
铜冶炼企业汽车衡无人值守的设计和应用
2019-03-28 05:09张鹏洲
铜业工程 2019年1期
张鹏洲
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
《中国制造 2025》中明确指出:“把智能制造作为两化深度融合的主攻方向。依托优势企业,紧扣关键工序智能化、关键岗位机器人替代、生产过程智能优化控制、供应链优化,建设重点领域智能工厂/数字化车间”。可以看出,“供应链优化”是智能制造的核心内容之一。汽车衡计量作为工厂生产原材料进厂的重要验收环节,计量网络化、自动化、智能化水平对铜冶炼企业智能化工厂建设起着重要的作用。无人值守磅房建设符合铜冶炼企业智能化工厂建设的要求。
一些供应商和客户,试图在过磅过程中通过增加净重、减少净重或虚假开票来获取非法利益,既有司磅员内部作弊、也有外来司机作弊、更有司机与司磅员串通作弊的现象。这种现象可能给工厂造成极大的经济损失,少则几十万多则几百万。所以,急需一套更加完善的称重管理系统,不仅对称重过程进行自动控制,通过电脑自动采集数据,对磅单打印次数做限制,增加防作弊措施防止人为干扰,实现过磅过程无人值守自动称重,同时实时监控磅房称重情况,并将数据、图像、各种日志文件实时上传至服务器进行集中管理,保证数据的完整性和准确性,同时更便于管理层对各种数据信息的及时监管。
2 铜冶炼企业计量现状
(1)磅房分散,点多面广,计量作业人员比例高计量人员管理难度大。
(2)磅房计量作业量大,计量人员劳动强度大。
(3)磅房自动化、信息化程度低,效率低、易出错。上下游信息流脱节,数据重复录入,计量作业时,需计量人员手工录入信息,同时需人工确认计量凭证、目测确认实物、目测判断计量状态、在纸质计量小票上记录信息。计量操作人员录入数据多,操作繁琐,易导致差错。
(4)磅房计量过程,人工监控车辆效果不佳。计量结果受人为因素影响大,且事后难以追溯。计量作业人员内外勾结等计量作弊事件时有发生。
(5)部分中间物料未实现计量,通过估算重量,不利于物料平衡管理。
3 汽车衡无人值守的建设内容及目标
3.1 汽车衡无人值守建设内容
建立计量控制中心:保留部分计量人员对各汽车衡进行远程控制,需要时对重要产品及中间物料的计量过程进行监控。
实现汽车车辆一卡通管理:提送货计量车辆,进厂自助领卡,出厂自助收卡,实现车辆进厂信息化管理。
建设无人值守汽车衡:在实现车辆管理一卡通基础上,由司机自助刷卡,铜金银原料通过计量人员远程控制计量,其它进出厂物料系统自动完成计量,中间物料实现全自动计量。
3.2 汽车衡无人值守建设目标
实现信息集成。实现计量信息与采购物流、销售物流信息的集成,实现数 据网络无纸化传递,强化进出厂物流信息的监控,提高计量工作效率,降低过磅人员劳动强度,减少人工操作错误。
建立集中计量平台。建立统一的无人值守计量信息系统,打造计量综合管理平台,实现所有物资计量业务的标准化、电子化和集成化,实现减员增效,提高计量效率。
提高计量数据的可靠性。采用红外光栅、车号自动识别、异常监控等多种防作弊技术手段,减少或杜绝人为因素对计量数据的影响,提高计量数据的可靠性。
4 汽车衡无人值守的设计理念和原则
4.1 设计理念
采用目前先进的计算机、通讯及控制技术,结合用友公司无人值守磅房自动称重工程经验及对本专业的新理念,全面提高储运自动化的控制和管理水平,提高对市场的反应能力及工作效率,降低运营成本。
4.2 设计原则
(1)实用性:本系统保证系统软硬件的有机配合,满足工厂作业车辆自动化管理的实际需要。
(2)开放性:本系统的所有硬件和软件均采用符合相关国家和国际标准的产品,并能与调度中心现有设备无缝集成。
(3)先进性:充分利用先进的、成熟可靠的信息控制通信技术,保证系统达到国内先进水平。
(4)可扩展性:系统采用标准的接口,保证能够随着业务的发展和需求的变化灵活进行升级与扩充。
(5)易维护性:本系统的维护尽量做到简单易行,充分考虑维护工作的需要,尽量做到通用化、模块化,并提供充分的培训、必要的备件,减少维护工作量,降低维护工作的强度和难度。
5 业务流程设计
5.1 汽车车辆一卡通管理进出厂业务流程
汽车车辆一卡通管理进出厂业务流程见图1。
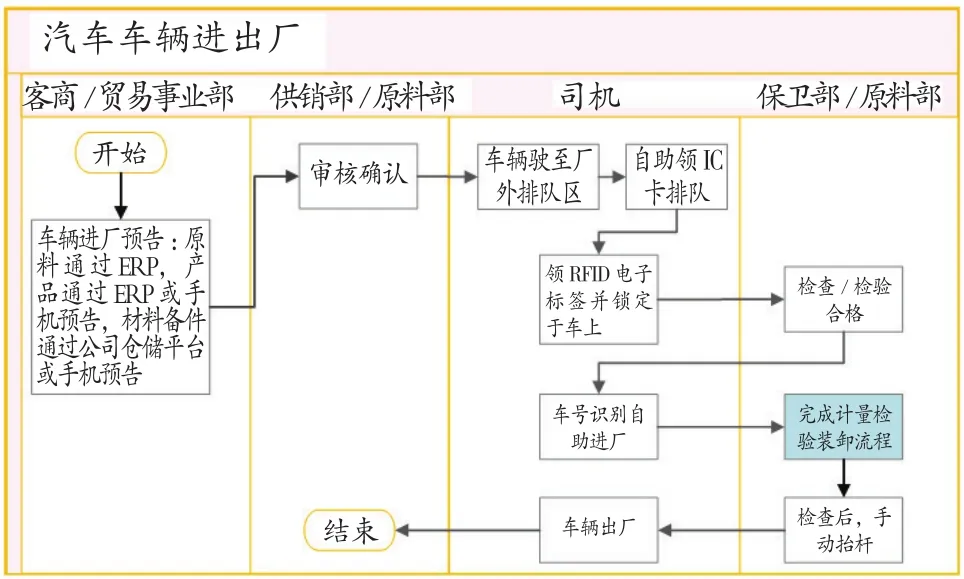
图1 汽车车间进出厂流程
5.2 无人值守汽车衡业务流程
5.2.1 提送货车辆计量流程
提送货车辆计量流程见图2。

图2 提送货车辆计量流程
流程说明:
(1)司机开车上磅,停车熄火,至自助终端进行刷卡。
(2)车检器检测地感上无车后,道闸自动关闭。
(3)刷卡后,触摸屏带出计量相关信息,司机对信息进行核对,无误后,进行确认。
(4)系统进行流程校验:红外卡位检查、RFID车牌与系统车牌检查、数据稳定性检查等。当流程校验有一项或多项未通过时,计量监控中心报警,同时磅房现场分别进行提示和语单播报:流程校验提示“该车号的流程应为xx,请至该岗位进行处理”;红外卡位检查提示“车辆未停好,请移动车辆再进行过磅”;RFID车牌检查提示“电子车牌识别错误,请等待监控中心确认”;数据稳定性检查提示“汽车衡读取未稳定,请重新进行确认”;皮重异常提示“该车历史皮重xx.xx,本次皮重xx.xx,超出容差范围,请等待监控中心确认”……。
(5)检查不通过时,经司机调整或监控中心处理后,重新确认计量。
(6)检查全部通过或计量中心确认后,系统自动保存计量数据,同时完成照片抓拍,并进行语音提示:“计量完成,重量xx.xx吨,请下磅”。二次计量自动打印计量单。
(7)道闸自动抬起,司机开车下磅。
(8)系统进入下一车称重流程。
5.2.2 中间物料倒运车辆计量流程
中间物料倒运车辆计量流程见图3。

图3 中间物料倒运车辆计量流程
流程说明:
(1)司机开车上磅,停至秤中央。
(2)司机进行刷卡(不下车计量)。
(3)车检器检测地感上无车后,道闸自动关闭。
(4)系统进行流程校验:红外卡位检查、RFID车牌与系统车牌检查、数据稳定性检查等。当流程校验有一项或多项未通过时,计量监控中心报警,同时磅房现场分别进行提示和语单播报:流程校验提示“该车号的流程应为xx,请至该岗位进行处理”;红外卡位检查提示“车辆未停好,请移动车辆再进行过磅”;RFID车牌检查提示“电子车牌识别错误,请等待监控中心确认”;数据稳定性检查提示“汽车衡读取未稳定,请重新进行确认”;皮重异常提示“该车历史皮重xx.xx,本次皮重xx.xx,超出容差范围,请等待监控中心确认”……。
(5)检查不通过时,经司机调整或监控中心处理后,重新确认计量。
(6)检查全部通过或计量中心确认后,系统自动保存计量数据,同时完成照片抓拍,并进行语音及LED屏提示:“计量完成,重量xx.xx吨,请下磅”。二次计量自动打印计量单。
(7)道闸自动抬起,司机开车下磅。
(8)系统进入下一车称重流程。
6 汽车衡无人值守主要功能
6.1 车辆一卡通管理
自助领卡(IC卡)。
自动排队。
自助收卡(IC卡)。
RFID收发管理。
内部倒运车辆注册管理。
6.2 远程监控管理
司磅作业指令的调度分配。
对作业终端的任务指派。
可对特定物料进行远程操作计量(原料必须由中心人员监控确认后,才能完成计量)。
计量作业全过程信息的监控。
各磅房现场图像的远程监控。
各磅房现场设备状态的远程监控。
各磅房现场室外照明远程控制。
现场自助计量不具备条件时远程协助,计量中心监控人员可以连接到对应的磅房进行远程人工司磅作业。
视频监控、数据监控、红外监控的异常的报警及处理。
语音对讲。
6.3 自动读数
支持各种流行汽车衡计量衡器。
实现特定物料(原料)半自动计量,即计量中心确认计量。
皮重计量自动读数。
实现特定物料免皮计量(如硫酸、尾矿、渣精矿、部分中间物料)。
实现记录平板车上的斗数(碱式碳酸铜)。
实现超载手动撤销(外销物料、尾矿)。
毛重计量自动读数。
自动计算净重。
自动根据规则扣减杂物量。
自动记录计量时间。
自动带入预告信息。
汽车衡一车多物料循环计量(铜材公司物料、钢材)。
铜材公司借液氧车拉液氧:空车过磅A( 铜冶炼企业)→重车过磅B(铜材)→空车过磅B(铜材)→重车过磅A( 铜冶炼企业)。
6.4 视频监控
过磅操作室视频监控录像。
磅房现场多角度视频监控录像。
远程过磅现场多角度视频监控。
单笔业务视频监控录像分段。
多角度过磅照片拍摄。
6.5 数据监控
皮重自动监控,主要以历史皮重分析为主。
毛重自动监控。
重复过皮监控。
重复过毛监控。
逃避过毛监控。
检斤单打印严格控制。
检斤单打印记录监控。
计量数据修改记录监控。
6.6 红外监控
杜绝车辆不完全上磅。
解决两车同时上磅。
智能判断汽车是否上衡,并给司机停车信号。
6.7 刷卡(含RFID标签)管理
防止大车小车互换车牌。
防止串通更换货物舞弊。
自动识别并核实车辆身份。
6.8 语音提示管理
磅房现场与指挥中心对讲。
自动播报车辆信息。
自动播报车辆称重信息。
流程校验异常提醒。
红外卡位检查异常提醒。
RFID车牌检查异常提醒。
数据稳定性检查异常提醒。
皮重异常提醒。
……
6.9 LED显示管理(中间物料磅房)
将车号、重量等信息显示在LED屏幕上。
支持自定义的信息发布功能。
6.10 信号控制管理
通过智能道闸控制车辆过磅秩序。
通过红绿灯信号控制车辆过磅秩序。
6.11 特别处理
授权条件下的特殊修改。
补票。
挂单。
6.12 数据审核管理
计量数据手动扣杂管理。
计量数据审批流。
计量报告单打印(任意时间段明细)。
计量日报、快报、月报、年报生成。
6.13 实时查询
计量单查询。
日报查询。
月报查询。
计量单关联照片、视频查询。
7 汽车衡无人值守主要硬件
汽车衡无人值守主要硬件见表1 。

表1 汽车衡无人值守主要硬件
8 汽车衡外围硬件集成及安装
汽车衡外围硬件集成及安装见图4。
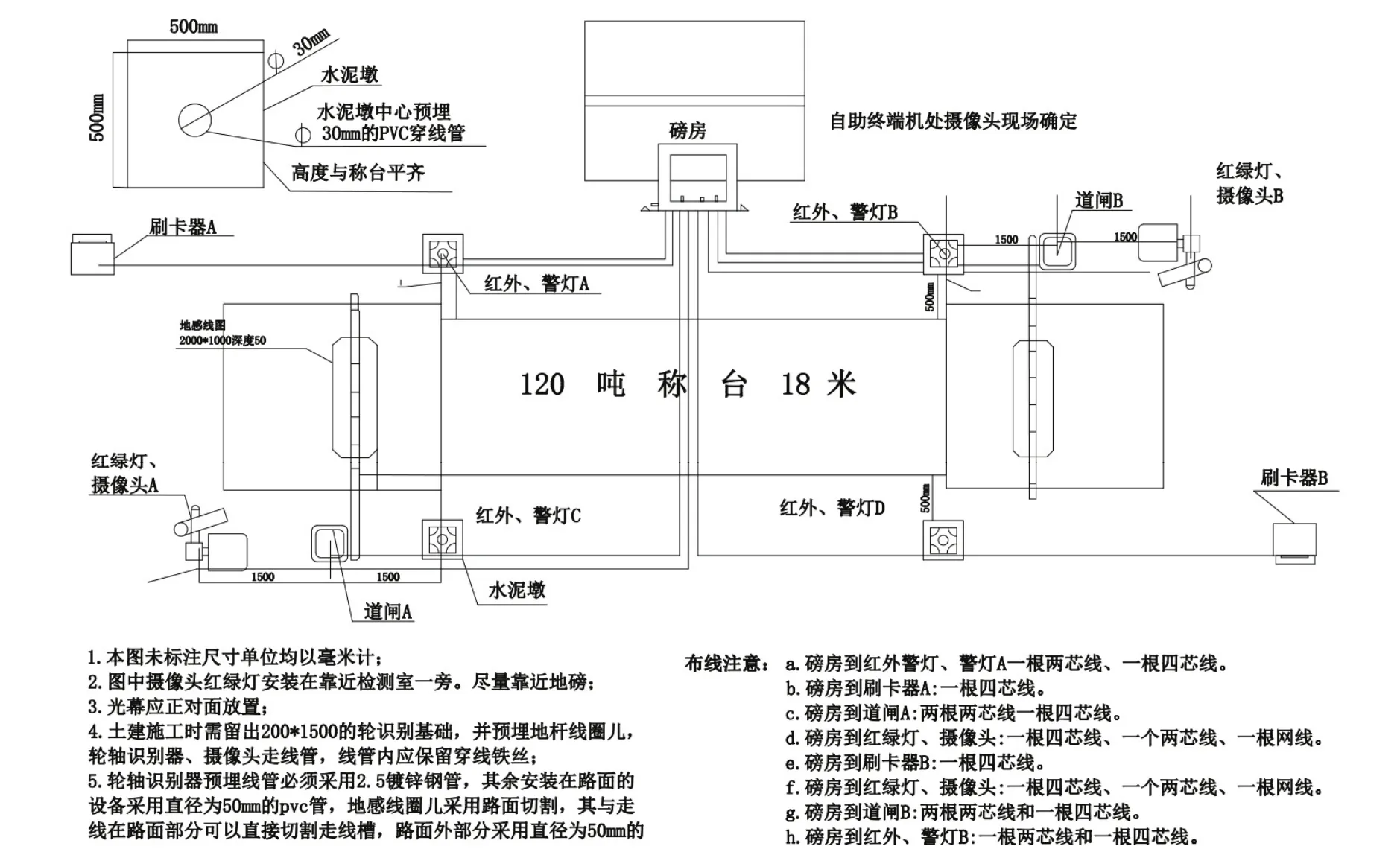
图4 汽车衡外围硬件安装图
9 计量监控中心建设
9.1 计量监控中心总体布局
计量监控中心总体布局见图5。
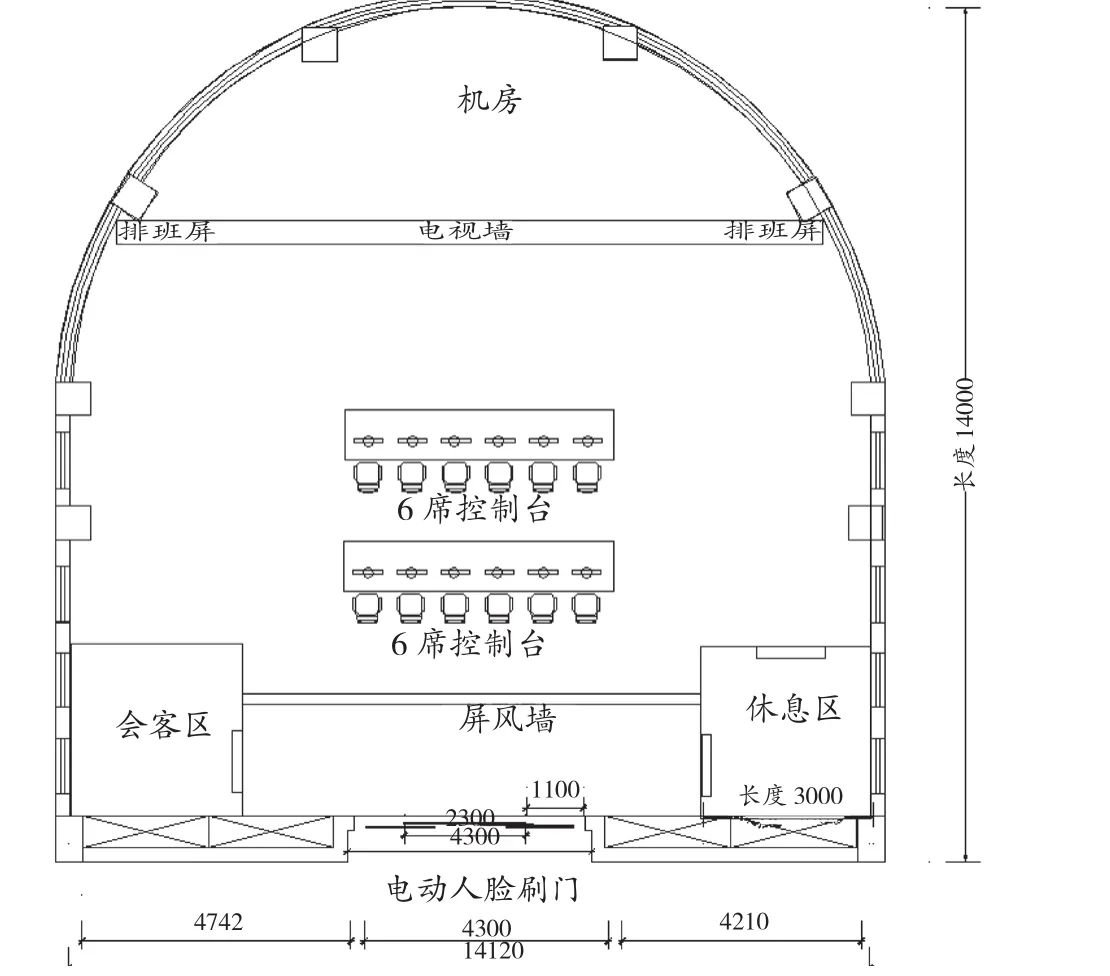
图5 计量监控中心总体布局
9.2 计量监控中心施工安装要求
9.2.1 操作控制台安装要求
(1)操作控制电脑的位置应在拼接屏幕的正对面,要求操作员可以方便直观地看到拼接屏的操作。如果有专门隔断的操作控制室,则操作控制室与大屏显示室之应有透明玻璃,方便操作员的观看。
(2)控制电脑应尽可能位于拼接屏的正对面方向,并与拼接屏有合适的距离,以便于调试、色彩调整等操作。
9.2.2 大屏安装要求
(1)承重要求:长期承重350kg/m2。
(2)确保安装结实,承重力强;支架要现场考虑承重并做加固处理。
9.2.3 光线要求
(1)灯光照明建议采用内藏筒灯,灯光不宜直接对准屏幕方向,距离屏幕保持3m以外,以免影响投射效果。
(2)因计量控制中心窗户较大,应避免日照光线直射,用窗帘遮光,窗帘应采用深色。
9.2.4 走线及线槽要求
(1)弱电线缆(VGA、视频、串口线等)应与强电线缆隔开走线,避免信号干扰。如果是用走线槽,则不能共用一个走线槽,应分不同的走线槽分开走线。
(2)从信号源(计算机VGA信号、视频信号)和控制电脑到矩阵之间要有走线槽,走线距离尽量短。
9.2.5 空调要求
(1)拼接屏背后的维修通道内要有良好的温度控制和散热措施。如果是中央空调应有空调进、出风口,如果没有中央空调,应加设专门的空调,空调功率大小视大屏规模而定。
(2)位于液晶拼接显示屏室内的空调(中央空调或柜式空阔),其出风口位置离拼接屏0.4m左右较好,并且,出风口的风绝对不能对着液晶拼接显示墙直吹,要朝远离液晶拼接显示墙的方向吹,以避免冷热不均匀而损坏。
(3)放在液晶拼接显示屏前面的空调机(柜式机)要朝远离屏幕的方向吹,不能垂直对着屏幕吹,以免屏幕结露。
(4)液晶拼接屏前面(吊顶天花上)的空调出风口,距离屏幕不少于1m。
9.2.6 供电电源
(1)考虑到系统可能会遇到特殊情况从而发生断点再通电的电流冲击,拼接单元本身具备电源保护设计,保证了设备的正常安全的运行。
(2)系统的电源为AC 220V±5%;用有保护接地线的三眼插座;插座数与拼接单元数量有关。
(3)拼接系统和矩阵、处理器等外接设备及控制PC等要求同相供电和独立供电。
(4)电源电压要稳定、可靠,特别要防止断电后立即加电,因此,原则上要求拼接系统的电源必须经过相应功率UPS供电。
(5)系统设备要有良好的接地,接地电阻<5Ω,保证遇到雷击等特殊状况时设备不损坏。
9.2.7 系统环境
(1)拼接系统的背面是维修通道,维修通道宽度一般不小于0.60m。
(2)要求有较好的温度和湿度控制。
10 汽车衡无人值守防作弊
10.1 红外光栅防作弊
在磅体两端和两侧各安装一对红外对射仪,红外线设备通过信号线连接到PLC。当光束被阻挡时,红外对射仪将信号发送到PLC,地磅称重软件从PLC提取信号,当检测到报警信号后,系统禁止称重系统数据保存,称重流程终止,计量监控中心收到报警。见表2。
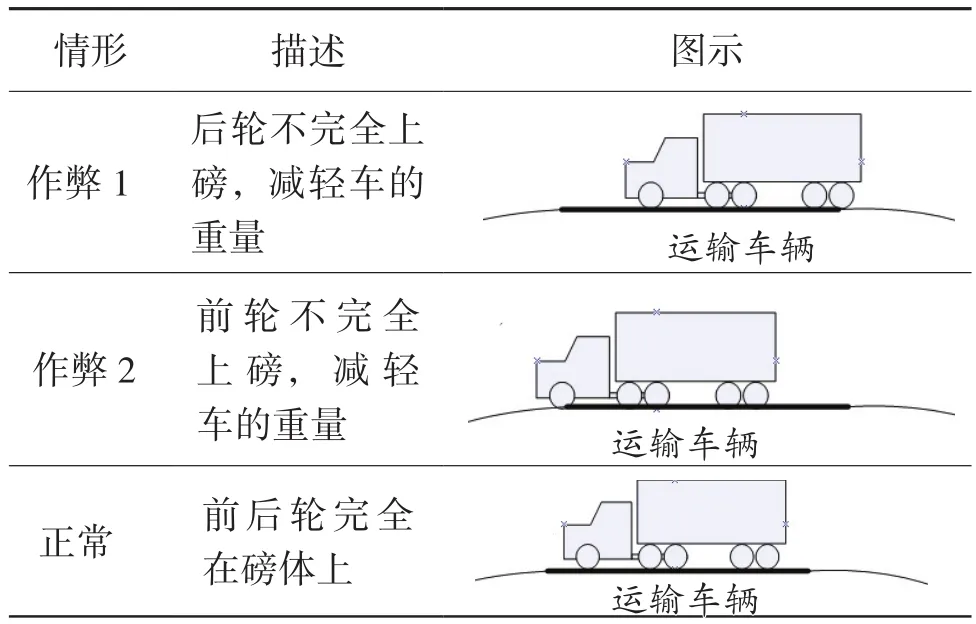
表2 红外光栅防作弊
10.2 视频监控防作弊
采用视频监控、图像抓拍、摄影和车号识别达到防作弊目的,每台汽车衡安装6个摄像头(含自助终端自带1个摄像头)。在秤的前后两端各安装1个带车号识别的监控摄像头,用来识别车牌、抓拍车牌号图像、过程摄像;在磅房顶部安装2个监控摄像头,用来抓拍车辆车厢;在自助终端上方安装1个监控摄像头,监控自助终端状况和司机行为;自助终端自带1个摄像头,监控司机行为。视频录像集中存放数据中心,视频录像集中存储中心,视频保存3个月视频以上的空间。照片同计量数据长期保存
10.3 RFID防揭电子标签防作弊
为了加强管理,更进一步堵住管理中的漏洞,引入成熟的RFID射频技术。运输车辆玻璃上粘贴一张防揭式RFID卡(图6),在秤的前后两端正上方各安装1个RFID射频读写器,用来识别车辆相关信息,这样既可杜绝车辆入场后套牌、更换牌照等作弊行为,也可以提高整个系统的自动化程度,确保了数据的准确性和可靠性,人为的作弊机率大大降低。

图6 RFID防揭电子标签粘贴位置图
11 汽车衡无人值守施工组织设计
11.1 施工组织方案的简要说明
汽车衡无人值守项目以信号专业为主体专业,电力、工务等相关专业为配套专业。施工时尽量减少对行车的干扰,在不影响计量业务的情况下施工。
为保证行车和施工安全,施工单位必须与运营单位认真协调,密切配合。必须严格按照施工规范施工,并设置必要的防护。
11.2 控制工程采取的主要施工方法和措施
为了降低施工过程中对现场作业造成影响,前期施工根据现场作业情况分步进行室外新设备的安装。网络对接前应做好充分的准备工作。
12 汽车衡无人值守预期效益
无人值守磅房的实施,将促进工厂计量水平质的飞跃。有利于实现计量业务数据的规范化、标准化、电子化和集成化。无人值守磅房颠覆了传统的计量方式,大大提升了劳动效率,显著提高了物资计量水平,有效地杜绝了各种计量作弊行为,将为工厂带来显著的经济效益和社会效益。
(1)自助计量,杜绝人为因素对计量的影响。司机在前端利用IC物流卡进行自助计量,切断了司磅员和司机之间的联系,避免了“人情磅”等现象的发生,运用技术手段杜绝了人为因素对计量的影响。
(2)红外限位,提高计量可靠性。汽车衡秤体两端安装红外限位装置,限定了称重位置,避免了车辆不完全上磅,压磅边过磅的现象,有效地防止了作弊现象的发生。
(3)车号自动识别,确保计量与实际一致。利用图像识别技术(汽车衡)实现车号的自动识别。此技术的应用,确保实际车号与计量信息车号一致,避免了人为原因造成的失误以及换车等作弊现象的发生。
(4)多方位的视频监控,强化对计量过程的监管。计量监控中心能够同时视频监控每台秤的车辆车牌、车厢内部和停放位置等信息,并进行实时录像和过衡状态拍照。多方位的视频监控使得远程司磅和管理人员如临其境,强化对计量过程的监管。
(5)智能道闸应用,加强车辆上下衡的规范化管理。智能挡车和自动道闸功能实现程序流程自动控制道闸起落指示,提示车辆通行状态,能够加强车辆上下衡的规范化管理。
(6)IC卡技术应用,实现闭环管理。IC卡贯穿于整个业务过程,将所有业务点连接成一条完整业务线并将重要信息存储在卡片中。实现了计量系统与物流、生产等系统无缝衔接,实现闭环管理,规范了计量流程,降低了出错率。
(7)设备远程重启与控制,提高劳动效率。针对计量现场分散、相距较远的情况,设计灯光远程开关功能,设计计量现场称重计算机的远程重启功能,有效地缩短了检修人员处理事故的时间,将有利于提高劳动效率。
猜你喜欢
商品与质量(2021年43期)2022-01-18
汉字汉语研究(2021年4期)2021-11-26
天然气与石油(2021年5期)2021-11-06
今日农业(2021年10期)2021-07-28
小学阅读指南·低年级版(2018年5期)2018-11-02
劳动保护(2018年5期)2018-06-05
消费导刊(2017年24期)2018-01-31
故事作文·低年级(2017年12期)2017-12-13
高校招生(2017年7期)2017-06-30
办公自动化(2016年18期)2016-08-20
