焦粉粒级分布对烧结过程及烧结矿质量的影响
2019-03-31 09:54刘建波张俊杰裴元东管振列
安徽工业大学学报(自然科学版) 2019年4期
刘建波,张俊杰,裴元东,管振列,周 翔,牛 兵
(江苏中天钢铁集团有限公司铁前管理中心,江苏常州213000)
燃料是烧结过程中用量少、作用大的辅料之一[1]。燃料粒级分布对烧结过程有重要的影响,粒度过大,燃烧速度慢,燃烧带变宽,烧结透气性变差,垂直烧结速度下降,利用系数会降低[2-3];粒度过小,燃烧速度快,在其周围不能维持一定的高温时间,不利于液相的形成,会导致成品率降低[4-5]。据统计[6-8],烧结工序能耗占钢铁企业工序能耗的10%~15%,而烧结固体燃料消耗占烧结总能耗的75%~80%。因此探究适宜的燃料以用最少的燃料获得所需的热量,从而获得较好的烧结效果得到了国内外烧结工作者的广泛关注。欧大明等[9]研究发现,通过降低细焦粉粒级(小于0.25 mm和小于1 mm)的占比来增大焦粉的平均粒径可明显提高烧结速度、成品率和生产率。韩淑峰等[10]研究发现:在鞍钢烧结配矿条件下,烧结矿获得最大冷强度对应的焦粉组成为粒径<1 mm的占57.20%(质量分数,下同)、≥1~<3 mm的占25.63%、≥3~<5 mm的占11.17%、≥5 mm的占6.00%,获得利用系数最大对应的焦粉组成为粒径<1 mm 的占47.22%、≥1~<3 mm 的占23.10%、在≥3~<5 mm范围的占28.68%、≥5 mm的占1.00%。武轶等[11]研究发现,在马钢烧结配矿条件下,粒径在0~3 mm范围的焦粉在85%左右有利于提高烧结成品率和改善烧结矿强度。以上研究均是各企业在自身烧结配矿条件下的成果,由于配矿结构不同,燃料结构、矿石粒级、产地、品位等因素也不同,故不能对已有研究成果生搬硬套,有必要针对性地研究自身燃料条件下烧结的最佳燃料分布。
中天钢铁目前没有焦化工序,180 m2烧结机所用固体燃料以焦粉为主,由于外购燃料来源不唯一,造成烧结用燃料变化较大。为此,以中天钢铁烧结机所用燃料焦粉为原料进行烧结杯试验,研究焦粉粒级分布对烧结矿烧结性能的影响,以期在保证焦粉配比结构不变的情况下,为现场调整焦粉、控制烧结参数及改进焦粉加工工艺提供依据。
1 试验
1.1 试验原料
试验原料为中天钢铁180 m2烧结机的生产原料,铁矿粉为巴西混合粉、杨迪粉、PB粉、麦克粉等4种,熔剂主要为生石灰、白云石;烧结固体燃料为焦粉及高炉和烧结两种返矿。相应原、辅料的化学成分如表1,焦粉工业分析与组成参数指标如表2。
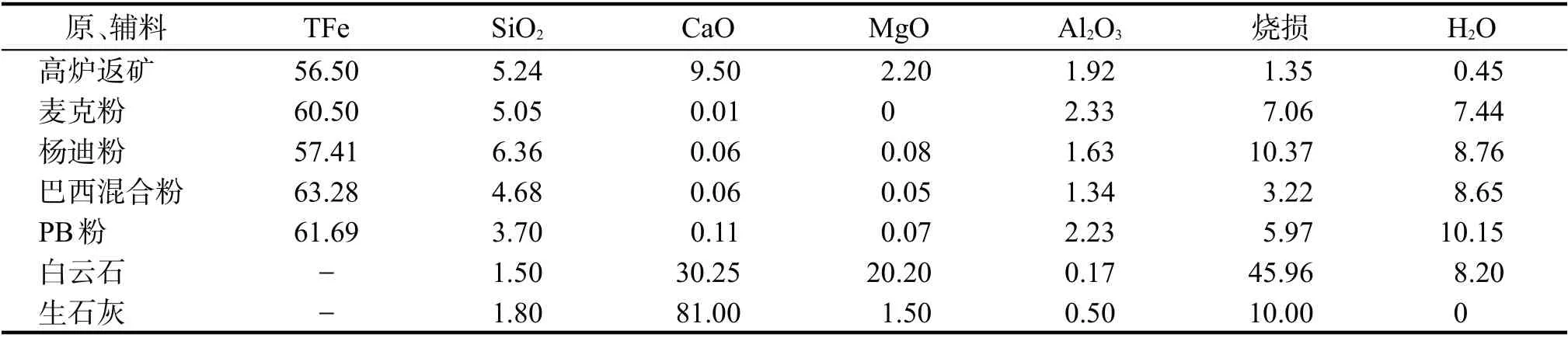
表1 原、辅料化学成分,w/%Tab.1 Chemical composition of raw and auxiliary materials,w/%

表2 焦粉工业分析及其粒径组成分析,w/%Tab.2 Analysis of coke powder industry and particle size composition analysis,w/%
1.2 试验方案
试验原料组成为烧结混匀矿(含质量分数为15%的高炉返矿)质量分数84.8%、白云石质量分数6.2%、生石灰质量分数4.5%、焦粉质量分数4.5%。将焦粉筛分为粒径<0.5 mm、≥0.5~<1 mm、≥1~<2 mm、≥2~<3 mm、≥3 mm等5个粒级,通过改变焦粉粒级分布组成进行烧结杯试验,烧结杯工艺参数如表3。

表3 烧结杯工艺参数Tab.3 Process parameters of sintering cup
试验方案如表4,参考中天钢铁180 m2烧结机烧结的生产方案,碱度控制在2.1左右,水分控制在7.5%(质量分数)左右。方案1为基准方案,即为现场原始焦粉粒级的组成分布,小于1mm粒级占比多,焦粉存在过粉碎现象。

表4 试验方案Tab.4 Test scheme
2 试验结果及讨论
2.1 焦粉的燃烧性能
扩散动力学分析表明,燃料燃烧在烧结过程中主要受扩散环节控制[12]。燃料的燃烧速度与燃烧带的宽度、气流流速及燃料的分布、透气性等有关,烧结过程中燃料的燃烧速度及其燃烧率会影响烧结气氛和能量的利用,进而影响燃料的利用效率。在中天钢铁现有烧结条件下,焦粉粒径分布是影响烧结过程的主要因素,为研究不同粒径焦粉的燃烧规律,采用同步热分析仪对粒径<0.5 mm、≥0.5~<1 mm、≥1~<2 mm、≥2~<3 mm、≥3 mm 等5 种粒级的焦粉进行STA差热分析,结果如图1。
从图1可看出:5种粒级焦粉均在490 ℃左右时开始燃烧,820 ℃左右燃烧完毕;随着焦粉粒级的逐渐增大,烧结速度降低;粒径<1 mm的焦粉,失重更明显,其对烧结速度的影响更大。主要原因是焦粉平均粒径的差异会造成烧结燃烧带温度的横向分布不均,影响料层中焦粉燃烧的动力学条件及热力学条件。焦粉粒度大,燃烧速度变慢,焦粉高温停留时间长,燃烧带整体变宽,透气性变差,液相生成量增加;焦粉粒度小,燃烧速度快,提供热量不足,焦粉高温停留时间变短,液相生成量不足。
2.2 焦粉粒级分布对烧结速度的影响
焦粉燃烧性能的分析结果表明,焦粉粒径的增加会导致烧结速度的降低,粒径<1 mm的焦粉对烧结速度的影响最大。故文中研究粒径<1 mm 的焦粉对烧结速度的影响,同时研究焦粉综合平均粒径对烧结速度的影响,试验结果分别如图2,3。
由图2 可见,粒径<1 mm 焦粉的质量分数由20%增加到56%,烧结速度增加3.95 mm/min。因为烧结过程中小粒级焦粉使用量大,燃烧快、停留时间短,致使烧结速度呈明显上升趋势。由图3可知,随着焦粉平均粒径由1.72 mm 增加到2.31 mm,烧结速度呈明显下降趋势。平均粒径的增加预示着大颗粒相对较多,焦粉燃烧时间变长,高温停留时间延长,导致烧结速度下降。
进一步分析图2 可知,方案4 的烧结速度低于方案6。对比方案4,6 可知,方案6 中粒径<1 mm的焦粉占比低于方案4,且方案4 中粒径<0.5 mm的焦粉占比为0,粒径均≥0.5~<1 mm。故相比于方案6,方案4中焦粉粒级较大,燃烧速度相对慢,高温停留时间相对更长,烧结速度相对低。由此表明,在粒径<1 mm的焦粉占比一定时,控制≥0.5~<1 mm的焦粉占比可适当控制烧结速度,降低<0.5 mm的焦粉占比可有效控制燃烧速度。
进一步分析图3可知,方案1与方案5中焦粉平均粒径相同,但其烧结速度差异较大。方案5 中,粒径<0.5 mm 焦粉的质量分数比方案1 低17%,粒径≥1~<3 mm的焦粉比方案1高11%。相较于方案1,方案5大颗粒的粒径较多,随着大颗粒焦粉的增加,燃烧带变宽,垂直烧结速度降低。

图1 不同粒级焦粉的差热分析Fig.1 Differential thermal analysis of different particle size coke powders
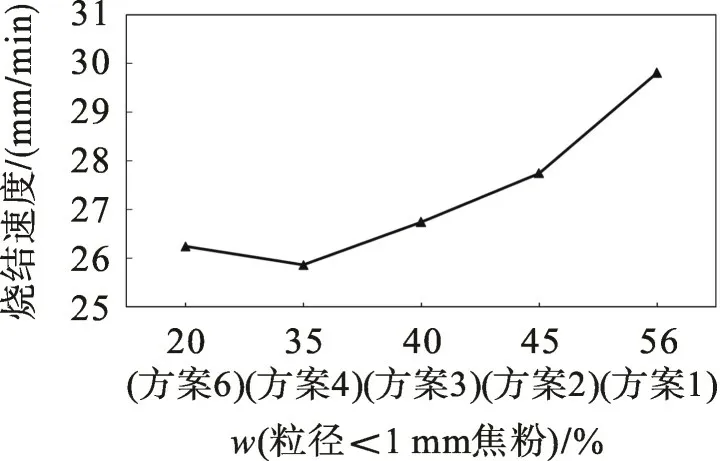
图2 粒径小于1 mm的焦粉占比对烧结速度的影响Fig.2 Effect of proportion of coke powder with particle size less than 1 mm on sintering speed
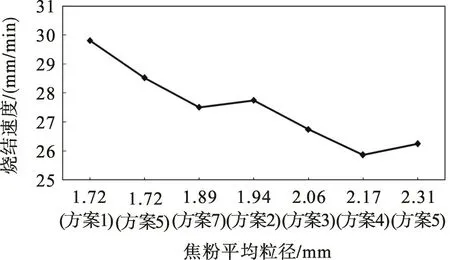
图3 焦粉平均粒径对烧结速率的影响Fig.3 Effect of average particle size of coke powder on sintering rate
2.3 焦粉粒级分布对烧结转鼓强度、燃耗、成品率的影响
焦粉粒级分布对烧结转鼓强度、燃耗、成品率的影响如图4。由图4可知:随着粒径≥1~<3 mm焦粉占比的增加,烧结转鼓强度呈总体上升的趋势,在其质量分数25%左右时烧结矿转鼓强度最低,只有59.47%,质量分数提高到46%时烧结转鼓强度逐渐增加至62.4%,质量分数提高到61%时转鼓强度没有出现持续增加;成品率随着粒径≥1~<3 mm焦粉占比的增加呈先增后降的趋势,其质量分数为46%时烧结成品率最高,达到80%,质量分数提高到61%,成品率有所下降;燃耗随着粒径≥1~<3 mm焦粉占比的增加呈先降后升的趋势,在其质量分数为46%时燃料比最优,降低到50.33 kg/t,质量分数进一步提高,燃耗大幅度恶化到54.76 kg/t。
出现上述现象的原因是:随着粒径≥1~<3 mm焦粉占比的提高,粒径>1 mm的焦粉质量分数占到80%,整体平均粒径达到2.34 mm,焦粉燃烧速度慢,燃烧带变宽,烧结过程透气性变差,垂直烧结速度降低,烧结利用系数降低。但燃烧带过宽致使针状铁酸钙含量降低,烧结矿转鼓强度也会变差,成品率下降,燃耗增加;同时,仅增加粒径小的焦粉含量,不提高燃料配加量难以促进正常烧结,致使燃耗大大提高,因此在烧结过程中应当适当降低粒径小的焦粉含量。本试验条件下,控制粒径≥1~<3 mm 的焦粉质量分数在30%~50%、<0.5 mm的在20%左右、≥0.5~<1 mm的在20%~25%范围时,烧结燃耗、转鼓强度、成品率最优。
焦粉平均粒径对烧结转鼓强度、燃耗、成品率的影响如图5。由图5 可看出,转鼓强度、成品率随着焦粉平均粒径的增加呈总体先增后降的趋势,燃耗呈现下降后上升的趋势。主要原因为:小粒级焦粉燃烧速度过快,加快烧结速度,燃烧的热量难以被有效利用,烧结过程中料层高温停留时间变短,料层中的氧化气氛被抑制,不利于烧结液相生成,造成烧结矿质量下降;增加大粒级焦粉含量,在整体燃料配比保持不变的情况下,焦粉分布不均,部分区域焦粉配加不足,液相生成能力不足,导致烧结转鼓强度、燃耗、成品率恶化。本试验条件下,焦粉平均粒径控制在1.9~2.2 mm之间,烧结各项指标处于最优范围。
2.4 焦粉粒级分布对烧结矿粒级分布的影响
焦粉平均粒径对烧结矿粒级分布的影响如表5。由表5可知,当焦粉平均粒径为1.72 mm,小粒径焦粉含量增加,烧结矿的粒级分布中返矿率上升,粒径<5 mm烧结矿质量分数达到22.92%,整体偏低,≥5~<10 mm的粒级也偏高,质量分数达到15.93%。主要原因为小粒径焦粉含量多,燃烧速度快,高温停留时间短,液相反应进行不完全,烧结矿转鼓强度变差,成品率降低。但当焦粉平均粒径偏大,为2.31 mm时,大颗粒焦粉足够多时,烧结矿粒级分布不合理,返矿率大幅上升,粒径<5 mm烧结矿的质量分数达到22.09%,粒径40 mm烧结矿的质量分数达到12.90%,粒径≥10~<40 mm烧结矿总体质量分数仅占48.93%。主要原因是焦粉粒径过大,燃烧速度慢,部分区域燃烧带变宽,高温停留时间变长,烧结过程透气性变差,垂直烧结速度降低,并出现过烧现象;同时焦粉分布不均,部分区域焦粉配加不足,液相生成能力不足,共同导致烧结矿粒级分布不合理。烧结矿粒级分布再次表明,试验条件下,焦粉平均粒径控制在1.9~2.2 mm之间,有利于烧结矿粒级合理分布。

图4 粒径≥1~<3 mm级焦粉占比对烧结指标的影响Fig.4 Effect of proportion of coke powder with particle size≥1~<3 mm of coke powder on sintering index
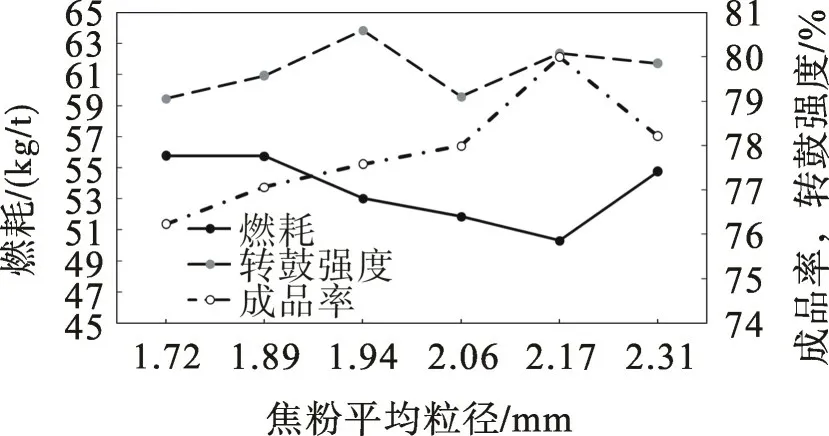
图5 焦粉平均粒径对烧结指标的影响Fig.5 Effect of average particle size of coke powder on sintering index
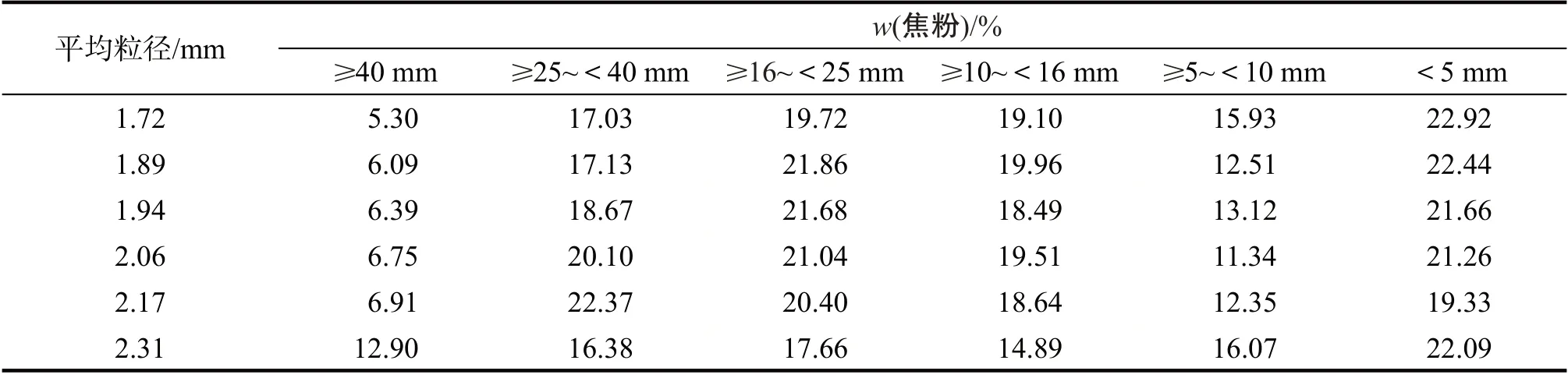
表5 焦粉平均粒径对烧结矿粒级分布的影响Tab.5 Influence of average particle size of coke powder on size distribution of sinter
3 结 论
1)粒径<0.5 mm、≥0.5~<1 mm、≥1~<2 mm、≥2~<3 mm、≥3 mm等5个粒级的焦粉均在490 ℃左右时开始燃烧,在820 ℃左右燃烧完毕,随着焦粉粒径的逐渐增大,烧结速度降低。
2)在中天钢铁当前烧结的原、辅料条件下,控制粒径<0.5 mm的焦粉质量分数在20%左右、≥0.5~<1 mm的在20%~25%、≥1~<3 mm的在35%~50%、≥3 mm的在20%以内,烧结燃耗、转鼓强度、成品率等烧结指标最优,有利于烧结稳产顺产。
3)本试验条件下,控制焦粉平均粒径在1.9~2.2 mm之间,烧结燃耗、转鼓强度、成品率及烧结矿粒级分布指标较好。
猜你喜欢
专用汽车(2021年11期)2021-11-18
工程科学学报(2020年2期)2020-06-04
西南交通大学学报(2019年3期)2019-07-11
山东化工(2019年14期)2019-02-15
上海医药(2018年5期)2018-05-15
农产品加工(2017年1期)2017-02-18
浙江大学学报(工学版)(2016年4期)2016-12-19
浙江工业大学学报(2016年3期)2016-06-29
女友·家园(2016年2期)2016-02-29
中国煤炭(2014年5期)2014-09-10