LQ1020 轴承状态检测仪动设备检测效果分析
2019-05-03 02:10:16薛睿
设备管理与维修 2019年19期
薛 睿
(大庆石化公司炼油厂,黑龙江大庆 163000)
0 引言
LQ1020 轴承状态检测仪,采用振动高频滤波方法对滚动轴承的运行状态进行检测分析评价,无需输入任何参数,通过特殊的检测滚动轴承状态方法(LQ 法)即可判断滚动轴承运行状态,同时可以测量振动和温度,对运转设备进行全方位实时监测,达到及时维护的目的。
1 LQ1020 轴承状态检测仪工作原理
LQ1020 轴承状态检测仪的检测方法为高频滤波法,通过测量滚动轴承损坏频率可能出现的范围,提取其有效振动特征信息,作为评价轴承状态的参考。
(1)振动检测:频率5~1000 Hz。
(2)测量范围:加速度0~200 m/s2(峰值);速度0~200 mm/s(有效值);位移0~2 mm(峰-峰值)。
(3)轴承状态检测:测量范围0~20;频率范围:600 Hz~10 kHz。
(4)红外温度测量范围:(-40~+240)℃。
(5)数据存储功能:50 个数值存储。
一般机械故障,如不平衡或不对中等,其产生的振动频率很少>600 Hz,而一般频率>10 kHz 的振动信号已相当微弱,因此提取这个范围内的振动值经特定数据处理(分段加权)后定义为轴承状态值。
理论计算和实验及实际测试表明:源于轴承的故障频率集中在高频范围,LQ 方法测量600 Hz~10 kHz 的振动信号,所有由机械故障,如不平衡和不对中引起的振动被滤波器所抑制。LQ 方法也反映润滑状态,在高LQ 值时应先检查润滑状态。机器转速、功率和轴承尺寸对LQ 值几乎没有影响。
采访正值“第十九届国产高浓度磷复肥产销会”期间,杨三可来到瓮福集团展台,向国内外客商推介瓮福集团“DAP+”、磷酸二氢钾、聚磷酸铵等新型增效肥料。
LQ 方法只定义了2 个标准状态,好和差。①良好的轴承状态和润滑状态,LQ 值<1,继续运行;②差的轴承状态和润滑状态,LQ 值>2,更换轴承;③当1<LQ<2 时,加油,改善润滑状况。
如果机器转速或齿轮啮合频率在600 Hz 至10000 Hz 之间时,则此时可能LQ 值很高却没有轴承损坏问题,因此应用此轴承状态参考标准时,必须特别注意这个问题。
LQ 值是经过特殊数据处理的特征值,能真实反映转动设备内部滚动轴承的实际运转状况。
2 实例分析
2.1 二重催凝缩油泵
2018 年5 月14 日,二重催车间通过使用轴承状态监测仪LQ1020,发现凝缩油泵P307/1 电机前轴承LQ 值为1.92 超高(轴承动态监测值1 为警告,2 为危险)。利用测振仪Viber70 测振值为2.1 mm/s,测温枪测温为46 ℃属于正常范围。与供电车间沟通决定对其进行观察运行。
5 月15 日15 时30 分,再次使用LQ 分析仪对P307/1 进行监测,发现LQ 值为2.1,现场电机杂音大,由此判断P307/1 电机轴承运行状况极差。16 时30 分电机检修,解体后发现P307/1电机的前、后轴承跑套严重(图1),如不及时发现处理,电机工况将进一步恶化。
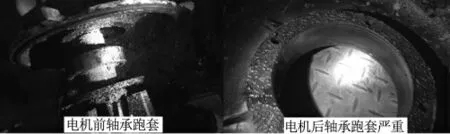
图1 电机前、后轴承跑套
监测数据显示,在电机振动、温度、电流测量值、润滑脂加注正常(图2)和联检记录正常的情况下,电机轴承实际工况已经极差,常规的检测仪器不能直观反映转动设备的真实情况,而轴承状态监测仪LQ1020 可以做到对设备内部的剖析,达到预判维护的目的。
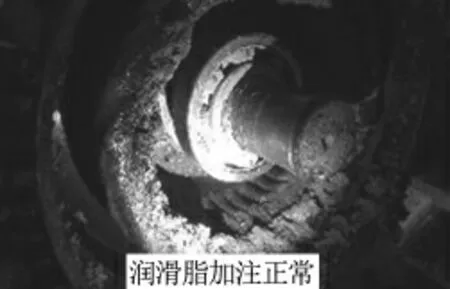
图2 润滑脂加注正常
2.2 二重催脱丙烷塔顶回流泵
2018 年5 月16 日,二重催车间使用轴承动态监测仪LQ1020,发现脱乙烷进料泵P802/2 前轴承LQ 值为1.78 偏高(轴承动态监测值1 为警告,2 为危险),但用测振仪Viber70 测振值为2.2 mm/s,测温枪测温度44 ℃处于正常范围内。
5 月17 日16 时30 分,再次使用LQ 分析仪对P802/2 进行监测,发现LQ 值为1.9,轴承箱有异响,未发现其他故障现象,与维修车间沟通决定对其进行观察运行。
5 月18 日15 时10 分,监测发现LQ 值为2.2,发现轴前后蹿动,分析为止推轴承故障,联系维修车间进行检修,解体后发现P802/2 前止推轴承跑外套严重(图3),非对轮侧支撑轴承保持架碎裂(图4),无法对轴进行有效限位。
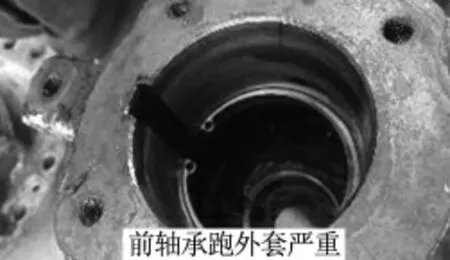
图3 前轴承跑外套严重
由图3、图4 可以看出,在轴承箱振动,温度测量值正常的情况下,电机轴承实际工况已经极差,常规的检测仪器并不能直观反映转动设备的真实情况,而轴承状态监测仪LQ1020 可以做到对设备内部的剖析,达到预判维护的目的。

图4 非对轮侧支撑轴承保持架碎裂
2.3 气分喷淋水泵
2018 年5 月20 日,二重催车间设备技术员通过使用轴承动态监测仪LQ1020,发现脱乙烷进料泵P810/2 前轴承LQ 值为1.97 偏高(轴承动态监测值1 为警告,2 为危险)但用测振仪Viber70 测振值为3.5 mm/s,测温枪测温度37 ℃属于正常范围,加油后观察运行。
5 月22 日16 时30 分,再次使用LQ 分析仪对P810/2 进行监测,发现LQ 值为2.3,轴承箱振值垂直方向11.3 mm/s,水平方向5.6 mm/s,联系维修车间检修。解体后发现轴承完好,叶轮腐蚀严重(图5)。随后转子送去做动平衡。

图5 叶轮腐蚀严重
由此可以看出,轴承状态监测仪LQ1020 虽说专业用于测量转动轴承故障,而P810/2确实发现了运转故障,轴承虽未损坏,但监测仪接收到了600 Hz 至10 kHz 的波频而报警,可能该报警来源于叶轮的腐蚀部位。但LQ1020 的检测还是体现出了运转设备的故障状态。
3 结语
滚动轴承运行故障特征是振动大、噪声响、温度高。振动大不一定超标,噪声响由于现场背景噪声也很大有时难以区分,用听棒倾听需要有经验的人员才能甄别,但误差较大,并且受到当时检测人员生理和心理影响也较大;温度高一般65 ℃报警,但有时轴承(进口轴承)温度超过70 ℃、80 ℃都运行很好。因此依据上述3 个特征,用一般的方法只能定性判断轴承运行状态而不能确定是否需要停机修理。
虽然一般的滚动轴承本身价值并不高,但发生事故后造成的危害比较大,如轴的磨损、抱轴、烧轴和断轴等,有时候间接损失可能更大。因此通过LQ 技术检测发现轴承故障及时更换,能极大降低滚动轴承运行故障率。
通过实际应用经验,总结LQ1020 轴承状态监测仪使用优点如下:
(1)该仪器是面向一线操作者,不需要培训,无须专业人员分析,直接得到轴承运行状态,很容易作出判断。
(2)检测方便快捷、准确,可作为机泵监测的主要手段,仪器还具有测振、测温和存储功能,一台仪器具备3 台仪器(轴承检测仪、测振仪、测温仪)的功能。
(3)转速、功率和轴承尺寸对测量结果几乎没有影响,应用范围广,使用不会受到限制。
(4)能轻易获得轴承早期故障信息,及时预警,预知维修。通过实际的使用发现,轴承状态监测仪LQ1020 可以填补对滚动轴承监测的盲区,在转动设备未损坏之前,对设备内部故障剖析并及时预判,提前对设备进行维护检修,达到未坏先修,未修先护的良性循环,为生产平稳长周期运行,减小故障程度提供了有利保障。
猜你喜欢
哈尔滨轴承(2022年2期)2022-07-22 06:39:32
哈尔滨轴承(2022年1期)2022-05-23 13:13:24
哈尔滨轴承(2021年2期)2021-08-12 06:11:46
哈尔滨轴承(2021年1期)2021-07-21 05:43:16
电子制作(2019年7期)2019-04-25 13:16:56
电子制作(2018年9期)2018-08-04 03:31:16
电子制作(2018年12期)2018-08-01 00:47:46
电子制作(2017年20期)2017-04-26 06:57:32
电子制作(2016年23期)2016-05-17 03:53:31
苏州市职业大学学报(2015年2期)2015-12-25 05:39:00