VVER 核电机组小口径止回阀研磨工具的研究
2019-05-03 02:10:12苑学尧陈一然
设备管理与维修 2019年19期
杨 欢,苑学尧,陈一然
(中核辽宁核电有限公司,辽宁葫芦岛 125000)
0 引言
核电机组运行期间,蒸汽发生器会聚集二回路的杂质,因此需要通过蒸汽发生器排污系统进行定期排污。VVER 核电机组的C43031 系列小口径止回阀位于蒸汽发生器排污系统中,此类阀门的口径小,阀座与阀瓣采用锥面设计,维修研磨较困难。加之所在系统的特殊性,维修的数量较多,因此对维修人员的技术水平要求较高。为了提高阀门的密封性能,减少维修返工率,缩短检修时间,降低人员成本。因此,必须对此类小口径止回阀的研磨工艺进行合理的改进。
1 原始的小口径止回阀研磨工艺
设备经过长时间运行后,阀座与阀瓣的密封面会出现一定程度的破损,密封效果达不到要求。目前研磨效果较好的办法是在密封面处贴上砂纸,将破损的密封面切削掉,研磨的精度和效率都比使用研磨膏好。
1.1 研磨阀芯组件
目前对于受损的锥形密封面阀芯组件,电厂大多数采用车削并抛光的方法[1]。在普通车床上采用转动小刀架法,将受损的锥形阀芯密封面切削掉。首先使用万能角度尺测量出阀芯锥形密封面斜面的角度为135°,进而可以得出阀芯锥形密封面斜面与轴心线的角度为45°。然后调整车床上小刀架的角度为45°,固定好小刀架底板螺母。通过转动小刀架手柄,将受损的阀芯锥形密封面切削干净,待缺陷消除后使用砂纸进行抛光,具体结构如图1 所示。
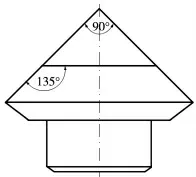
图1 锥形密封面阀芯
1.2 研磨阀座组件
目前电厂大多采用阀芯与阀座互磨的方法来研磨阀座,在阀芯表面贴好砂纸,使阀芯与阀座表面充分接触,手动旋转以消除阀座密封面上的缺陷。研磨过程中利用不同型号的砂纸对密封面进行粗磨、中磨和细磨。用黑色记号笔在阀座表面均匀划上几道,手动旋转阀芯进行研磨,直至轻转一小角度就可以将记号笔线全部切断,阀芯与阀座锥形密封面处就可以看到一圈又黑又亮的连续不断的密封线,最后擦拭干净即完成密封面的研磨。
1.3 遇到的问题
(1)手动研磨阀芯与阀座,大幅度增加了检修人员的工作时间和工作强度。
(2)使用转动小刀架法车削密封面精度得不到保证,车削量一旦过大,将缩短阀门的使用寿命。
(3)先研磨合适阀芯,再使用阀芯去研磨阀座,使得密封面斜面角度明显偏大或偏小,接触部位明显靠上或靠下,改变了阀门密封面的原始尺寸,很容易磨偏,增加了内漏的可能性。
2 改进原始研磨工艺
使用自动化设备代替手动研磨,从而提高阀门的研磨效率。旋转研磨机底座两边的旋转手杆,通过底座下方的双螺纹螺杆控制底座上夹具移动,卡紧或松开研磨胎具或阀座(图2)。电机1 驱动螺杆旋转,使螺母能够上下移动,从而使与之连接的升降台沿着两个光杠上下移动。电机2 驱动旋转机构旋转轴旋转,从而使旋转机构末端连接的研磨胎具或阀芯旋转。

图2 研磨机
2.1 设计并制作研磨胎具及卡具
根据升降式止回阀的结构,设计了与其阀芯和阀座相匹配的研磨胎具。研磨阀座的研磨胎具材料为黄铜,一端铣有键槽,方便与研磨机连接,另一端用来研磨阀座;研磨阀芯的研磨胎具材料为碳钢,一侧卡在研磨机的卡具上,一侧用来研磨阀芯。此外,为了阀芯和阀座能够与研磨机紧密连接,通过车床和铣床加工处理了以下卡具。
2.2 研磨密封面
根据胎具的密封面形状裁剪了大量15 μ,30 μ 和60 μ 的砂纸,将阀座研磨胎具卡在旋转装置末端,将阀芯研磨胎具卡在底座卡具上,操作研磨工具对两个胎具的接触面进行了研磨,使阀芯研磨胎具和阀座研磨胎具的密封面角度达到一致;之后将阀芯及其连接件卡在旋转轴上,将砂纸贴在阀芯研磨胎具密封面上,并将阀芯研磨胎具卡在底座卡具上,操作研磨工具对其接触面进行了研磨,使阀芯研磨胎具和阀芯密封面角度达到一致;最后将阀座和其连接件卡在底座卡具上,将砂纸贴在阀座研磨胎具密封面上,并将阀座研磨胎具卡在旋转轴上,操作研磨工具对其接触面进行了研磨,使阀座研磨胎具和阀座密封面角度达到一致,因为阀芯研磨胎具和阀座研磨胎具密封面角度一致,因此保证了阀芯和阀座密封面的角度一致,从而也保证了阀芯和阀座的密封效果。
3 结语
通过对原始的研磨工艺进行改进,使用自动化研磨工具代替纯手动研磨,进而提高了阀门的研磨效率,减少了检修人员的工作时间和工作强度。电厂大修期间,部分阀门由于工具和技术限制无法研磨成功而报废,改进研磨工艺后不仅节约了成本,还提高了阀门的使用寿命和维修合格率。
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
科学家(2022年2期)2022-04-12 09:13:17
现代交通技术(2021年6期)2022-01-21 02:52:46
五金科技(2020年5期)2020-10-31 14:41:32
三门峡职业技术学院学报(2020年1期)2020-05-20 08:53:42
化工设计通讯(2017年10期)2017-03-02 03:24:02
制造技术与机床(2017年12期)2017-02-02 07:05:11
石油化工建设(2015年6期)2015-12-01 04:17:36
中国设备工程(2013年8期)2013-12-07 01:13:42
轴承(2012年8期)2012-07-20 04:43:44