
汉钢1 080 m3高炉喷涂造衬开炉生产实践
2019-04-26 08:25:44侯向平
山西冶金 2019年1期
冯 磊, 侯向平
(陕钢集团汉中钢铁有限责任公司, 陕西 勉县 724200)
陕钢集团汉中钢铁有限责任公司(全文简称汉钢)1 080 m3由唐钢设计院设计,于2011年12月23日开炉;采用大块碳砖加陶瓷杯炉底;炉体采用14段灰铸铁冷却壁,冷却壁水管上下串联;镶砖冷却壁上喷涂一层喷涂料形成薄壁炉衬;运行3年来,炉况未出现大的波动,炉况稳定性,经济指标一直较好。2014年9月由于边缘气流长期较为发展,渣皮脱落频繁,2014年10月发生了炉壳烧穿事故,所幸减风及时,未造成冷却壁损坏。考虑到炉体热负荷较重及冷却壁属于薄衬冷却壁决定喷涂,停炉喷涂结束后于2015年3月20日开炉,成功实现了3 d达产、达效的目标;开炉后炉况保持持续稳定顺行,取得了良好的技术经济指标。
1 开炉前的准备工作
1.1 炉缸清理
高炉停炉后,组织员工进行了扒炉,东西铁口附近,炉缸清理至铁口中心线以下1.0 m处,炉缸中心及其他区域清理在铁口中心线上800 mm处,共计清理炉缸堆料100m3,约70t,炉缸渣皮厚度约20cm,渣皮未清理。
1.2 预热送风管道及吹出炉料粉末
高炉从停炉到开炉约36 d,热风管道温度大幅降低,为防止开炉后风温使用的限制,确保开炉料的透气性,开炉前48 h,使用约100℃的冷风预热送风管道、吹料。
1.3 铁口准备
东西铁口用Φ80 mm钻头钻开铁口孔道,后用Φ160 mm钻头钻大孔道,铁口角度8°;从铁口由外向里打入Φ100 mm×3 mm无缝钢管,钢管伸出炉外1.0~1.5 m,作为炉缸煤气导出管。2 装开炉料
2.1 枕木填充
2015年3月18日开始装枕木,枕木间隔30 cm,共装13层,距离风口下50 cm处,中心堆尖约5 m高,平台宽4 m,长4 m,高2.5 m,风口周围用枕木保护,用骑马钉钉牢。
2.2 开炉风口配置
风口使用沿用停炉前的配置(具体见表1),因开炉前期风量小,决定用Φ75 mm的PVC管套入小套内,用有水炮泥填充压实,以达到提高风速的目的。开炉后根据炉况进程逐步捅开,开炉前捅全1号、10号、11号、12号、13号、20号风口。
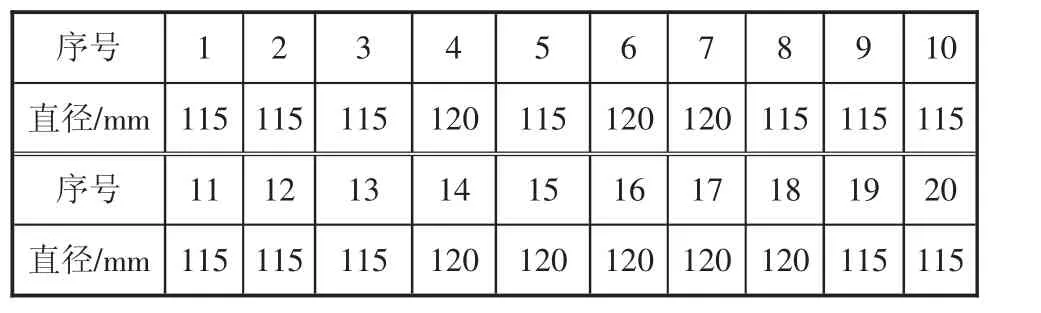
表1 开炉风口配置
2.3 开炉料
由于曾做过料流轨迹的测定,且使用效果较好,决定沿用历史料流曲线,不再重新测定,只校对溜槽倾角及探尺;开炉料总焦比3.2 t/t、正产料焦比0.8 t/t,具体开炉料详见下页表2。
3 点火开炉
3月20日10点15分,启风机,20:18点火送风,混风大闸全关,送风面积0.167 8 m2;开炉布料矩阵C7462524214O625242、20点32分15号风口亮,20点58分风口全亮。风量550 m3/h,风温750℃。21:28分,料动;加风至1 300 m3/h,加风温至850℃;23点40分,西铁口见渣,23点50分堵口;22日6点10分引煤气;1点30分东铁口见渣,堵口。22日,炉况走势平稳,压量关系匹配,高炉决定逐步捅全风口,并相应调整布料矩阵。将布料矩阵调整为C7462524214O72625242[1]。
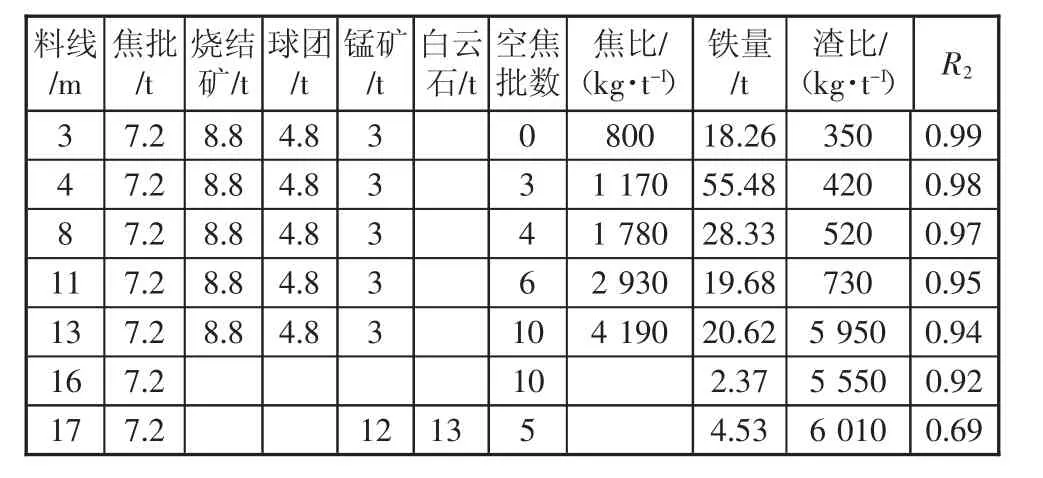
表2 汉钢1 080 m3高炉开炉装料表
3.1 降炉温过程
高炉在顺行的基础上,加快捅风口的步伐,21日捅全 6号、7号、8号、9号、14号、15号、16号风口。22日捅全2号、3号、4号、5号、17号、18号、19号风口。同时为了活跃炉缸、提高下料速度,炉前积极组织放铁,只要具备条件就开口。3月22日,铁水硅含量逐步降至1.3%,3月23日,结合炉外状况及设备运行情况,决定加快上负荷速度,负荷由3.43上至4.1。3月23日硅降至0.6%。3月21日至3月32日铁水成分见表3。

表3 3月21日至3月32日铁水成分
3.2 参数恢复进程
自3月21日开始,高炉逐步加负荷、扩矿批,并于22日9点10分开始喷煤、富氧;到3月23日,随着风量增大、矿批的增大、负荷的提升、风温的提高、煤气利用的改善、高炉燃料比降到520 kg/t以下,高炉取得了理想的经济指标,实现了3天达产达效的目标。3月21日至3月24日高炉主要参数见表4。

表4 3月21日至24日高炉主要参数及经济技术指标
4 结论
1)此次开炉前,组织各专业组进行点火前各项目确认,措施到位,保证了顺利开炉。
2)喷涂后,炉缸清理较彻底,尤其是铁口与风口联通,且铁口附近清理区域大,为出铁创造了良好条件。
3)开炉前预热煤气管道及冷风吹料,保证了风温和高炉透气性,为快速恢复炉况提供了基本保障。
4)开炉料、开炉参数、送风面积选择合适,保证了鼓风具有合适的风速和动能。
5)在整个开炉过程中,未出现因设备原因造成的减风,检修质量为顺利开炉达产提供了基本条件。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:57:38
昆钢科技(2022年2期)2022-07-08 06:36:04
北方文学(2020年25期)2020-09-08 06:18:22
山东冶金(2019年2期)2019-05-11 09:12:20
四川冶金(2017年6期)2017-09-21 00:52:26
小学阅读指南·高年级版(2016年1期)2016-09-10 07:22:44
现代冶金(2016年6期)2016-02-28 20:53:12
新疆钢铁(2015年4期)2015-12-25 09:38:56
红领巾·萌芽(2014年12期)2014-04-29 00:44:03
中国信息化·学术版(2013年5期)2013-10-09 06:02:58
