金刚石锯片在石材切割中如何做到更薄、更多、更大
2019-04-02 08:16张云才李仁德
超硬材料工程 2019年1期
张云才,李仁德,胡 欢
(黑旋风锯业股份有限公司,湖北 宜昌 443005)
1 石材行业面临的政策环境和主要发展方向
1.1 面临的环境和机遇[1]
“十三五”时期是我国全面建成小康社会的决胜阶段,在这一阶段,我们要树立创新、协调、绿色、开放、共享的发展理念,将创新作为行业发展的第一动力,以此推进经济社会平衡协调发展,使整个社会先进制造业加快发展,新产业新业态不断成长,服务业比重进一步上升,消费对经济增长贡献明显加大。为加强供给侧结构性改革,推进生产方式和生活方式绿色、低碳化,加快开发新技术、新产品,开拓新的市场,增加高技术含量的产品,提升产业或产品的附加值,将激发出新的、潜在的市场需求,石材行业必须主动适应新形势新要求。
“十三五”是工业转型发展的重要时期。加快推进工业绿色发展,紧紧围绕资源能源利用效率和清洁生产水平提升,以传统工业绿色化改造为重点,以绿色科技创新为支撑,以法规标准制度建设为保障,实施绿色制造工程,加快构建绿色制造体系,推动绿色产品、绿色工厂、绿色园区和绿色供应链全面发展,为石材产业绿色化发展指明了方向。构建新业态是传统产业转型升级重要任务,其中生产性服务业将成为中国工业由大变强的重要途径。除了实现产品创新升级、提质增效外,还要延伸产业链、拓展产品附加值,推进“互联网+”,促进生产性服务业与加工制造业融合发展,生产性服务业将成为石材行业新业态构建的重要内容。
我国正处于新型工业化、信息化、城镇化、国际化的“新四化”及全面实现小康社会的关键时期,城镇基础设施建设、房地产建设持续推进,带动城镇全社会房屋和基础设施建设投资保持较大规模,为石材工业发展提供了持续稳定的市场空间。工业化和信息化的融合发展,将改变原有产业的生产技术路线、商业模式,推动产业间的融合,新技术、新产品和服务不断开发应用,蕴育石材工业创新发展的新空间。国家实施“一带一路”、长江经济带、京津冀协同发展等发展战略,为石材行业扩大国际国内贸易、产业布局调整、上下游产业融合发展创造了有利条件。
1.2 石材行业主要发展方向
(1)推动石材资源的有序开发、集约化发展,建设绿色矿山。
规范矿山开采,集约化开发,提高矿产资源综合利用水平;优化矿山开采技术工艺方案,加快矿山装备工具技术改造与升级;加强矿山废石综合利用,推进石材产业与砂石骨料产业融合发展。
(2)石材清洁生产加工。
加大环保设备投人和工厂作业线的改造,提升产业技术,由传统的“大量生产、大量消费、大量废弃”的粗放加工模式方向逐渐转向以通过以连续加工生产线、通过集成化和自动化为特征的绿色环保车间加工的发展方向。
(3)石材制品进家装市场。
进一步提高石材产品加工精度,提高产品质量和档次。大力发展石材异形产品、石雕石刻、石材马赛克、拼花等精深加工、高附加值产品。积极发展复合板、装饰保温一体化石材板、薄板及超薄复合板、石材建筑构件等多功能型产品,有序推进人造石制品发展。加强石材产品标准化工作研究与标准化产品开发,努力开拓石材家庭装修市场。
(4)石材加工机械装备向高效、自动化、低能耗、绿色环保的高端化方向发展。
石材加工机械装备需要由传统的粗放式向精益化的高端机械加工装备方向发展。数控技术可较大程度提升石材加工设备的运行精度,提高石材原料的利用率和设备的加工效率。因此,基于生产工艺优化技术的自动化控制系统的研发将是实现我国石材行业健康可持续发展、进一步提升国际国内市场竞争力的必由之路。中国石材协会分析认为[2],“随着复合加工技术研究的深人,向构件简约化、结构紧凑化、配置模块化和部件商品化方向发展是石材数控加工设备的发展趋势”。
未来,我国石材加工装备制造业将形成既有为适合于多品种、单件小批量生产条件的全功能性数控加工中心,也有为适合于大批量生产、提高生产效率的专用型数控加工设备的格局。从整体上看,高效、自动化、低能耗、绿色环保将是我国未来石材加工装备的发展主题。
2 金刚石圆盘锯在切割加工领域的地位作用
金刚石圆锯片已广泛应用于石材加工业。传统石材加工主要涉及矿山荒料的开采、石材板材的切割、异形石材制品的加工等,石材加工方式涉及到圆盘锯、沙锯、绳锯、框架锯、链臂锯等,其分别在不同的切割领域都以各自的特点而有所表现,但圆盘锯具有的切割效率高、加工成本低、对金刚石刀头的依赖小、满足不同场合或切割对象加工需求的适应性强等优势,使得圆盘锯在硬脆材料的切割加工领域仍能独领风骚。也正是以圆盘锯为代表的工具进步,带来了石材开采及加工的彻底革命,同时带来从锯机到石材产品这一产业链中各个流程的固化和标准化,使得更具性价比优势的石材制品逐步替代传统陶瓷板材的前景良好。圆盘锯中最为核心的金刚石圆锯片在传统石材切割中继续发挥着不可替代的独特作用,发展前景总体方向是向着产品厚度逾趋减薄(简称更薄)、以不同方式进行组合的片体更多(简称更多)、满足大板切割需要的产品直径更大(简称更大)的方向快速发展。在圆盘锯和框架锯、绳锯、传统沙锯等方式(质量、效率、成本等)的加工较量中,尤其在硬质石材(诸如花岗岩等)方面,继续发挥着引领作用。
更薄是指在薄型化方面,在目前市场行情不景气的背景下,石材的切割加工进入了以成本为竞争核心的时代,通过锯片的进一步减薄来提高成材率,降低加工成本。
更多是指组合切割锯片分为宝塔形组合和单/双规格多片组这两种主要形式,当下,多规格塔形的组合级别逐渐增多,单/双规格多片组的装片量也大幅提高,进一步提高了切割效率。
更大是指在大型化方面,通过金刚石锯片的进一步大型化,从锯机结构、切割工艺以及锯片几个方面的研究和实践应用表明,超大直径圆锯片切割花岗岩大板是最为经济可行的切割方式。
3 金刚石锯片在石材切割加工中如何做到“更薄”
3.1 “更薄”的提出背景和实际需求
随着以金刚石锯片为代表的工具的技术进步,推动石材制品加工由传统的粗放型到门类齐全、分工清晰的集约式发展。尤其是在目前经济发展进入了“新常态”、市场行情不景气的背景下,石材制品的切割加工逐渐由传统的以效率为竞争核心的时代转变为以成本为竞争核心的时代;由传统的依靠破坏环境、浪费资源的方式逐渐向以连续加工生产线、以集成化和自动化为特征的绿色环保车间加工的发展方向,具体落实到金刚石圆锯片上,通过“更薄”的进一步来提高成材率,降低加工成本,迈入环境友好、资源节约的发展之路。
3.2 “更薄”能够带来的突出效益
更加薄型化的金刚石锯片是一款节能型产品,主要应用于石材板材的切割、矿山石材荒料的开采等领域。其具有诸多优点,主要表现在:锯片厚度在常规基础上减薄,减少了金刚石刀头的消耗、出材率提高、切割阻力变小、能耗降低等。以传统锯片基体厚度7.3mm逐渐减少到3.0mm(切割板厚为20mm)为例进行成材率的理论测算(如图1所示)可说明这一问题。
3.3 实现“更薄”的关键点与难点控制
为使得锯片在进一步减薄后仍能满足实际切割性能需求,需要从如下诸多方面进行改进优化或重点控制。
(1)针对锯片基体进一步减薄后的所需高性能的原材料的选型,通过优化并确定合适的成分配方、稳定的钢铁冶炼和轧制工艺控制、适当的预处理工艺,保证原材料成分与原始金相组织的均匀性、产品实际切割加工时材料的刚性、强韧性、热稳定性和抗疲劳性。

图1 成材率测算Fig.1 The estimated rate of finished products
(2)锯片基体的进一步减薄,对材料热处理技术提出了更高的要求。厚度更薄将不可避免地产生由于各部分冷却速度不同而造成温度差异加大,引起钢的体积收缩不均匀,从而导致热应力的产生而变形、开裂等问题;因此,需结合材料本身相关特性(包括钢的奥氏体冷却相变CCT、TTT曲线),从绿色环保、高效的新型热处理装备、更加科学合理的热处理工艺、综合性能好的淬火冷却介质等方面着手进行关键技术的开发或突破。
(3)锯片基体张力预处理技术[3]。该产品在直径变大、厚度减薄的情况下,刚性下降明显。产品刚性不足,将直接导致产品不能满足正常的切割。通过应力的调整及分布来弥补项目产品直径变大、厚度减薄而刚性丧失的缺陷,是弥补刚性的关键技术。所以根据锯片切割环境及条件的不同,需要对锯片应力做出不同的应力预处理。详见图2至图7所示。
在项目产品的特定位置上,利用碾压机(或者是锤击)锯片两侧的固定直径部位以内,这样就能利用膨胀或不对称所造成的应力来对锯片做应力预处理。
锯片基体通过预置张力的处理后,能够减低或抵消锯片外部因热效应而产生的负面影响,提高产品的固有频率及临界速度,从而消除振动现象,提高基体刚性,使金刚石锯片的使用寿命、切割品质和切割效率得到根本提高。
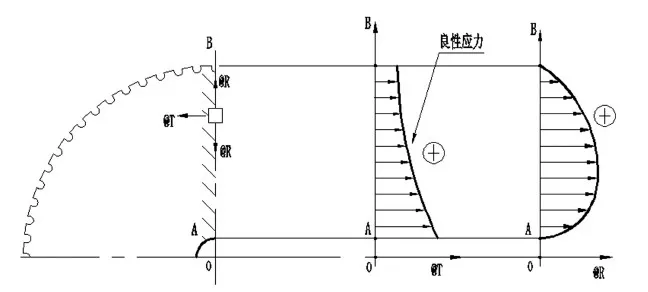
图2 基体的旋转速度效应Fig.2 Rotational speed effect of saw blades

图3 锯片外部受热效应Fig.3 External heat effect of saw blades

图4 锯片切割受力示意图Fig.4 Saw blade cutting force diagram

图5 预置张力示意图Fig.5 Preset tension diagram

图6 预置张力应力分布图Fig.6 Preset tension stress distribution map

图7 预置张力应力分布图Fig.7 Preset tension stress distribution map
(4)锯机切割装备的进一步改进与优化。对锯机结构进行优化改进,提高锯机的整体刚性、主轴的回转精度、进给运动的导向精度与稳定性;增加高可靠性传感器及智能控制系统,实现锯切过程的自动化调整、故障诊断处理的智能化。
(5)锯切工艺的优化探索。通过智能化系统的检测与加工参数的自适应动态调整,实现“慢速切入-快速工进-慢速切出”、“小进刀、快走刀、快转速”等切割工艺的自动化控制,保证锯片薄型化后锯切过程的安全可控与性能的稳定性。
(6)产品整个服役工作期内的服务。对产品焊接刀头、切割使用过程中的产品使用状态的了解和跟踪及相关指导,产品使用过程中的应力状态和及时的调校处理。
3.4 “更薄”基体研制的思考
金刚石锯片的薄型化(“薄无止境”)需从原材料、热处理、锯片加工及应力调整、锯机装备、切割工艺以及服务等全流程上向精益化方向寻求改进或突破;同时,应结合不同区域市场的现实需求(包括切割对象、切割方式的变化)满足并实现个性化定制,也必将促使锯片及锯机厂家由传统制造逐渐向制造服务型企业方向发展。
4 金刚石锯片在石材切割中如何做到“更多”
4.1 “更多”的提出背景和实际需求
金刚石圆锯片最早使用是单片切割,后为了提高切割效率,加大锯机的功率,在同一根轴上装多片锯片,使锯切效率有了成倍的提高。以往悬臂锯、龙门锯单片切割在规模化大生产中已一去不复返。目前市场上使用的组合片主要有单规格多片组、双规格多片组以及多规格组合塔形组几种主要方式,具有切割效率高的显著优点;多规格组合塔形组主要为提高高价格石材的板材加工成材率,通过多种薄型化锯片宝塔形组合分步切割的方式满足切割需求。因此,无论是进一步提高切割效率还是提高名贵石材的板材加工成材率、板材切割质量,所有不同类型组合切割的锯片均向着组合数量更多的方向发展。
4.2 组合切割的原理
单规格多片组即是在单根主轴上安装相同规格的多片金刚石锯片同时切割的加工方式(详见图8);双规格多片组即是在单根主轴上安装两种不同大小规格的相同数量多片金刚石锯片,这种组合采用小片开槽、大片加深的加工方式(详见图9)。

图8 单规格多片组示意图Fig.8 Single specification multi-chip group

图9 双规格多片组示意图Fig.9 Double specification multi-chip group
对于多规格组合塔形组,即多种不同大小规格的金刚石圆锯片组合在锯机主轴上一起使用,依据石材荒料的高度和组合级数对锯片基体规格进行匹配,保证在切割时组内不同规格锯片旋转后同时接触石头,同时工作受力,采取小片开槽、不同规格大片逐渐加深分步切割的方式(详见图10)。

图10 多规格塔形组示意图Fig.10 Multi-specified tower group
多规格组合塔形组配组原理如下:
金刚石圆锯片基体的外径满足以下条件:D表示
最大片,h表示切割石材板的高度,n表示套数,则对应的金刚石圆锯片基体的规格为第二片:D-2h/n、第三片:D-4h/n、第四片:D-6h/n、依此类推。
配组通式为:d=D-2(i-1)h/n,其中i=1,2,3,4,5,6,…。
按照以上配组公式选择锯片基体直径,可以保证不同直径大小的锯片旋转后同时接触石材,同时工作受力。
4.3 实现“更多”的关键点与难点控制
(1)单规格多片组、双规格多片组内锯片的平面度、端跳、径跳、张力值等各项技术参数指标一致性的保证,由黑旋风锯业推出的组合掏空片,切割时节能降耗效果显著,排渣与冷却性好,锯片使用寿命长,板材切割精度高。

图11 黑旋风掏空孔型单规格多片组、双规格多片组Fig.11 The single specification multi-chip group and the double specification multi-chip group of HXF hollow hole type
(2)对于多规格组合塔形组,不同大小规格的锯片安装在同一主轴上,由于其转速一致而导致不同规格锯片切割时的载荷和线速度不一致,因此,需根据大小分组规格进行锯片基体的硬度取值的分段控制(小锯片适当降低硬度提高材料韧性及改变金相组织提高疲劳性与大锯片匹配);通过切割消耗计算优化不同规格锯片的齿数,保证切割时不同规格锯片的刀头尽量均匀消耗;通过多配小片来解决小片由于受力大而产生的损耗快、易裂纹的问题。
(3)在组合锯片的张力控制上,对于张力均匀性的控制比张力值范围的控制更有益。
(4)在组合锯切装备方面,需要进一步提高或保证主轴的刚性和回转稳定性,同时在进刀和走刀机构的稳定性方面需加强,通过自动对刀保证分级切割时板材的切割质量。
4.4 实现“更多”的方式探讨
(1)针对单规格多片组、双规格多片组,实现“更多”有如下方式:
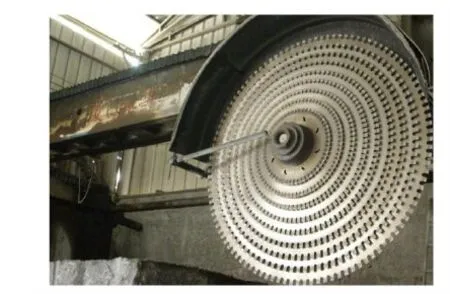
图12 多规格塔形组Fig.12 Multi-specified tower group
以锯片基体薄型化为前提,进一步规范锯机、切割工艺、操作,通过明确切割对象进行相关组合规格、厚度的特殊定制,通过“更多”的锯片直接切割,实现切割成本和效率的最优组合。
(2)针对多规格组合塔形组,通过实现大规格锯片的直径更大、厚度更薄来实现塔形组合的分级级数(片体规格)更多(后续章节“更大”将详述),以及多规格组合塔形组中锯片基体规格尺寸的标准化。

图13 基于薄型化的直接“更多”切割Fig.13 Direct "more" cutting on the tendency of being thinner
5 金刚石锯片在石材切割中如何做到“更大”
5.1 “更大”的提出背景和实际需求
装饰装修中对石材大板(硬质大理石或花岗岩)的需求越来越多,同时国外以石材大板来进行套材满足异类规格的装饰模式逐渐推广,而传统的沙锯或绳锯切割成本高、效率低使得其大面积推广有一定局限性,对金刚石框架锯改变切割方式后用于切割花岗岩大板经过系统研究后现仍处于试验阶段,受制于框架锯的切割原理及方式,金刚石框架锯切割花岗岩大板并产业化应用几无可能。而通过金刚石锯片的进一步大型化,从锯机结构、切割工艺以及锯片几个方面的研究和实践应用表明,超大直径圆锯片切割花岗岩大板是最为经济可行的切割方式。
5.2 实现“更大”的关键点与难点控制
圆盘锯切割石材大板主要使用多规格塔形组的切割方式,这其中就对规格更大更薄的金刚石锯片、锯切装备、以及锯切工艺等提出了更加严苛的要求。
(1)要实现金刚石锯片的更大更薄,必须从超大超薄型金刚石锯片基体的原材料选型、热处理技术、校平与张力控制等方面加以控制。
a)锯片钢材料的选型。随着市场对超大型锯片切割质量和稳定性的更高要求,从近些年市场超大型锯片实际供应上可以看出传统的“土片”(普通碳素钢)逐渐被综合性能好的调质钢(合金工具钢)替代。因此,需要和大型专业化钢厂加强合作,通过优化并确定合适的成分配方、稳定的钢铁冶炼和轧制工艺控制开发宽幅面薄型化新型锯片专用钢材料。
b)超大超薄型金刚石锯片基体专用热处理技术的开发。传统“土片”不经过任何热处理工艺技术处理,其使用性能差、寿命短。由于没有与之配套的大型化热处理装备,部分大型化锯片基体使用钢厂轧制过程中的在线水雾喷淋处理,其加工出来的材料硬度差值大、钢板变形大,导致最终使用切割时的产品刚性不够,切割质量与稳定性难以保证。因此,开发较为合适的超大超薄型金刚石锯片基体专用热处理装备、探索研究较为科学合理的热处理工艺技术对于超大超薄型金刚石锯片基体用于切割石材大板尤为重要。
c)大幅面超薄锯片的校正与张力控制。大直径、厚度超薄的圆盘类薄板件,在热处理、磨削等工序要严格控制产品的平面度之外,后期还需通过人工校平来达到预设的平面度标准,传统的金刚石锯片基体仅通过人工锤击“鼓包”处就可以消除变形,达到目的。但是对于超大超薄型金刚石锯片基体,由于其幅面大、厚度薄,按照常规平面度校正和张力控制办法无法保证产品整体的平面度和张力指标。黑旋风锯业公司研究开发了一种新型的圆锯片基体校平方法,该校平方式不仅很好地解决了超大超薄型的平面度的问题,同时在校平过程中释放了有害的残余应力,从而提高了产品的平面度,增加了产品的刚性。
(2)塔形组合超大片切割超大板专用锯切装备的开发。锯机的大型化、整体刚性、切割分刀及进刀行走机构装置的改进优化、控制系统的自动化与智能化是切割超大板专用锯切装备开发的重点。
(3)锯切操作及工艺的规范化。通过培养有经验的大切操作工和程序化规范作业流程,避免出现传统锯切操作过程中的野蛮进刀现象,通过精细化的操作、小进刀高转速的固化锯切工艺保证切割的稳定性。
猜你喜欢
制造技术与机床(2022年10期)2022-10-11
石材(2022年4期)2022-06-15
山西冶金(2021年3期)2021-07-27
粉末冶金技术(2021年1期)2021-03-29
石材(2020年12期)2021-01-15
石材(2020年10期)2021-01-08
石材(2020年7期)2020-08-24
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
石材(2020年5期)2020-07-27