
基于PLC控制的普通车床车削轴类工件的加工工艺研究
2019-03-30 03:49王辉
数字技术与应用 2019年12期
王辉
摘要:单件或者小批量加工轴类零件时,我们一般用普通车床对其进行加工,普通车床的电气部分由PLC控制,用PLC编制的程序来控制车床各个部分的运动。普通车床是数控车床的基础,让学生先学习如何使用普通车床加工零件,让他们了解车床的运动原理和基本操作,然后让学生按照零件图和工艺卡亲自动手把毛坯加工成产品,使其达到尺寸精度和形位精度要求,这样才能使学生对设计和工艺有更深的领悟。本文从本科院校的车工实习教学出发,结合机械专业的理论知识和学生的专业基础,对轴类工件的加工工艺进行了深入的研究。
关键词:车工;圆锥;内孔;短轴;工艺
中图分类号:TG519 文献标识碼:A 文章编号:1007-9416(2019)12-0001-02
随着国家对应用型技术人才的需求量剧增,全国很多本科院校纷纷转型为应用型院校,这些院校也更加侧重于培养学生的加工技能和实践能力,也投入了大量的资金来购买机械加工设备。车工作为机械加工中的一个重要工种,占据着重要的地位,所以安排学生学习车工的一些基本加工技能。车工实习内容的制定既要结合理论教学内容,又要结合车工训练技能,达到理论联系实践。作者根据多年的实践教学经验,特为本科生制定了一套完整的车工实习内容,采用模块化教学,把实习内容分成三部分,学生通过加工圆锥,轴套和短轴这三个工件,可以学习车端面,外圆,倒角,圆锥,内孔,退刀槽等车工的基本加工技能,同时学会了如何使用外圆车刀,端面车刀,切断刀,内孔车刀等常用车削刀具,最终使学生提高了车工操作水平。
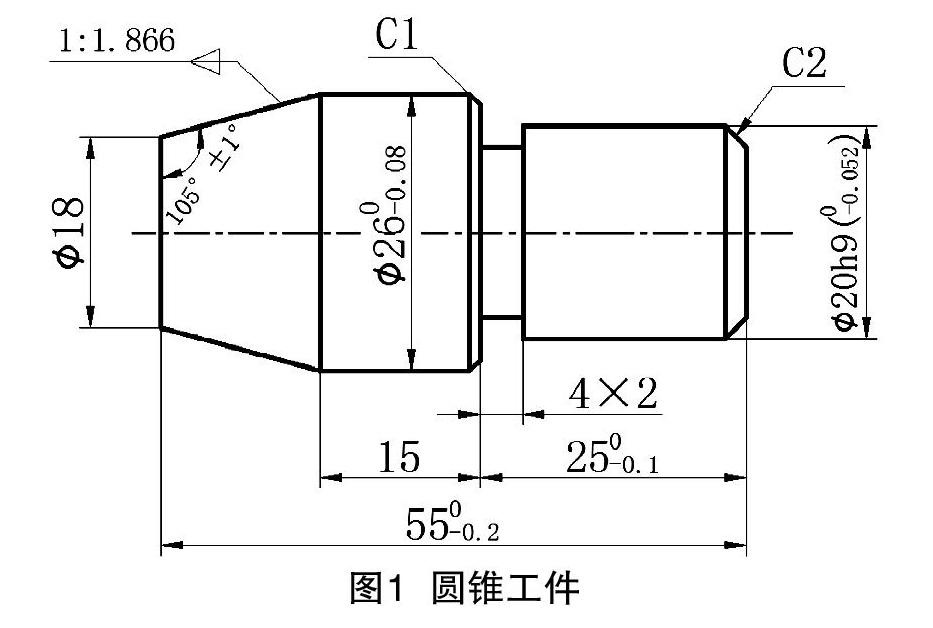
1车削圆锥工件的加工工艺路线
圆锥零件图如图1所示。圆锥加工工艺路线如下:
(1)用三爪自定心卡盘装夹毛坯外圆(定位基面),伸出长度80mm,并找正,夹紧。
(2)用45°车刀粗、精车右端面(测量基准)。刻线长度56mm,用90°右偏刀粗车26外圆,留加工余量0.5mm,车至尺寸26.5mm×56mm。
(3)刻线长度24.5mm,粗车20外圆,留加工余量0.5mm,车至尺寸20.5mm×24.5mm。
(4)试切,先精车26外圆,后精车20外圆,使长度尺寸25mm达图。倒角1×45°。
(5)应用直进法或左右借刀法,用切槽刀(切断刀)粗、精车尺寸5×1.8退刀槽。末一刀横向进给后,再纵向进给以精车槽底,横向退刀。必须手动慢速进给。
(6)用切断刀按刻线长度56mm切断工件,留长度余量1mm。必须手动慢速进给。
(7)调头工件,垫铜皮装夹20外圆,轴肩贴合卡爪,并找正,夹紧。用45°车刀粗、精车另一端面,并使总长度尺寸55mm达图。
(8)刻线长度14.5mm,作为车削圆锥高度参考线。
(9)应用小滑板转位法。停止机床,松开螺母;将小滑板沿逆时针方向旋转圆锥半角α/2=15°,使基准零线与圆锥半角刻线(α/2)对齐;然后拧紧螺母。
(10)用90°右偏刀粗车圆锥面,留加工余量0.5mm,车至小径尺寸18.5mm。对刀:使刀尖与轴端外圆表面接触。让刀:将小滑板向后退出。进刀:横向移动中滑板,给定切削深度1mm。走刀:双手交替转动小滑板进给手柄,连续匀速进给。退刀:横向移动中滑板,再移动小滑板快速退出复位。注意:勿动大滑板,保证刀具轨迹是平行四边形。
(11)试切,精车圆锥面,使圆锥的锥度、高度、小径尺寸均达图。
(12)测量合格后,取下工件。
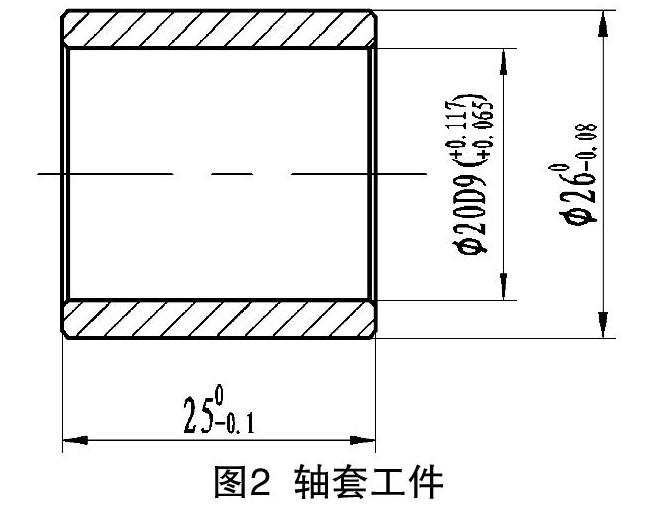
2 车削轴套工件的加工工艺路线
轴套零件图如图2所示。轴套加工工艺路线如下:
(1)用三爪自定心卡盘装夹毛坯外圆(定位基面),伸出长度70mm,并找正,夹紧。
(2)用45°车刀粗、精车右端面(测量基准)。刻线长度26mm,用90°右偏刀粗车26外圆,留加工余量0.5mm,车至尺寸26.5mm×26mm。
(3)用中心钻钻中心孔,孔起到定位作用。1)停止车床,将中心钻装在钻夹头上,钻夹头装在尾座套筒内并锁紧。2)移动尾座,使中心钻接近工件端面,然后紧固尾座。3)启动车床,手摇尾座手柄,使中心钻慢速均匀进给。4)钻毕时,中心钻在孔内停留2~3秒钟,以修光中心孔,提高中心孔的形状精度和表面质量。5)退出中心钻,移动尾座复位,卸下钻夹头,停止车床。
(4)用麻花钻钻孔18mm,深30mm。操作步骤与钻中心孔基本相同。注意:钻削时主轴转速要低,进给速度要小,浇注冷却液,且钻削过程中必须经常退出钻头,以利于排屑和冷却钻头。
(5)用内孔车刀粗、精车内孔20mm,深26mm。检测时可用台阶轴做塞规,满足装配精度。内孔倒角0.5×45°。
(6)试切,精车26外圆,车至尺寸26mm×26mm。倒角0.5×45°。
(7)用切断刀按刻线长度26mm切断工件,留长度余量1mm。必须手动慢速进给。
(8)调头工件,垫铜皮装夹26外圆,并找正,夹紧。用45°车刀粗、精车另一端面,并使总长度尺寸25mm达图。外圆和内孔倒角0.5×45°。
(9)测量合格后,取下工件。
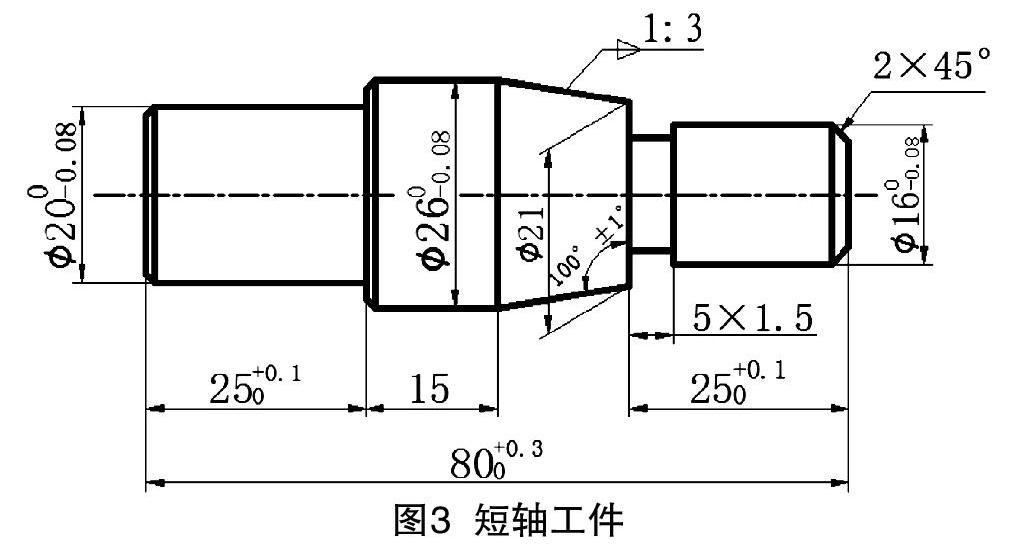
3 车削短轴工件的加工工艺路线
短轴零件图如图3所示。短轴加工工艺路线如下:
(1)下料,毛坯棒料长度82mm,去毛刺。必须手动慢速进给。
(2)用三爪自定心卡盘夹持毛坯外圆,伸出长度55mm,并找正,夹紧。
(3)用45°车刀粗、精车左端面。刻线长度41mm,用90°右偏刀粗车26外圆,留加工余量0.5mm,车至尺寸26.5mm×41mm。
(4)刻线长度24.5mm,粗车20外圆,留加工余量0.5mm,车至尺寸20.5mm×24.5mm。
(5)試切,先精车26外圆,后精车20外圆,并使长度尺寸25mm和表面粗糙度Ra3.2μm达图。倒角1×45°。
(6)调头工件,夹持20外圆,轴肩贴合卡爪,并找正,夹紧。用45°车刀粗、精车另一端面,并使总长度尺寸80mm达图。
(7)粗、精车26外圆,车至尺寸26mm×39mm。
(8)刻线长度24.5mm,粗车16外圆,留加工余量0.5mm,车至尺寸16.5mm×24.5mm。
(9)试切,精车16外圆,并使长度尺寸25mm和表面粗糙度Ra3.2μm达图。倒角2×45°。
(10)应用直进法或左右借刀法,用切槽刀(切断刀)粗、精车5×1.5退刀槽。末一刀横向进给后,再纵向进给以精车槽底,横向退刀。必须手动慢速进给。
(11)应用小滑板转位法,用90°右偏刀粗、精车圆锥面(小滑板沿逆时针方向旋转圆锥半角α/2=9°27),使圆锥的锥度、高度、小径尺寸均达图。
(12)测量合格后,取下工件。
4 注意事项
(1)实习之前,学生的着装要做到三紧,即拉链要拉紧,领口和袖口要扣紧。实习过程中,也要做到三紧,即工件、车刀要夹紧,刀架要锁紧,必须用加力杆。
(2)刀具最大切削深度是1mm,是为了防止刀具崩刃,伤及面部和眼睛。而且,加工钢料时,必须戴护目镜。
(3)实习指导教师要不断地巡视,若发现学生的不规范操作,一定要及时制止和纠正。
参考文献
[1] 王吉东.关于车工实习教学的探讨[J].科学技术创新,2011(34):4.
[2] 刘凤弟.技术型高校车工实训课程的教学改革探讨[J].农家参谋,2018(22):179.
[3] 俞革.大学生车工实习的教学方法研究[J].时代农机,2018(08):114.
Research on the Processing Technology of Turning Shaft Workpieces with General Lathe Based on PLC Control
WANG Hui
(Jilin Business and Technology College,Changchun Jilin 130507)
Abstract:When processing shaft parts in single piece or small batch, we usually use ordinary lathe to process them,the electric part of the common lathe is controlled by PLC, and the program compiled by PLC is used to control the movement of each part of the lathe. General lathe is the foundation of CNC lathe, firstly Let students learn how to use the general lathe to process parts, so that they can understand the principle and basic operation of the lathe, then let the students process the roughcast into products by hand according to the part drawing and process card, make it meet the requirements of dimensional accuracy , shape and position accuracy, in this way, students can have a deeper understanding of design and technology, in this way, students can have a deeper understanding of design and technology. This paper starts from the practice teaching of the lathe workers in the Universities, combining the theoretical knowledge of mechanical major with the professional basis of students, the processing technology of shaft workpiece is studied deeply.
Key words:lathe worker;cone;inner hole;short axis;technology
猜你喜欢
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
一重技术(2021年5期)2022-01-18
中等数学(2021年6期)2021-08-14
小学生学习指导(高年级)(2021年6期)2021-06-19
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
铁道通信信号(2018年10期)2018-12-06
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
中国教育技术装备(2015年19期)2015-03-01
