锡林总齿数对精梳条及成纱质量的影响
2019-04-10 09:21:52豆孝坤任家智冯清国陈宇恒
棉纺织技术 2019年4期
豆孝坤 薛 庆 任家智 冯清国 陈宇恒
[1.中原工学院,河南郑州,450007;2.金轮针布(江苏)有限公司,江苏南通,226143]
锡林是精梳机的主要梳理元件,它与顶梳一起完成排除棉卷中短绒、棉结和杂质的任务,并提高纤维伸直度、平行度、分离度[1-2]。锡林总齿数是影响精梳质量及成纱质量的重要参数。如果锡林总齿数过少,纤维丛不能被充分梳理,会使精梳质量及成纱质量较差。如果锡林总齿数过多或过密,梳理时针齿不能完全穿透棉层,会造成纤维漏梳,也会导致精梳质量及成纱质量恶化[3-4]。在精梳锡林总齿数设计方面,有学者提出根据所纺纱线的线密度给出锡林总齿数的范围[5];也有人建议根据纱线的质量要求,确定锡林总齿数的范围[6-7]。但对精梳锡林总齿数与精梳质量及成纱质量的关系缺少系统的试验研究与分析。
本文设计了锡林总齿数级差基本相同的5种规格的锡林,在精梳及纺纱工艺参数相同的条件下利用长绒棉进行纺纱试验,对精梳及成纱质量指标进行系统测试、对比与分析,以取得长绒棉精梳时锡林总齿数的最佳值。
1 理论分析
在棉纺精梳机上,锡林对棉层的梳理方式是钳板握持棉丛的尾端,锡林针齿快速地刺入棉层头端,纤维由针齿顶部快速滑入针齿根部;锡林转动,纤维被锡林针齿梳理,使纤维分离、伸直、平行。短绒、棉结、杂质等嵌入锡林针齿内,由高速回转的毛刷将其清除。
精梳锡林对棉卷梳理的强度可用梳理度表示。棉卷中每根纤维从开始梳理到被完全分离所受到锡林梳理的总针齿数称为锡林的梳理度。当棉层中的每一根纤维受到1个锡林针齿梳理时,锡林的梳理度为1。锡林对喂入棉层的梳理度可用公式(1)表示[8-9]:

(1)
式中:C为精梳锡林的梳理度(齿/每根纤维),Z为锡林表面的总齿数(齿),A为给棉长度(mm),a精梳落棉率(%),Ty为小卷线密度(tex),Tx为纤维线密度(tex),B为分离隔距(mm)。当采用前进给棉时取“-”号,当采用后退给棉时取“+”号。
由公式(1)可知,锡林对棉层的梳理度C与锡林表面的总齿数Z呈正比。因此锡林表面总齿数越多,锡林梳理度越大,锡林对棉丛的梳理效果越好。因此梳理度就是反映锡林对纤维的梳理强度的指标。但锡林齿密过大或棉层过厚时,锡林梳理时棉层难以被针齿穿透,除去短绒、棉结及杂质的效果减弱,对纤维伸直度、平行度及分离度的改善效果也会变差。另外,锡林总齿数过多,致使针齿间纤维通道过小,纤维通过时针齿对纤维的挤压力过大,纤维在针齿间滑动时易损伤纤维。在实际生产中,需采用试验的方法根据精梳质量及成纱质量确定合适的锡林总齿数Z。
2 试验部分
2.1 试验方案
采用90°锯齿整体锡林,均采用5组齿片(即均为5分割)。锡林总齿数分5种试验方案,5种方案锡林针齿总数的级差相近,见表1。在纺纱原料及纺纱工艺参数相同的条件下进行精梳及纺纱试验,并对其精梳及成纱质量指标进行测试分析,选出梳理效果最优的锡林总齿数设计方案。根据棉卷定量、纤维线密度及相关工艺参数,利用公式(1)计算得到每种方案所对应的梳理度值,见表1。
表1锡林总齿数试验方案

方案锡林总齿数/齿梳理度/齿·每根纤维-1方案1方案2方案3方案4方案525 55029 28433 68537 18041 2940.2460.2820.3250.3580.398
2.2 精梳棉卷质量指标
本次试验原料采用100%新疆长绒棉,精梳小卷定量为6.6×104tex(66 g/m),棉纤维线密度为0.136 tex。利用USTER AFIS PRO 2型测试仪测试得到精梳棉卷的总棉结86粒/g,纤维棉结78粒/g,总杂质45粒/g,上四分位长度38.9 mm,16 mm以下重量和根数短绒率分别为8.4%和25.8%。
2.3 精梳工艺参数及纺纱工艺流程
精梳机主要工艺参数:锡林定位37 分度,速度330钳次/min,落棉隔距10 mm,搭接刻度+0.5,给棉方式为前进给棉,给棉长度5.2 mm,顶梳齿密30根/cm,顶梳插入深度为0。落棉隔距为10 mm时所对应的分离隔距B为24 mm。

2.4 测试仪器
利用USTER AFIS PRO 2型测试仪测试精梳条棉结、杂质含量、纤维长度分布以及16 mm短纤维含量;利用USTER型条干仪,测试精梳条条干均匀度以及成纱条干、成纱棉结(+200%)、千米粗节(+50%)和千米细节(-50%)含量;利用YG063T型全自动单纱强力仪,测试成纱断裂强度;利用YG172型纱线毛羽测试仪测试成纱毛羽。
3 试验结果与分析
3.1 精梳条的质量分析
使用相同精梳棉卷,在JSFA588X型精梳机上,按照表1的试验方案及精梳工艺参数进行精梳加工,测得精梳条的质量指标如表2。
表2精梳条质量指标测试结果

方案总棉结/粒·g-1纤维棉结/粒·g-1总杂质/粒·g-1纤维上四分位长度/mm短绒率/%重量 根数落棉率/%精梳条条干CV/%方案1方案2方案3方案4方案528262322232625222122181597739.139.339.539.839.55.55.35.14.74.914.814.013.012.513.111.8711.8512.1911.9312.064.184.003.883.744.17
由精梳棉卷质量指标值及表2中精梳条质量指标值可算出精梳过程中棉结、杂质和16 mm重量及根数短纤维排除率的变化趋势,分别见图1及图2。

图1 精梳条棉结和杂质排除率

图2 精梳条16 mm短纤维排除率
3.1.1 棉结、杂质的排除情况
由图1可知:其他工艺参数不变时,精梳锡林对棉结的排除率随着锡林总齿数的增加而增加,当锡林总齿数增加至37 180齿(方案4)时棉结排除率为最大,之后随锡林总齿数的增加而减小。精梳锡林对杂质的排除率随着锡林总齿数的增加而迅速增大,锡林总齿数增加至37 180齿(方案4)时到达最大值;产生此种现象的原因是:当锡林针齿密度过大时,会使锡林后排针齿不能完全刺入棉层而产生漏梳。
3.1.2 短绒排除及纤维损伤情况
由图2可知:精梳锡林对16 mm重量和根数短纤维排除率随着锡林总齿数的增加而增大,当锡林总齿数增加至37 180齿(方案4)时棉结排除率为最大,之后随锡林总齿数的增加而减小。这种现象产生的原因:第一,锡林针齿过密时,梳理过程中针齿不能完全穿透棉层,产生漏梳,锡林对短纤排除率下降;第二,锡林齿密过密,使针齿间纤维通道较小,纤维通过时产生挤压力增大,使纤维损伤增多。
3.1.3 棉纤维上四分位长度变化
由表2可知:第一,棉纤维的上四分位长度随着锡林总齿数的增加而增大,当锡林总齿数增加至37 180齿(方案4)时棉纤维四分位长度为最大,这主要是因为锡林针齿的增加对短纤维的排除率提高,使精梳条中的短纤维含量减少。第二,方案5与方案4相比纤维的上四分位长度减小,这是由于针齿密度过大时发生漏梳及产生纤维损伤所致。
3.2 成纱质量分析
在纺纱工艺流程及工艺参数相同的条件下,使用以上5种试验方案的精梳条进行纺纱试验,测试成纱质量指标如表3所示。
表3成纱质量指标测试结果

方案细节/个·km-1粗节/个·km-1棉结/个·km-1条干CV值/%毛羽指数H断裂强度/cN·tex-1方案1方案2方案3方案4方案57.26.46.75.88.086.686.783.282.587.3104.4101.296.690.6105.514.6014.8314.6314.5314.973.213.053.032.833.0721.221.622.522.622.4
为了讨论问题方便,通常把成纱-50%细节、+50%粗节及+200%棉结三者之和称为成纱的IPI值,IPI值越小时,成纱质量越好。由表3成纱质量得到的成纱IPI值见图3。
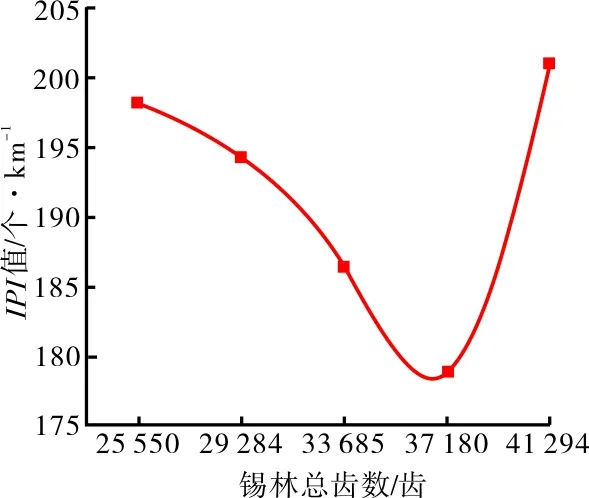
图3 成纱IPI值与锡林总齿数关系
由表3及图3可知:成纱的千米棉结及IPI值随着锡林总齿数的增加而减小,在37 180齿(方案4)时为最小,之后随着锡林齿总数的增大而增大,具有明显的规律性;与方案5相比,方案4成纱的IPI值减少11%,千米棉结减少14.1%。成纱的千米细节、千米粗节也是方案4为最小;方案4与方案5相比,成纱千米细节减少了27.5%。
由表3可知:随着锡林总齿数的增加,成纱条干CV值没有明显规律性,而断裂强度先增大再减小,但整体变化幅度较小,且在37 180齿时成纱条干CV值最小,成纱的断裂强度值最大。
由表3可知:成纱的毛羽指数随着锡林总齿数的增加而减少,在37 180齿(方案4)时为最小,之后又随锡林总齿数的增加而增大,具有明显的规律性;产生这种现象的原因是由于成纱毛羽指数的随短绒含量增加而增大的缘故。另外,与方案4(37 180齿)相比,方案5(41 294齿)成纱毛羽指数增大了8.5%。
4 结论
(1)在棉纺精梳机上,增加锡林总齿数可增大锡林梳理度,提高精梳机排除短绒、棉结及杂质的能力,改善纤维分离度、伸直度及平行度,提高精梳质量及成纱质量。但锡林总齿数过多,会造成漏梳及造成纤维损伤,从而使精梳质量及成纱质量恶化。
(2)精梳过程中锡林对棉结、杂质及短绒的排除率随着精梳锡林总齿数的增加而增大,到达最大值后随着锡林总齿数的增加而减少,并在锡林总齿数为37 180齿时达到最大值,呈现明显的规律性。
(3)成纱千米棉结、IPI值及毛羽指数随着锡林总齿数的增加而减小,到达最小后随着锡林总齿数的增加而增大,并在锡林总齿数为37 180齿时达到最小值,呈现明显的规律性。在锡林总齿数为37 180齿时,成纱常条干CV值为最小,成纱强度为最大。
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27 06:52:38
棉纺织技术(2022年5期)2022-05-18 09:44:32
毛纺科技(2021年8期)2021-10-14 06:51:34
东坡赤壁诗词(2020年5期)2020-11-06 07:33:43
福建基础教育研究(2020年3期)2020-05-28 08:39:55
纺织器材(2020年1期)2020-03-24 09:14:34
机械工程与自动化(2020年1期)2020-03-22 03:30:14
棉纺织技术(2019年10期)2019-10-22 10:55:40
国际纺织导报(2019年2期)2019-05-30 07:31:48
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16 10:57:34