工业锅炉内部检验中汽包垢下腐蚀分析及处理方法
2019-04-26 02:39王哲李金梅
中国设备工程 2019年6期
王哲,李金梅
(1.宝鸡市质量技术检验检测中心,陕西 宝鸡 721000;2.兰州兰石检测技术有限公司,甘肃 兰州 730000)
1 现象描述
垢下腐蚀是锅炉运行过程中常见的失效模式之一,由于腐蚀速率快,腐蚀发生在局部垢下,不易被发现,对锅炉的安全运行危害极大。在对某食品厂DZL10-1.25-A Ⅱ工业锅炉内部检验中发现,锅炉水空间普遍结生0.5 ~1.0mm 的水垢,锅筒内壁存在严重的垢下腐蚀。腐蚀部位表面为溃疡状的腐蚀产物,去除腐蚀产物上锅筒第一筒节蚀坑尺寸为Φ60×7.0mm,第二筒节蚀坑尺寸分别为Φ40×6.0mm、Φ45×2.8mm、Φ35×5.0mm、Φ55×4.0mm、Φ30×2.5mm,锅筒壁实测最小厚度为8.0mm,在锅炉强度计算汇总表中查得其最小需要壁厚为11.38mm,蚀坑处腐蚀深度已超过腐蚀余量,应对汽包腐蚀部位进行强度校核。该锅炉汽包的材质为Q245R。图1 为锅炉孔桥区的垢下腐蚀照片,图2 为锅炉筒体侧壁的垢下腐蚀照片。
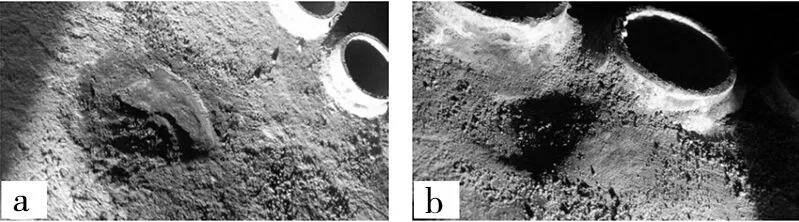
图1 锅炉汽包孔桥区腐蚀照片(a)和(b)
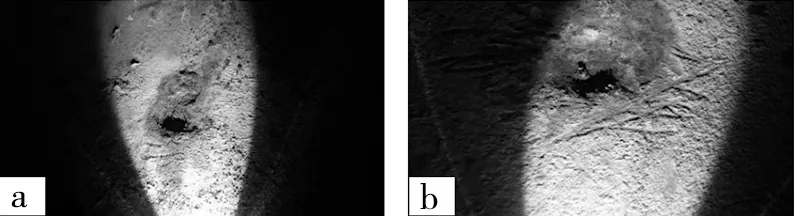
图2 锅炉汽包筒体侧壁腐蚀照片(a)和(b)
2 锅炉腐蚀原因的分析
从图1 和图2 可看出,该锅炉腐蚀部位呈溃疡状,腐蚀坑上方有红褐色疏松的腐蚀产物堆积,从腐蚀形态来看,这是典型的垢下腐蚀。垢下腐蚀的机理如下:钢材表面有一层保护膜,在局部垢下,浓缩的锅水pH 值增加,使保护膜被溶解。保护膜溶解后,钢材就被裸露在高浓度的锅水中,会发生下面一系列反应(即氢去极化和铁的溶解)。
(1)阳极在沉积物下OH-离子浓度较高处,其反应是:

即铁失去电子与高浓度的OH-离子生成如下反应:

Fe(OH)2是不稳定的,容易进一步和水中某些物质发生反应,称之为腐蚀的二次过程,生成的产物称为二次产物,即:


平常看到的腐蚀产物大都是这些物质。不同比例的二价和三价铁的氢氧化物相混合,其颜色有绿色和灰色,若全为三价铁,则变成红褐色氢氧化铁沉淀。一般当锅炉发生碱性垢下腐蚀时,因停炉时间较长,腐蚀产物中的白色氢氧化亚铁与空气接触氧化生成红褐色的氢氧化铁,即:

(2)阴极是未被沉积物覆盖的金属表面,其反应是:
所以生成的氢气没有任何东西阻拦,可以很快进入汽水混合物中,从而被带走,所以阴极没有任何微观和宏观变化,检验时无法确定其位置。
3 腐蚀部位的检验
3.1 硬度检测
对腐蚀坑部位附近金属进行打磨、抛光,然后用TH140里氏硬度计进行表面硬度检测,硬度平均值为120HB,硬度值无异常,符合Q245R 钢的硬度范围,因此可以推断垢下腐蚀部位无材质劣化。
3.2 金相检测
腐蚀坑所在的孔桥部位,由于长期受到高温烟气的作用,有发生材质劣化的可能。汽包远离火侧部位,由于温度不高,一般不会发生材质劣化。对腐蚀坑部位和汽包远离火侧部位进行打磨、抛光,然后用4%的硝酸酒精进行腐蚀,原位观察金相,结果表明,这两个部位的组织均为为铁素体和珠光体的混合组织,锅炉在运行过程中,汽包腐蚀部位金属组织基本相同,均未发生材质劣化。图3(a)为汽包腐蚀坑部位的金相组织照片,图3(b)为汽包远离火侧金相组织照片。
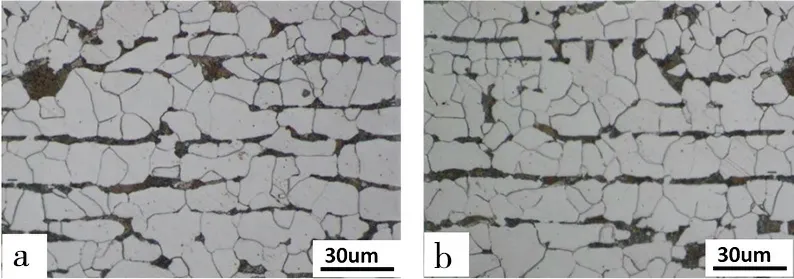
图3 汽包腐蚀坑部位金相组织(a)和汽包远离火侧金相组织(b)
3.3 磁粉检测
由于锅炉长期在较高压力下运行,汽包承受较大拉应力,且存在碱性环境,在发生垢下腐蚀的部位,有可能进一步发生应力腐蚀开裂,因此,有必要对腐蚀部位进行表面磁粉检测。对腐蚀坑部位进行打磨,露出金属光泽,采用交流磁轭法对腐蚀坑部位进行检测。通过磁粉检测表明,腐蚀坑部位无表面裂纹,因此可以确定未发生应力腐蚀开裂。
4 腐蚀部位的强度校核
根据2015 年颁布的《锅炉定期检验规则》对工业锅炉内部检验的规定:承压部件由于严重腐蚀或磨损减薄,应进行强度校核计算。以下根据GB/T 16507.1 ~16507.8-2013 和GB/T 9222-2008 对锅炉孔桥区进行强度校核。
图4 为锅炉锅筒孔桥区的示意图。由图1 知,锅筒孔桥区的垢下腐蚀较为严重,且孔桥区是筒体的薄弱环节,应对孔桥区的剩余壁厚进行强度校核。
由图4 知,s′为73mm,dae为52mm,两倍横向孔桥减弱系数为:
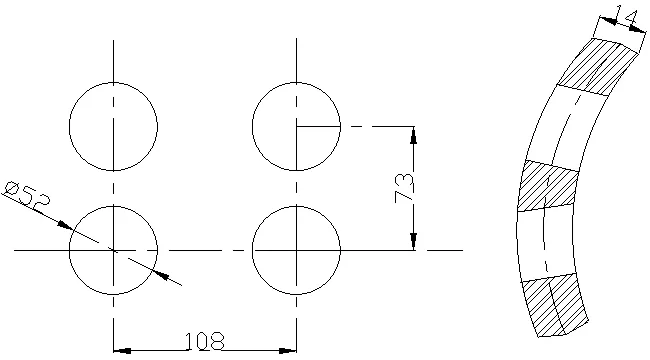
图4 管孔区示意图

s′为横向(环向)相邻两孔的节距,单位mm;dae为相邻两孔平均当量直径,单位mm。

s 为纵向相邻两孔的节距,单位mm;dae为孔的直径,单位mm。
对于锅筒,许用应力修正系数取η=0.90(炉膛烟温大于600℃),锅筒的许用应力。

最高允许工作压力[P]为1.18MPa,锅炉的额定压力为1.25MPa,最高允许工作压力低于额定工作压力,无法保证锅炉安全运行。因此,应采取措施对锅炉腐蚀缺陷部位进行处理。
5 缺陷部位的处理
针对锅炉的腐蚀情况,采用表面堆焊的方法对汽包腐蚀坑进行修理。通过焊接工艺评定,对于Q245R 母材可采用J422 焊条,焊条直径φ3.2mm,焊接电流80 ~90A。由于腐蚀坑最大深度为7.0mm,可采用多道熔焊,上下两层焊道相互垂直。堆焊前应将堆焊处的金属表面的水垢清理干净,打磨出金属光泽。焊后将焊缝表面的焊渣和毛刺清理干净,并将表面打磨平齐,然后进行磁粉检测,确认无超标缺陷。修理完成后,对锅炉本体进行水压试验,水压试验合格后锅炉投入正常运行。
猜你喜欢
大电机技术(2022年5期)2022-11-17
节能与环保(2022年3期)2022-04-26
机械管理开发(2022年1期)2022-03-24
发电设备(2020年5期)2020-10-09
中国交通信息化(2020年12期)2020-02-06
中国海洋大学学报(自然科学版)(2019年11期)2019-10-12
中国交通信息化(2019年7期)2019-10-08
船舶标准化工程师(2019年4期)2019-07-24
山东工业技术(2017年17期)2017-09-13
山东工业技术(2017年3期)2017-03-16