验*
2019-05-05 08:54:46刘华光陈红昌付彦宏侯树林
钢管 2019年1期
赵 波,刘华光,陈红昌,付彦宏,王 旭,侯树林
(1.河北华油钢管设计研究院有限公司,河北 青县 062658;2.巨龙钢管有限公司,河北 青县 062658)
碳弧气刨工艺在机械、锅炉、压力容器、管道等制造企业被广泛用于焊接生产过程中的清根及开坡口等加工过程。20世纪80年代我国引进了国外部分定型产品,如美国Arcair公司的N6000自动碳弧气刨机。近些年国内部分公司也研制出了国产自动碳弧气刨机。但是,目前在国内工厂中自动碳弧气刨机应用仍然很少,绝大多数是采用手工气刨。如能将手工操作改为自动操作,则会减轻劳动强度,改善劳动环境和提高气刨加工质量。河北华油钢管设计研究院有限公司利用美国林肯电气公司生产的AC/DC 1000SD数字埋弧焊机和DC-1000模拟埋弧焊机,改装了自动碳弧气刨机,可自动送进碳棒,并根据电弧电压的变化自动调节送棒速度,使刨槽平滑均匀;此外,还可利用焊接操作机或者焊机小车进行直线或环焊缝清根或开坡口,为下一步采用自动焊接打下良好基础[1]。该设备经一年多的生产使用,其使用效果良好,且性能可靠;因为该设备是在埋弧焊机机头上仅作一点小改动,具有广泛的实用价值。
1 碳弧气刨原理与特点
碳弧气刨的工作原理[2]如图1所示,利用弧焊电源,以碳棒作为电极,与工件间产生电弧,将金属熔化,并用压缩空气将熔化金属吹掉,是一种高效的金属表面加工坡口、清根、金属热切割的工艺方法,其效率比机械切削高得多。碳弧气刨分手工碳弧气刨和自动碳弧气刨。

图1 碳弧气刨的工作原理示意
手工碳弧气刨的特点有:①灵活性大,可进行全位置操作;可达性好,非常简便;②清除焊缝的缺陷时,可清楚观察到缺陷的形状、位置;③碳棒向下输送和前进靠工人手工控制,刨槽的深度、宽度、直线度波动较大,刨槽表面质量较差,易夹碳;碳棒烧短后需停弧重新调整碳棒夹持长度,效率低;④碳棒废弃部分较长,碳棒浪费量较大[3]。
自动碳弧气刨的特点有:①采用自动焊电源,弧压自动反馈控制碳棒自动送进,弧长、弧压稳定,气刨效率明显高于手工碳弧气刨;②由于送棒速度、行走速度均匀稳定,所以切口表面光洁均匀,坡口尺寸一致性好,直线度相当好,刨槽质量接近机械加工,清渣容易;③采用自动气刨专用的可插接碳棒,可以连续工作,气刨速度非常高且可达手工气刨的5倍,速度为800~1 400 mm/min;④由于碳棒的熔化速度远小于焊丝的熔化速度(流经碳棒的电流密度远小于焊丝),在气刨枪头内部采用弹性导电嘴夹持碳棒,碳棒消耗量很小;⑤自动碳弧气刨机头质量和体积较大,使用灵活性、可达性比手工气刨差,只适用于较长的直线、环焊缝等规则工件的气刨,不适合一些短槽、曲面或挖补返修焊缝的场合。
2 自制自动碳弧气刨机原理及结构设计
2.1 电源外特性选择
碳弧气刨一般采用具有陡降外特性且动特性较好的直流弧焊机作为电源。由于碳弧气刨一般使用的电流较大,且连续工作时间较长;因此,应选用功率较大的焊机。
电源特性有陡降特性或垂降特性(恒流特性)和平特性(恒压特性)两种。仅从稳定工作点的角度看,有时候采用平特性电源或陡降特性电源都可以,但是在实际应用中并非如此。这主要是考虑到在实际焊接中电弧长度会由于外界因素引起波动,相应的电弧伏安特性曲线也将发生变化。电源特性如图2所示[2]。当弧长变短,电弧伏安特性曲线由AV1变为AV2时,陡降特性电源对应的电流变化为ΔIab,其电流变化很微小,电源系统通过弧压反馈控制降低碳棒送下的速度,使弧压很快恢复到正常设定弧压,又由于电流变化很小,所以刨槽深度变化很小,电流电压始终处于微小的调整之中,因此可以实现非常稳定的碳弧气刨过程;而平特性电源对应的电流变化为ΔIac,其电流变化很大,在气刨中会造成刨槽深浅波动很大、电弧不稳。如图2所示,若使用平特性电源进行自动气刨,当弧压降低时,电流显著增大,送棒速度也随着突然增加,刨槽深度跟着突然加深,在气刨速度不变的情况下,碳棒与刨槽前端母材很容易发生抵触折断,造成断弧,如此反复该电源系统的弧压、电流一直处于非常不稳定的振荡状态,根本无法稳定气刨。因此,自动碳弧气刨电源应该选择陡降特性或垂降特性(恒流特性)的弧焊电源。

图2 电源特性示意
2.2 电源极性选择
碳弧气刨一般采用直流反接,即工件接电源的负极。碳弧气刨的电弧电压波形如图3所示[4],碳弧气刨的电弧形态如图4所示[4]。从弧压曲线(图3a)可以看出,直流反极性电弧电压波形比较稳定,在电弧燃烧过程中,可观察到阳极斑点在碳棒的整个端面上游动,阳极弧根发散。与正极性弧相比,弧柱较粗,且其亮度较暗,电弧的形态如图4(a)所示。

图3 碳弧气刨的电弧电压波形
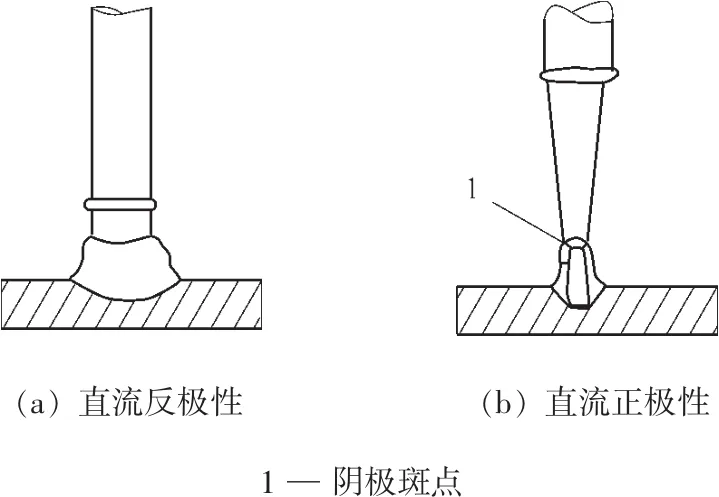
图4 碳弧气刨电弧形态
由于阳极区析出大量的热,使碳棒端部的物质急剧蒸发和升华,形成一股较强的气流,加上熔化金属温度高于正极性,流动性好于正极性和压缩空气的吹扫作用,将电弧下部熔化的金属吹掉[5]。在该极性下,碳棒的端部呈圆柱状,不易造成同工件短路,故在碳弧气刨时电弧燃烧稳定,电弧发出连续均匀的“嘶嘶”声,从而形成宽窄一致、光滑明亮的刨槽,气刨坡口为利于焊接的U形坡口。反极性气刨槽熔渣清理前的外观如图5(a)所示,熔渣清理打磨后的外观如图5(b)所示。经测定,其表面粗糙度小于25 μm,刨槽深度公差为±0.4 mm,宽度公差为0.3 mm。

图5 反极性气刨槽外观
若采用正极性接法,电弧弧压很不稳定(图3b),经常发生短路现象,且发出断续的“嘟嘟”声。气刨电流、速度匹配合适很困难,很容易出现顶断碳棒的问题,整个气刨过程不能稳定连续进行。同时由于采用正极性,碳棒发热很快并出现严重的烧损,碳棒及弧柱亮度比反极性显著增加,正极性时碳棒端部和电弧的形态如图4(b)所示。而熔池温度偏低、熔化金属流动性较差,排渣难度增加,在气刨过程中听不到稳定连续的“嘶嘶”声,刨槽的表面粗糙,造成刨槽内出现很多熔渣残留,刨槽两侧熔渣也出现很严重的粘连,很难清除,正极性气刨槽外观如图6所示。

图6 正极性气刨槽外观
使用交流焊接电源进行碳弧气刨时,由于电流过零时间较长会引起电弧不稳,故在实际生产中一般不使用。交流方波焊接电源,尤其是逆变交流方波焊接电源的过零时间极短,且动特性和控制性能优良,也可以应用于碳弧气刨。
2.3 结构设计
在分析研究了碳弧气刨的特点后,利用埋弧焊机采用电弧电压反馈自动控制焊丝送进速度,起到自动稳定电弧电压的作用,将输送焊丝改为输送碳棒,从而实现碳弧气刨的自动控制作用,在确定规范电流情况下,焊机的控制系统控制碳棒送进速度与碳棒熔化速度相等,达到稳定的气刨状态;当电弧电压有变动时,由系统的自调节作用改变碳棒送进速度,强制使系统自动回复到原来电弧电压数值,起到了自动稳定电弧电压的作用,根据这一原理进行了自动碳弧气刨机的设计及制作[6]。
自动碳弧气刨机系统由直流埋弧焊电源、电源控制箱、空气压缩机、碳弧气刨行走小车(操作机)、自动碳弧气刨机头5部分组成,其中改装的自动碳弧气刨机头结构如图7所示,实物如图8所示。碳弧气刨电源采用美国林肯电气公司生产的直流埋弧焊电源,碳棒自动送棒机采用埋弧焊系统原装自动送丝机,只是自主设计开发了专用自动气刨枪,该自动气刨枪采用可拆式连接,易损件和导电嘴可以随时更换。自动气刨枪主要由气刨枪管、压紧弹簧、进风嘴、导电接线板、弹性分瓣导电夹头、喷嘴等构成。因目前市场供应的自动气刨碳棒直径误差较大,一般在0.3 mm左右,为保证碳棒与导电嘴接触良好,采用了弹簧压紧+弹性分瓣导电夹头的导电结构,可以保证气刨过程中的导电稳定性。

图7 改装的自动碳弧气刨机头结构示意

图8 自动碳弧气刨机头实物
整个系统具有下列特点:电弧长度控制精度高;气刨过程中具有碳棒反抽功能,因而当钢板不平时也能有效地防止“顶碳”,并保证刨槽深浅宽窄均匀;送风方式为碳棒同轴环向送风,因而压缩空气吹扫距离钢板很近,所以压力集中,熔化金属吹除强劲,刨槽内表面光滑平整,边缘挂渣清除容易。
在实际操作中,碳棒伸出长度可以通过控制器上的手动冷送丝按钮调节;碳棒气刨时的偏置量可通过操作机上的横向电动调节装置或焊接小车上的手动横向调节丝杠手轮进行调节;碳棒气刨倾斜角可通过送丝机头转动机构调节;在自动气刨过程中,碳棒的熔化速度很慢,需要根据前一根碳棒的消耗情况,适时地在前一根碳棒尾孔内插接新的碳棒。当气刨发出连续稳定的“嘶嘶”声音,表明气刨规范较为稳定、合理,刨槽深浅、宽窄都较均匀,否则气刨过程不稳定,刨槽质量下降。良好气刨质量也为后续的埋弧焊自动跟踪提供了有利条件。
3 碳弧气刨工艺
3.1 气刨电流与碳棒直径
气刨电流I与碳棒直径D成正比关系,一般可参照经验公式I=(30~50)D选择气刨电流,碳棒横断面形状均为圆形,其规格与气刨电流对应关系见表 1[7]。
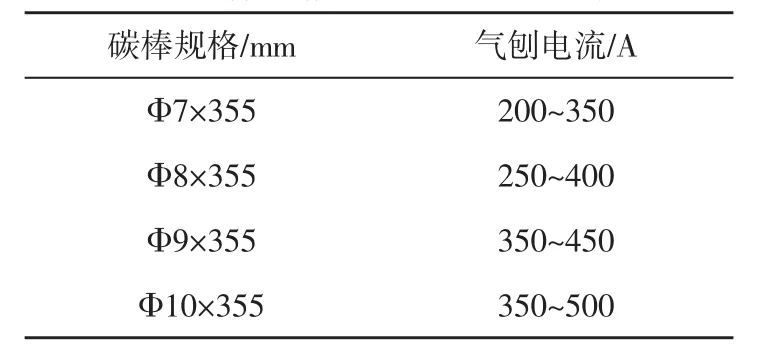
表1 碳棒规格与气刨电流对应关系
对于一定直径的碳棒,如果气刨电流较小,则电弧不稳,且易产生夹碳;适当增大气刨电流,可提高气刨速度,刨槽表面光滑,刨槽宽度增大。在实际应用中,一般选用较大的气刨电流,但气刨电流过大时,碳棒烧损很快,甚至会熔化,并造成严重渗碳。碳棒直径的选择主要根据所需的刨槽宽度而定,碳棒直径越大,则刨槽越宽。
3.2 气刨速度
气刨速度对刨槽尺寸、表面质量和气刨过程都有一定影响。气刨速度取决于碳棒直径、气刨的材料、压缩空气压力、电流大小、碳棒与工件的夹角,应与刨槽深度相匹配。气刨速度太快,易造成碳棒与金属相撞,使碳棒黏在刨槽顶部,形成夹碳。同时,随着气刨速度增大,刨槽深度将会减小。通常气刨速度以0.5~1.2 m/min为宜。
3.3 压缩空气压力
压缩空气的压力会直接影响气刨速度和刨槽表面质量。压力高,能迅速吹走液体金属,可提高气刨速度和刨槽表面的光滑程度,使气刨过程顺利进行,当气刨电流增大时,被熔化的金属量也随之增多,为迅速吹除熔化金属,就要相应增大压缩空气压力,这样才能使熔化金属停留时间不致过长,从而得到表面光滑的刨槽;压力低,则容易造成刨槽表面粘渣[7]。一般要求压缩空气压力为0.40~0.60 MPa。气刨电流与压缩空气压力的关系见表2[5]。
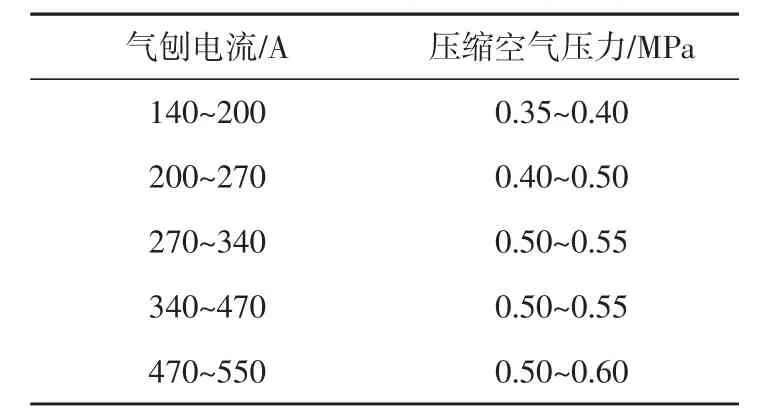
表2 气刨电流与压缩空气压力的关系
3.4 碳棒的外伸长量
碳棒从导电嘴到碳棒端点的长度为外伸长量。自动气刨时,碳棒外伸长量偏大,压缩空气喷嘴距电弧远,造成风力不足,不能将熔渣顺利吹除,而且碳棒也容易折断。外伸长量取60~80 mm为宜。
3.5 碳棒与工件的夹角
碳棒与工件的夹角大小会影响刨槽深度和气刨速度。夹角增大,则气刨深度增加,气刨速度减小。自动碳弧气刨时碳棒与工件的夹角一般取35°~45°,夹角过大会增加坡口深度,碳棒容易折断,特别是在行走装置运行不稳时,而且铁渣不易吹净。夹角过小会使碳棒伸出部分变长,碳棒同样容易折断,而且刨槽深度会很浅,显著降低气刨效率[7]。
4 结 语
(1)自制自动碳弧气刨机具有结构简单、操作方便、工作效率高、成本低的特点,配合工艺改进成功地解决了焊管、管件环焊缝和纵焊缝清根的关键问题,刨槽尺寸均匀、表面光滑,使后续的焊接质量得到保证。
(2)自动碳弧气刨机利用弧压反馈原理,具有结构合理,高效节能、实用等特点,具有较好的使用价值。
(3)由于自动碳弧气刨具有良好的气刨质量,为实现埋弧自动焊的自动跟踪提供了良好条件,因而可以大大改善焊缝的成形、焊接质量。
(4)自制自动碳弧气刨机的应用还为厚壁、长直或规则曲线焊缝焊前加工坡口及焊后清根提供了应用经验,因此具有一定的推广价值。
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
制造技术与机床(2019年9期)2019-09-10 07:36:42
时代英语·高一(2019年5期)2019-09-03 02:09:34
电子制作(2017年22期)2017-02-02 07:10:15
电测与仪表(2016年11期)2016-04-11 12:20:42
电源技术(2015年5期)2015-08-22 11:18:28
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
铁路通信信号工程技术(2014年6期)2014-02-28 16:58:24