
转K6型摇枕A部位裂纹成因的调查与分析
2019-04-08 03:06:24王亮,周全
铸造设备与工艺 2019年1期
王 亮,周 全
(1.晋西装备制造有限责任公司,山西太原 030027;2.太原机车车辆监造项目部,山西太原 030027)
铸钢摇枕、侧架是铁路货车走行部的重要零件,其产品质量直接关系到铁路货车的行车安全,为此,铁道行业及中国铁路总公司(原铁道部)对该产品的制造、检验等都有明确要求。
某摇枕、侧架生产企业2018年7月份生产的一个冶炼炉次的12件转K6型摇枕在热处理后的探伤过程中发现其中5件A部位存在长度不等的横向裂纹,最长的约200 mm,清除干净后裂纹深度最深达20 mm(该部位图纸要求壁厚为36 mm),见图1,缺陷程度较为严重。
该企业是一家专业生产厂,有着多年的摇枕、侧架生产经验,出现如此严重的质量问题实属罕见。随后,产品监造部门会同企业一同对此事展开了全面调查。
1 裂纹成因调查
首先查阅了该冶炼炉次的冶炼、浇注、探伤、检验等重要记录,均未发现异常;该冶炼炉次的化学成分(表1)、力学性能(表2)经检测符合铁道行业标准要求;化学成分中的残余元素总量也在标准范围内,有害元素含量也未见异常;金相组织为正火4级,晶粒度为8级,非金属夹杂物为Ⅲ型细系2级,均符合铁道行业标准要求。

图1 清除干净后的摇枕A部位横裂纹

表1 该冶炼炉次的化学成分(质量分数,%)

表2 该冶炼炉次的力学性能
铸造经验表明,该炉产品一定是生产过程中某个环节出现了纰漏,要么是对生产中出现的异常情况未进行记录,要么操作者和检验人员对异常现象缺乏认知而没记录。在随后的生产过程调查中证实了这一推断。
检查浇注工序时,发现浇注完的一箱摇枕(2289#和02290#)浇注异常,大量钢水溢出箱体表面,造成大面积粘箱,见图2.这很有可能是造成摇枕A部位裂纹的重要因素。

图2 浇注溢钢水造成大面积粘箱
为了证实上述推断,查找摇枕A部位裂纹产生的原因,随后对2289#和2290#两件摇枕进行了一系列跟踪分析。
清砂后,2290#摇枕两端A部位均存在目视可见裂纹。图3为2290#摇枕其中一端A部位的横向裂纹,长度约100 mm.
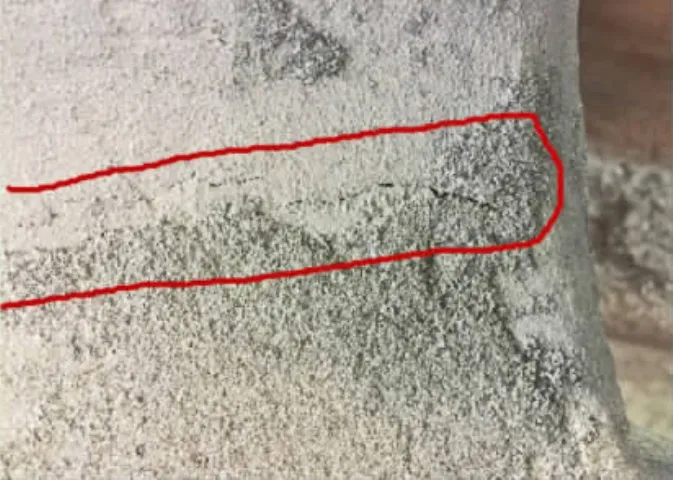
图3 2290#摇枕A部位清砂后目视可见裂纹
将铸件表面打磨干净,进行荧光磁粉探伤检查,2289#和2290#摇枕A部位均存在横向裂纹。其中最长的一条横向裂纹长度约110 mm,见图4.
热处理后对这两件摇枕再次进行了荧光磁粉探伤检查,发现裂纹长度没有扩展。
最后又对2290#摇枕A部位110 mm长的横向裂纹进行了断口分析,见图5.
图5是用压力机将裂纹处“掰开”后看到的裂纹断面情况(由于压力机压力不够大,将铸件裂纹背面铣了一条深度约15 mm的凹槽)。从断面上看,裂纹深度超过5 mm,最深处达10 mm,而且还存在三个直径约2 mm、深度超过10 mm的气孔。

图4 2290#摇枕荧光粉探伤A部位显示的裂纹
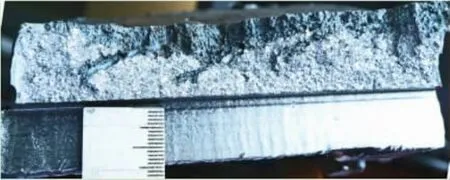
图5 2290#摇枕A部位断口
2 裂纹成因分析
该摇枕、侧架生产企业采用酯硬化水玻璃砂造型工艺,摇枕、侧架材质为B+级铸钢,摇枕内浇口开设在摇枕两端的A部位侧面。下面从应力理论和强度理论两方面对摇枕A部位裂纹进行分析。
2.1 应力分析
摇枕属于箱体结构铸件,其壁厚差异较大,最厚处为45 mm,最薄处仅14 mm,因此铸件凝固收缩时,各部位的冷却速度不同,造成同一时刻收缩量不同,因此铸件内彼此相互制约便产生热应力。同时,铸件由于固态相变,各部分体积发生不均衡变化又将产生相变应力。
从B+级钢材料技术条件得知,正常浇注温度下,其自由线收缩约为2%,体收缩约为8%左右。铸件在固态收缩时,因受到铸型,型芯,浇冒口,箱挡及铸件本身结构阻碍收缩从而引起机械阻碍应力。
热应力、相变应力和机械阻碍应力的矢量和超出材料的屈服极限时,铸件将产生变形,超出强度极限时,铸件将产生裂纹。
铸造工艺设计时,一般都会考虑这三种应力的影响,并采取了相应的工艺措施,例如:通过局部放置激冷砂或冷铁,改变其凝固顺序,来减少铸件的热应力;通过增加型、芯的退让性来减小铸件的机械阻碍应力。
浇注过程中出现的大面积粘箱现象,粘箱金属通过铸件出气口和冒口与铸件连为一体,改变了“产品结构”,也改变了原有工艺设计,增加了铸件的热应力。由于粘箱金属暴露在空气中,快于铸件凝固并收缩,当铸件开始凝固收缩时,粘箱金属已凝固收缩完毕,通过出气口、冒口的连接,将大大增加铸件的收缩阻力,使铸件的机械阻碍应力显著增加,这是造成摇枕A部位横向裂纹的主要原因之一。
2.2 强度分析
由于摇枕工艺设计将内浇口引入位置设置在摇枕两端的A部位侧面,使得该部位铸型因钢水流经此处而被长时间加热,此部位铸件几乎最后凝固,且冷却较慢,在铸件冷却、收缩过程中该部位强度始终最低。
从图4裂纹断面上还发现存在三个直径约2mm、深度超过10 mm的气孔,减小了铸件该截面的有效面积,降低了铸件该部位的强度。
3 结论
浇注过程中造成的大面积粘箱,增加了铸件的热应力和机械阻碍应力,显著增加铸件的裂纹倾向,内浇口位置从摇枕A部位引入,使得该部位凝固收缩时强度最低,气孔的出现进一步降低该部位的强度,从而引发摇枕在该部位开裂。
目前,该摇枕、侧架生产企业已将浇注时钢水溢出造成的大面积粘箱识别为异常点,严控浇注质量,对大面积粘箱的摇枕进行报废处理。为了进一步提高摇枕的产品质量,已采用优质的注口砖及塞头,以减少浇注过程中因钢水包关不严造成的大面积粘箱,并开始研究改变摇枕内浇口的引入位置。
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21 08:56:56
山东冶金(2019年2期)2019-05-11 09:12:16
纺织科学研究(2017年4期)2017-05-17 04:00:07
当代工人(2016年11期)2016-07-19 23:25:52
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:02
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:33
中国医疗美容(2015年5期)2015-02-03 03:01:52
中国中医药现代远程教育(2014年21期)2014-03-01 04:32:08
原子能科学技术(2014年1期)2014-02-28 22:16:54
河南科技(2014年18期)2014-02-27 14:14:48
