
基于熔融沉积技术的汽轮机叶片熔模铸造生产
2019-04-04 00:54刘艳波
科学与财富 2019年5期
刘艳波
摘 要:汽轮机属于旋转型的蒸汽动力装置,高压高温的蒸汽穿透汽轮机固定喷嘴处后,会被转变为速度极快的气流,直接喷射到叶片上,推动转子旋转,向外做功。火力发电厂中的汽轮机是核心设备,这种设备在船舶动力装置、化学工业以及冶金工业中也被有效使用。考虑到其叶片的重要功能,在生产时,必须重视生产质量与效率,现探讨熔融沉积技术在熔模过程中的重要意义。
关键词:熔融沉积技术;汽轮机;叶片;熔模铸造
现代工业生产活动需要有汽轮机设备的支持,在加工制造汽轮机的叶片时,必须要关注熔融沉积技术的使用情况,确保叶片的质量,使用传统的熔模铸造技术需要消耗较长的设计周期,同时还要进行反复验证,整体成本比较高,而新型熔融沉积技术可以辅助叶片生产,简化加工过程的同时,还可确保汽轮机叶片的标准性与一致性,现分析技术应用建议。
1 熔融沉积技术概述
燃气轮机是现代制造业的“动力之源”,其中的涡轮高温叶片则是燃气轮机的核心部件之一。叶片在高温、高速、高应力和高腐蚀的环境下工作,对组织性能和加工质量要求极高。其结构复杂,制造难度大,目前多采用熔模铸造技术来制作。燃气轮机叶片升级换代快。如何快速制造新型叶片样件成了摆在铸造工作者面前的重要任务。采用熔融沉积技术(FDM)打印ABS材质作为零件模样、粘接蜡质浇冒系统模样,制造型壳,获得了合格叶片铸件。
快速原型技术( Rapid prototyping pechnology,RPT)是利用“离散/堆积”的原理,逐层堆积成型零件或产品的原型。与“减材制造”相对应,快速成型技术又被稱为“增材制造”。它基于材料的堆积,集机械工程、三维扫描、分层制造技术、材料科学等于一身,将设计思想转变为具有一定功能的原型或直接制造零件,从而为零件原型制作、新设计思想的校验等方面提供了一种高效低成本的实现手段。
熔融沉积技术(Fused deposition modeling,FDM)作为快速成型工艺的一种,其过程中无需专门的工装夹具,从CAD数字模型到获得相应的原型或零件,仅需数小时或数十小时。FDM工艺多采用ABS丝材,成型温度通常为80~120℃。与其他的RPT工艺相比,FDM工艺不依赖于激光技术,其成型设备结构简单,维护方便,并且是目前RTP设备中价格最低,其使用的ABS丝材的成本低,易于储存和更换,对环境无污染。
2 快速熔模铸造生产活动分析
2.1 生产ABS模样
首先应当结合叶片设计图纸,将其三维造型完整地设计出来。确定叶片的各种设计参数,使用UG软件,对汽轮机的叶片展开数字化模拟工作,设计三维模型时,必须要对原来的叶片进行简化,可以减去一些构件,将叶身内形取消,另外气模孔、隔肋、扰流柱等细部结构也可被省略。形成叶片的模型之后,将其进行格式转换,转变为新的STL格式。
使用3D打印机将ABS模样完整地打印,确定打印出的模型能够满足建模尺寸设置要求。输入格式为STL的文件,使用专用型的分层模块达到分层优化的目的,确定定点、面与边的数量。在实际的工作中,需对原来的支撑材质以及打印路径展开优化。制定打印方案之后,选出最合适的打印方案,选定不同打印方案的基本指标为打印效果与使用的支撑方式。
展开打印活动时,叶片模型材料的温度经测定为312℃,支撑材料的温度数值为312℃,层厚度尺寸为0.254mm,壁厚度数值为0.914mm。打印时间大约为2.5h,之后即可获取ABS模样。
2.2 制作蜡模组
完成模样生产工作之后,可继续制造蜡模组。针对叶片的具体特点来设计铸造工艺方案。浇筑系统型式极其明显,主要由分配直浇道、横浇道以及浇口杯共同构成。为了避免拉模组出现变形的问题,应当增加拉筋,辅助制作拉模的工作。运用瞬态热分析技术手段与相应的系统结构,可使热场耦合技术手段也发挥效用,展开有限元模拟活动,对浇冒系统的应用合理性进行考察,控制应力与锁孔缺陷带去的影响,形成科学的模组设计铸造工艺技术手段。
结合工艺方案,蜡模浇筑工作不能出现差错,否则加工叶片的工作会被延误。进行浇筑工作时,应当使用商业蜡,在110到150℃的条件对蜡料进行保温处理工作,同时还必须配合搅拌处理。在54到70℃的温度条件下,确定保温时间已经达到了24小时之后,可启动压制浇筑装置,蜡模室温范围为18到25℃,湿度在30%到70%。粘结蜡质浇筑系统与ABS模板。
2.3 制作型壳
在最后的加工环节中,需要完成型壳制作工作。结合试剂数据,对熔模铸造过程中应用的涂料配方展开调整,使型壳保持比较高的膨胀率,完成脱蜡与脱ABS壳工作时,需确认型壳是否出现了破裂与微变形的问题,使型壳保持完整。
设置工艺参数时,必须要关注会对叶片产生重要影响的关键参数,对挂砂的过程进行有效控制,调整加工环境的温湿度,确保干燥工作间与制壳工作间的湿度与温度均能够达到标准,对工作间的风速展开严格监控,在干燥控制环节中,应当重点控制干燥温度。
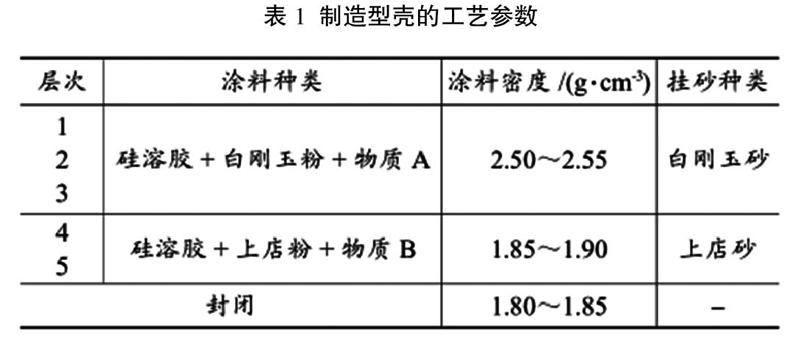
一共挂砂五层半,配方部分参数见表1。
脱蜡和脱ABS。首先在DN型蒸汽脱蜡釜中脱蜡,温度152℃,时间6min。然后按照制订的工艺路线在焙烧炉中脱ABS,获得了完整的型壳。叶片产品。浇注前再次焙烧。采用手抬包浇注。浇注金属后,冷却180min脱壳。
完成前期熔融沉积处理工作后,需对产品的细节部位进行加工与改进,确保产品与设计图保持一致。
首次采用FDM打印的ABS模样粘接蜡质的浇注系统的快速熔模铸造技术,生产了汽轮机叶片,为企业创造了新的经济增长点。3D打印技术在铸造方面的应用越来越广泛,铸造企业必须抓紧时机,结合自己的现有条件,迎头赶上。
3 结束语
燃气轮机在工业生产活动中的使用率比较高,其叶片作为核心部件,必须被严谨对待,叶片的运行环境存在高腐蚀性、高速以及高温的特点,因此叶片在加工质量与组织性能方面的要求必须被满足。考虑到叶片具有的复杂结合,技术人员对原来的熔模铸造技术进行了改进,结合叶片部件升级换代速度快的特点,发挥了熔融沉积技术的作用。提升了汽轮机叶片的整体合格率。
参考文献
[1]谯攀,傅骏,贾定磊,陈浩,冯姗,杨霞.基于快速成型技术和熔模铸造的金属材质工艺品铸造实践.热加工工艺,2017(17),127-129.
[2]傅骏,蔺虹宾,周棣华,殷国富.基于3d打印的艺术品模具快速熔模铸造实践.热加工工艺,2016(13),99-100.
[3]何建,曾洪,伍林,杨功显.熔模铸造空心叶片用陶瓷型芯浆料分析.东方汽轮机,2016(2),32-35.
猜你喜欢
天天爱科学(2022年12期)2022-11-10
装备制造技术(2020年1期)2020-12-25
中成药(2018年11期)2018-11-24
广西电力(2016年4期)2016-07-10
工业设计(2016年4期)2016-05-04
凿岩机械气动工具(2015年3期)2015-11-11
航空学报(2015年4期)2015-05-07
机电信息(2015年6期)2015-02-27
机械制造与自动化(2014年1期)2014-03-01
河南科技(2014年24期)2014-02-27
