
冶炼厂天车设备常见故障的判断及检修
2019-04-15 05:45李艳兵
世界有色金属 2019年2期
李艳兵
(酒钢集团宏兴股份有限公司检修工程部炼轧检修作业区,甘肃 嘉峪关 735100)
冶炼厂一高线、二高线、大棒线工序天车主要负责原料钢坯卸料、上料,配合检修,成品卸料、装车等。由于厂房温度高,现场灰尘的侵蚀及天车作业频率高,启动频繁,其发生故障的频率也相对较高,当设备在线发生故障时,必须尽可能地缩短检修时间,以保证正常的生产节奏[1]。下图为设备出现故障检测流程图,要求检修人员具备较高的技能水平,加强日常维护,本人结合检修积累的经验,浅析一些常见电气故障的处理方法和日常检修注意事项[2]。
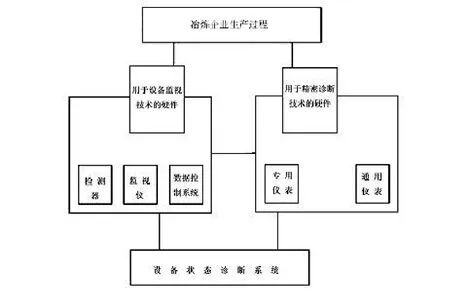
图1 冶炼厂设备故障检测流程图
1 冶炼厂天车的主要驱动设备及主要电器设备
(1)主要驱动设备:大车驱动电机2台、小车驱动电机1台、主付钩起升电机各1台。
(2)主要电器设备:联动操作台、保护柜、限位开关和安全开关、电阻器、制动器。
2 常见故障现象及原因
(1)保护盘主接触器不能吸合:原因①检查线路中有无电压;②各控制器是否在零位或连线断;③保险丝是否熔断;④启动按钮、紧急开关闭合可能不好;⑤过电流常闭触点闭合不好;⑥各舱门开关、安全门开关闭合不好;⑦线圈损坏或连线断;⑧活动磁铁卡住,检查处理。
(2)主接触器吸合后不能自保:原因①主接触器辅助触点闭合不严或连线断,调整辅助触点,检查线断点;②大车小车方向连锁点或限位同时断开,逐段查线[3]。
(3)小车(大车)只能单方向运行:原因①限位故障或有断线处,应检查小车(大车)的限位开关接触是否良好及连线处是否有断线;②检查凸轮控制器左右互锁点运动方向的触点是否接触不良。
(4)小车(大车)行走时发出比较大的异响声:原因①小车转子缺相,检查小车的转子接线部分,碳刷、电阻箱、线路是否正常;②电源缺相,检查控制小车凸轮控制器、电机接线确定定子回路电源是否正常。
(5)不能升(降):原因包括:①检测凸轮控制器内部结构件的接触是否优良;②检测电动转子连接是否有中段情况,转子碳刷连接性能;③测试向上限位开关状态,检查是否符合天车工作;④检测接触器与电机接线盒是否存在定子缺相。
(6)升降不同步:原因①升降切换接触器可能不同步,检查时间继电器间隔时间进行调整;②检查升降抱闸动作是否正常。
(7)上升(下降)接触器不吸合:原因①限位或连线断,检查限位查找线路断点;②控制器内上升(下降)触点接触不良,检查触点;③上升(下降)接触器辅助常闭触点不通,检查调整触点;④线圈损坏或无电压,检查线圈及线路电压是否正常。
(8)天车接触器发生异常响声:①其原因为线圈载重过高,对接触点的压力进行测试;②若天车设备使用的自动调整系统有卡顿现象,监测磁力控制系统,排除卡顿现象;③天车接触器内部线路出现烧灼或表面有污染物情况,需要清除污染物。
3 日常维护注意事项
冶炼厂常用电气设备因其使用频率较高,所以设备使用期限一直是企业需要关注的问题,若想将电气设备使用期限延长,需要做到如下几点,第一,将冶炼厂常用设备内部定期进行清理,检查电气控制柜的密封性,在设备检查过程中如果发现接触器、电阻器及控制内部存在附着物或灰尘,这样做可以有效预防设备内部电路发生短路或漏电的风险;若钢制机械件滑轨发生腐蚀现象出现锈蚀物,需要进行及时清理,确保电路可以顺畅通上电[4-6]。第二,在设备维修期限内,及时更换刀架、滑刀,一定保证刀的支架、电动滑刀的各组成部分使用性能良好;不定期的检验设备接触头磨损情况、凸轮控制器是否需要更换等等,若存在安全隐患需要及时维修或更换;冶金天车设备电刷与电机接触状态如何,重视观察天车的电磁开关、电动机、继电器、接触器等在运行时声音,根据设备发出声音判定其是否发生故障,另外,天车设备各零件需要定期进行紧固,一旦发生松动情况,易损坏设备并发生工作失灵现象。
4 结语
金属冶炼用天车设备存在的问题较多,而该设备与企业发展又密不可分,设备的线路质量对天车设备有重要意义,所以,确保天车设备的良好运行,熟悉冶炼厂天车设备线路故障的检修步骤及检测方法,还应该积极改进设备线路维修措施,使天车设备的电气线路可以稳定使用,降低生产时发生事故概率。
猜你喜欢
软件(2021年3期)2021-08-17
有色设备(2021年4期)2021-03-16
东北大学学报(自然科学版)(2020年12期)2020-12-18
汽车维护与修理(2019年11期)2019-12-03
电子制作(2019年7期)2019-04-25
山东工业技术(2018年21期)2018-12-07
电子制作(2018年13期)2018-07-27
中国有色冶金(2015年5期)2015-01-28
中国有色冶金(2015年5期)2015-01-28
中国有色冶金(2015年5期)2015-01-28
