
基于提升白肋烟烘烤回潮水分的设备改进
2019-04-26 02:39:44代小明余永忠
中国设备工程 2019年6期
代小明,余永忠,2
(1.湖南中烟郴州卷烟厂设备工程部;2.湖南中烟郴州卷烟厂制丝车间,湖南 郴州 423000)
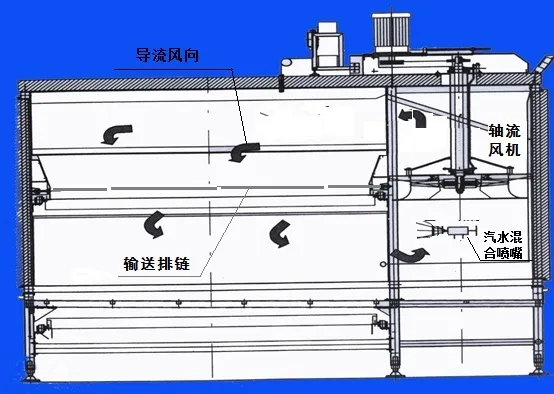
1 白肋烟烘干机结构及工作原理
白肋烟烘干机主要由以下几部分组成:干燥段、冷却平衡段、回潮段3 部分。其工作原理是物料由刮板喂料机送入烘干机进料端,进料端的均料装置将其松散均匀后,进入干燥区。在干燥区内,热空气先从下至上穿过烟片,后从上至下穿过烟片。烟片在烘干过程中,发生一系列反应,随着烘烤时间的增加,烟片中的水份逐渐被蒸发,蒸发出的带有杂气的水份被风机排到室外,直至干燥区出口处烟片水份达到工艺要求。
烟片从干燥区出来后,进入冷却区。在冷却区,利用较低温度的循环风使烟片温度降至35 ~45℃之间,为烟片回潮提供工艺条件。
回潮段包括3 个区,1 区上进风2 个单元,2 区下进风4 个单元,3 区上进风2 个单元。运行中,先由上至下,再由下至上,最后又由上至下喷吹雾化水和蒸汽,物料充分吸收热量及水分后,送至出料端。
2 改进前的工艺现状及原因分析
我厂白肋烟烘烤机自2014 年安装来,回潮区出口烟片水分一直在13%~14%波动,达不到工艺值18±1%要求。其原因是烟片从冷却区刚进入回潮区时温度和水份都很低,因此必须将它加热和回潮到打包所需的温度和水份。要想保证烟片在一定的时间内快速、均匀地吸收水分,就必须有一个较高温度的环境。烟片温度的提高是靠喷射蒸汽来实现的,主要有以下2 种方式:第一,通过喷射蒸汽来提高循环空气的温度,循环热空气通过烟片后温度下降将能量传递给烟片。第二,蒸汽接触到“冷物体”烟片时冷凝成水释放大量的热量,这是提高烟片温度的最主要途径;喷射蒸汽同时也可提高烟片的水份。而现回潮段雾化水喷嘴雾化效果不理想,水汽喷嘴出来的混合水汽被轴流风机抽得不够充分,补充到烟片中水分不够,只能通过后续的回潮筒补充水分。
3 改进路线
为解决以上工艺水分不达标问题,我们向公司申报了2018 年度科技创新项目。具体从以下方面进行了几项改进。
3.1 改进雾化喷嘴相关的工艺管路
(1) 为防止杂质铁锈堵塞管路,将连接至汽水喷嘴、雾化水喷嘴的镀锌管改为不锈钢管,在气动调节薄膜阀前的主进水管处安装大过滤器(可拆卸的不锈钢过滤器),过滤管路内杂质与铁锈,并定期拆卸清洗。


(2)因雾化喷嘴4 条管路进水处都位于烘烤机的左方,每条管路上的12 个喷嘴从北至南向均匀分布,各喷嘴水压沿管道的流向由北至南而递减,区域雾化效果不充分。使回潮段1 区和3 区的管道加水流向保持不变,改装2 区和4 区的管路加水流向,将此两路管道的进水处改至烘烤机的右方,管路水由南流至北向,确保区域内管路水压相对平衡,提高雾化效果。
(3)雾化水末端管路加装手动阀,生产后排净管路内余水, 防止工艺水囤积在水管内产生水垢堵塞筛网及喷孔。
(4)将汽水混合喷嘴内部的橡胶密封圈改为聚乙烯密封垫密封,杜绝橡胶密封圈老化造成的喷嘴内部窜气隐患。
3.2 改进水汽混合喷嘴位置和角度
原回潮区有4 组汽水混合系统(蒸汽引射水),每组有2 个混合喷嘴,安装在回潮区复合框架轴流风机下面,顺着烟叶的走向喷射,其蒸汽引射水汽被轴流风机抽至烟片中,来提高回潮段烟片水分和温度。但由于喷嘴需要230mm 以上距离才能将液体充分雾化,而现在喷嘴安装在风机下面,与风机几乎是“0”距离,水未完全雾化就被风机气流压力干扰,形成污水排往地沟,造成水分值偏低不达标。现将回潮1 区和3 区2 个混合喷嘴改为安装在输送链板上方与烟片走向逆方向(汽流方向)直接喷射,轴流风气流可携带工艺雾化汽水,施加在白肋烟表面来提高回潮烟片水分。在回潮2 区,将喷嘴安装角度朝输送网下面空间,蒸汽引射水汽被轴流风气流尽可能多的带至烟片中。此项改进,水分提升明显。示意图如下:
改进前

改进后

现场效果
3.3 改进电气控制程序
采取回潮1 区、2 区、雾化喷嘴高压雾化泵进水量手动调节,回潮3 区混合水改为自动PID 调节, 喷射蒸汽量的控制是通过水分仪检测的水份值,与电控系统设定值进行比较后,由电控系统发4~20mA 的电信号给气动薄膜调节阀,调整气动薄膜阀的开度,开度由85%调减至30%,蒸汽薄膜阀的开度也相应调小20%,直接控制喷射的蒸汽量,实现加水量的自动控制。如下图:

同时,在满足水分要求的前提下,逐步测试排潮对出口水分的影响特性及可控范围,并给与自动关联。
4 成效
(1)工艺质量提升明显。改进后,通过几个月的效果验证,白肋烟烘烤机回潮段出口水分和温度已能稳定地达到公司规定的工艺标准值18±1%和55±3℃要求,且消除了白肋烟回潮筒出口端出现水湿团烟叶的质量隐患,有效满足了白肋烟的加工需求。
(2)降低了消耗。烘烤机后续的回潮筒加水量由原来的85kg/h 降到了36kg/h(设备工艺标准)左右,筒体内粘附叶片较多现象也得到了较大改善,粘附叶片量由20kg 下降到10kg 左右。
(3)降低了操作工的劳动强度。消除水湿团烟叶和减少筒体粘附叶片量,缩短了维护保养时间。
(4)该项创新改进经验,行业首创,可向其它白肋烟生产企业推广。

猜你喜欢
中国特种设备安全(2022年4期)2022-07-08 02:43:48
燃气涡轮试验与研究(2021年4期)2022-01-18 07:30:54
民用飞机设计与研究(2020年1期)2020-05-21 07:24:30
科学导报·学术(2019年40期)2019-10-21 04:26:05
中国化工贸易·下旬刊(2019年9期)2019-10-21 01:37:26
山西冶金(2019年2期)2019-05-31 11:30:04
科学与财富(2017年27期)2017-10-17 03:19:01
中国交通信息化(2016年6期)2016-06-06 07:11:40
装备环境工程(2015年4期)2015-02-28 01:20:20
太空探索(2014年4期)2014-07-19 10:08:58
