
预拌干混砂浆生产线设计
2019-04-25 12:06代现岗于明勇李玉良张旭东李威
商品混凝土 2019年4期
代现岗,于明勇,李玉良,张旭东,李威
(徐州徐工施维英机械有限公司,江苏 徐州 221004)
经过近几年的快速发展,预拌砂浆生产线设计已经由从最初引进国外技术,进行国产化模仿借鉴发展,到现在自主研究,进行升级换代,形成规范化和科学化。随着时代进步及科技迅猛发展,“节能、高效、智能”化设计成为当前及未来一个趋势。为了实现“节能、高效、智能”化的目标,本文将结合预拌干混砂浆生产工艺流程及设备等多方面展开论述。
1 干混砂浆生产线工艺流程
干混砂浆由于品种不同,其配方原料一般也会不同。一般干混砂浆原料有:胶凝材料(水泥、粉煤灰等)、骨料(天然砂、人工砂等)、掺合剂、添加剂等。干混砂浆的生产工艺可以分以下几个过程:
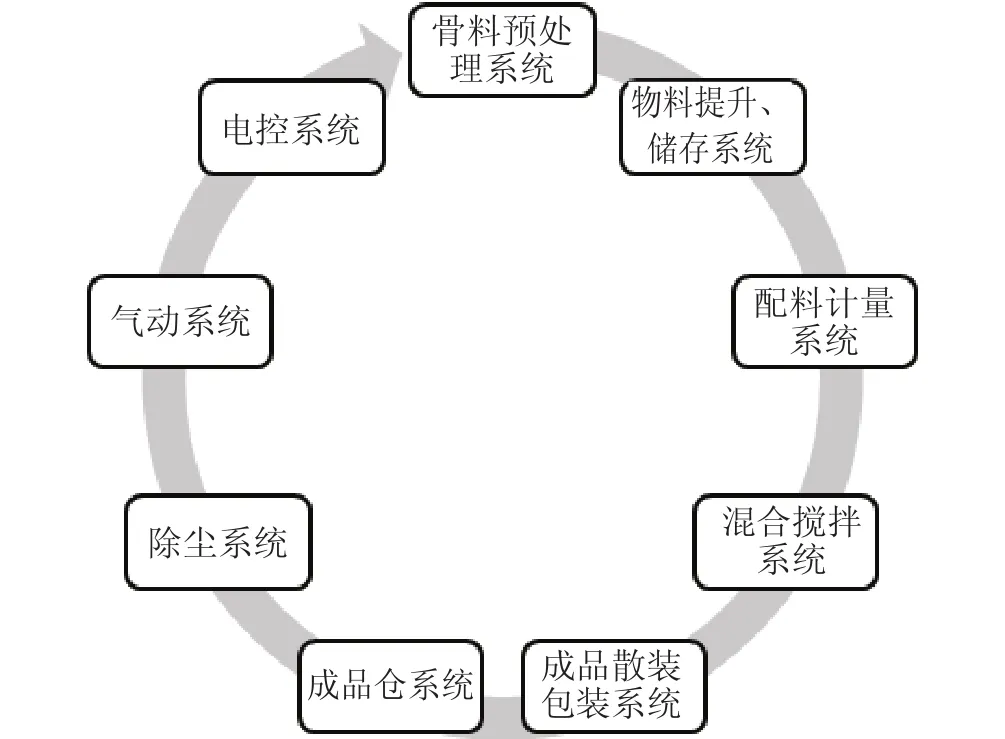
图1 干混砂浆生产工艺
1.1 骨料预处理系统
干混砂浆中骨料通常占到配料的 70%~80%,常用的骨料有河砂(天然砂)、机制砂(人工砂)、石英砂、尾矿砂等。干混砂浆对骨料的含水率、含泥量、颗粒级配有着严格的要求,要求含水率<0.5%,含泥量<3%,颗粒级配为0~5mm。
如果厂址所在地区河砂采购及运输方便,应采用河砂原砂,通过烘干系统烘干后进行初级筛分,去除筛上物后提升至骨料仓仓顶多级筛分机。如果厂址所在地砂源供应、燃料供应、建设场地有局限性且环保要求不允许时,应考虑采购成品砂。当购进筛分好的成品砂时,不同粒径的砂应分别堆放,使用时应进行初级筛分,去除运输及堆放过程中混入的杂物,然后提升并投入到相应的储料仓内储存。如果购进的是混合成品砂,需要进行初级筛分后去除杂物,将混合砂提升至骨料仓顶部多级筛分机。
1.2 骨料提升、储存系统
筛分好的成品砂采用提升机提升至仓顶分料器后进入到相应的骨料仓内储存。烘干后的河砂或混合成品砂通过提升机提升至仓顶多级筛分机,筛分分级后进入相应的骨料仓内储存。骨料仓设有相应的高低料位探测,探测信号同提升机进行联动,当储存仓物料缺料或满料时会发出报警信号并传递到终端处理器,控制物料提升或停止。
1.3 配料计量系统
在生产线设计中,针对不同种类和特性的物料从喂料设备、计量设备和自动化控制水平几方面保证配料计量精度。
(1)骨料配料计量时采用管道重力输送,通过蝶阀控制物料流量,并且计量称采用变过冲量控制技术,解决用量变化产生的过冲量变化问题,保证计量的准确性。
(2)水泥、粉煤灰配料计量时采用大螺旋输送机输送,螺旋输送机主要起到快速加料作用,并且计量称带有配料过冲量自动记忆功能,在生产过程中进行实时调节,保证计量的准确性。
(3)微量粉体外加剂配料计量时采用小流量双螺旋体积式喂料机,双螺杆设计具有自清洁功能,适用于流动性较差的粉状物料;配料过程变频控制,粗称高转速提高效率,精称低转速实现降低过冲量,最小可在 10L/h 的低流量下工作;保证流量稳定,实现均匀配料,降低误差。
1.4 混合搅拌系统
物料混合技术决定了干混砂浆品质和生产效率。高效搅拌技术,搅拌装置采用创新型双向犁刀式设计,搅拌叶片作圆周运动,砂浆被犁刀双向刀面分流,形成双向物料流,与周边搅拌叶片抛洒过来的砂浆形成强烈对流和剪切,砂浆轴向运动充分,混合效果好。布置在筒体上的飞刀装置高速旋转,进一步提高对流和剪切强度,强制打散抱团物料,提高混合匀质性和生产效率。主轴及飞刀均采用变频驱动控制,搅拌参数可变,物料适应性宽泛。并且飞刀装置可以自动控制启动时间,可以对小料进行精准搅拌并延长飞刀寿命。
1.5 成品散装和包装储存系统
混合搅拌均匀的干混砂浆可以采用袋装形式出厂,也可以采用散装形式出厂。散装运输与现场施工机具相结合,形成了科学的物流系统。
包装普通干混砂浆时,采用气吹阀口式包装机,包装速度快、效率高。它与称重显示仪及其它一些低压电器连接后,可实现双速给料定值控制、故障诊断和自动循环等功能。由于可编程控制器的程序是可以改变的,所以由称重显示仪和可编程控制器构成的称重控制系统有极好的适应能力,可以最大限度地满足用户不同的工艺要求,使系统运行在最佳状态。输出过程自动化程度高,可自动送料,自动计量,包装完毕的重袋经翻袋机构自动翻转后交由输送设备送出。
干混砂浆散装输送是国家推广物料散装化、干混砂浆机械化施工的必备条件。在干混砂浆工厂设计时应考虑散装功能。散装机应具有料位感应功能,可以实现智能放料装车、料满检测功能。
1.6 成品仓系统
成品仓作为干混砂浆站的一种独特的存在,因为干混砂浆易储存和可长期放置的特性,我们专门设置了这一个系统,它的存在解决了临时用料问题,用料时段不确定问题及成品料库存问题。通过这样一个系统,提高了工厂的供货及生产效率,降低了生产成本,使得工厂生产计划更容易制定,生产人员的安排更均衡。
1.7 除尘系统
节能减排,绿色发展是国家推动的重要发展方向。除尘装置在砂浆站中对减少粉尘排放有着积极而重要的作用。除尘器选用脉冲布袋除尘器,此系列袋式收尘器集合风机分室反吹和喷吹脉冲等诸类收尘器的优点,克服了分室反吹的动能强度不够的缺点,因而扩大了袋收尘器的使用范围,提高了收尘效率,延长了滤袋使用寿命。当收尘器过滤含尘气体一定时间后(或阻力达到预先设定值),清灰控制器就发信号,脉冲阀开启,以大于 5kg/cm2的压缩空气冲入净气室,清除滤袋上的粉尘。气箱式脉冲袋收尘器,是采用分箱式清灰的,清灰时,逐箱隔离、轮换进行。各除尘室的脉冲喷吹宽度和清灰周期,由清灰程序控制自动连续进行,从而保征了压缩空气清灰的效果,整个箱体设计利用了进口和进口总管结构,灰斗可延伸到进口总管下。使进入的含尘烟气直接进入已扩大的灰斗内达到预收尘的效果,且能去掉易出现堵塞的水平直管。所以,气箱脉冲袋收尘器不仅能处理一般浓度的含尘气体,且能处理达 1300g/m3的高浓度含尘气体。
1.8 气动系统
气动系统是由空压机、储气罐、输气管道及控制电磁阀等组成。空压机产生的气体储存在储气罐中,当压力达到设定压力后,空压机会自动停止工作,压力下降后会自动开启,补充压缩空气直至达到设定压力,通过电磁阀控制将压缩空气输送到个用气点。在干混砂浆生产线上气路控制点多、气量消耗较大,需要稳定且长期连续的压缩气体供应。在活塞式和螺杆式空压机中,我们优先选用效率和可靠性更高的螺杆式空压机,并且配套冷干机及精密过滤器,以期能够提供稳定清洁的压缩气体。
1.9 电控系统
电控系统采用先进的工控计算机+PLC+智能配料仪表控制模式,可实现全自动、手动控制,操作简单、可靠性高、扩展灵活,贯穿搅拌站日常管理、信息传递的需要,实现日常工作中数据的计算机网络化管理,确保数据的公正性、科学性和准确性与规范性,有效提高企业整体的运营效率和服务及时性。
2 结论
结合国内实际情况,通过合理工艺流程,采用先进的布局,设计出能生产高质量的干混砂浆的生产线。应用该设计工艺的生产线已经在国内多个城市建设完毕并投入生产,取得了良好效果。
猜你喜欢
再生资源与循环经济(2022年1期)2023-01-04
四川建材(2022年8期)2022-08-31
山西冶金(2022年3期)2022-08-03
昆钢科技(2022年2期)2022-07-08
昆钢科技(2022年1期)2022-04-19
环境卫生工程(2022年1期)2022-03-09
科技资讯(2019年12期)2019-07-08
中国资源综合利用(2017年1期)2018-01-22
自动化博览(2017年2期)2017-06-05
中国有色冶金(2015年1期)2015-03-07
