
6061铝合金挤压型材性能影响因素分析
2019-03-25 15:18赵芳胡皓荣伟陆宏韬刘旭东
有色金属材料与工程 2019年6期
赵芳 胡皓 荣伟 陆宏韬 刘旭东
摘要:针对实际生产中T6状态下6061铝合金挤压型材性能不合格的现象,研究了成分、组织与固溶制度对真性能的影响规律。结果表明,影响6061铝合金挤压型材性能的因素主要是元素配比及合金固溶程度。当合金中Mg过剩时,虽能提高型材抗蚀性,但强度及墊性也随之下降。当固溶温度为510℃,随着固溶时间的延长,第二相在基体中的溶解度升高;
当固溶时间为45min时,随着固溶体温度的升高,力学性能呈现上升趋势,当固溶温度达到480℃时,合金强度明显提高。当固溶时间为45min,随着固溶温度的提高,T6状态下6061铝合金挤压型材的强度总体呈现逐渐提高的趋势,而伸长率和电导率变化不明显.
关键词:6061铝合金;性能;电导率;固溶温度
中图分类号:TG 146文献标志码:A
汽车作为现代交通行业的一种重要交通工具,其使用范围愈来愈广。铝合金作为汽车轻量化材料的重要基材,其用于汽车制造业中的比重也逐渐增加,用铝合金制造的汽车车身板,要求材料具有一定的强度、良好的冲压成形性能和抗凹性能,A1-Mg-Si系合金成形后既有良好的烘烤硬化性能,同时还具有优良的表面质量,是汽车产品覆盖件的最佳铝合金材料。
6061铝合金属于典型的6xxx系A1-Mg-Si系铝合金,其具有良好的中等强度、塑性和可焊性能,可用于生产建筑业大型材料、对强度和腐蚀要求较高的结构件及汽车车体结构等。在实际应用过程中,需要该合金达到一定的强度,但在实际挤压过程中,往往出现硬度低、自然时效或人工时效后力学性能不能满足标准的现象,因此,本文选取一种6061铝合金挤压型材,分别从化学成分和固溶制度两方面分析造成该合金性能不满足标准的原因。
1试验材料与方法
1.1试验材料
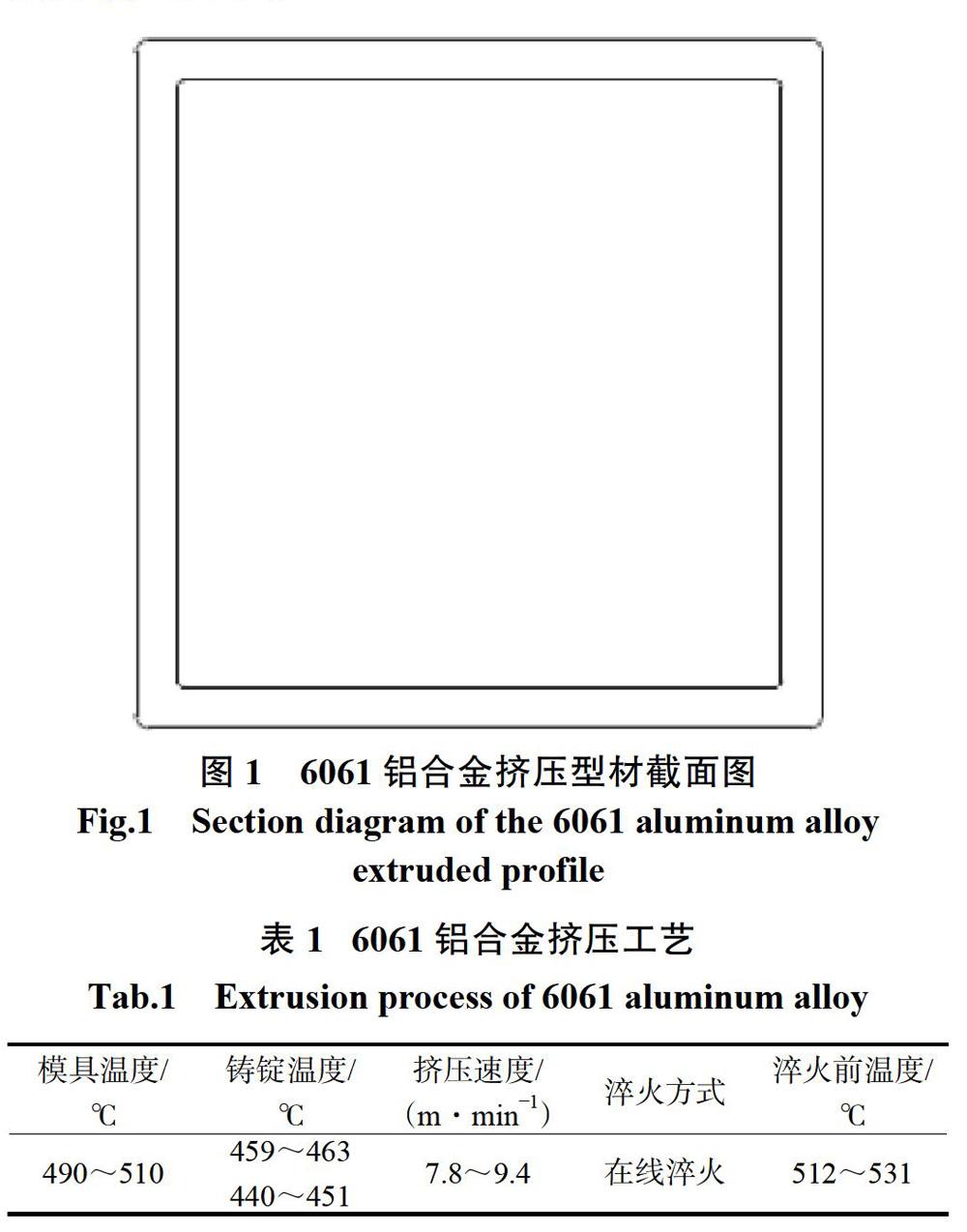
本试验选取材料为6061铝合金挤压型材,其壁厚为3mm,型材截面图如图1所示。本型材为6061铝合金铸锭通过挤压工艺制备。挤压工艺参数如表1所示。
1.2 试验过程及方法
6061铝合金挤压型材属于一种常见汽车零部件材料,性能标准按照GB/T6892-2015執行,具体力学性能要求见表2。通过以往的实际生产发现,部分型材性能低于该标准,因此通过本试验研究影响6061铝合金挤压型材性能的因素。
根据以往经验及实际挤压生产情况可知,影响6061铝合金挤压型材性能的因素主要有合金成分、挤压型材中组织过烧、强化相的尺寸和淬火充分性等。本文主要从影响6061铝合金挤压型材性能的因素进行分析,得到影响其性能的主要因素。
常温力学性能在AG-X 100kN电子万能试验机上进行测试,所有拉伸试样均平行于挤压方向截取;电导率测试采用SMP-10涡流电导率仪。
2 试验结果及分析
2.1合金成分对6061铝合金挤压型材性能的影响
试验选取力学性能检测分别为合格与不合格的两种6061铝合金挤压型材产品,分别进行成分检测,检测结果如表3所示。从表3中的数据可以看出,无论型材力学性能是否合格,其化学成分均符合国标,但不合格型材中Mg与Si的比值大于合格型材中Mg与Si的比值,这说明不合格产品中存在较多的Mg,当Mg过剩时,合金的抗蚀性提高,但强度与成形性能降低。因此,Mg过剩的6061铝合金挤压型材,通常会出现力学性能不合格的现象。
2.2 6061铝合金挤压型材显微组织与力学性能的关系
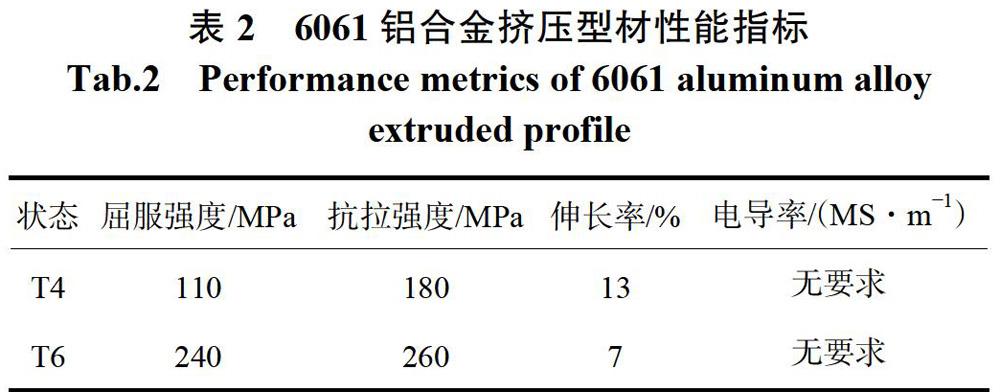
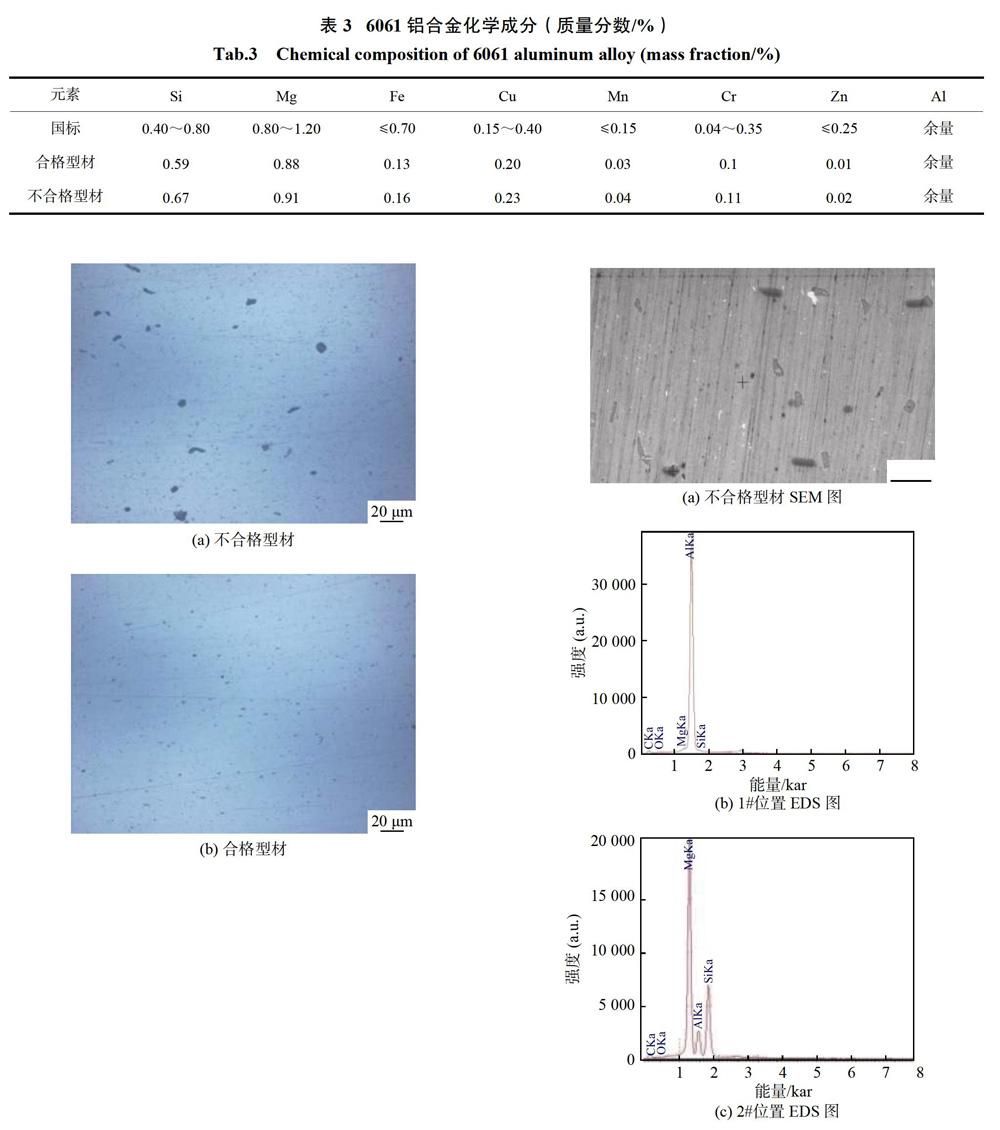
为了探究6061铝合金挤压型材显微组织与性能的关系,分别对力学性能合格和不合格的两种型材进行显微组织观察,如图2所示。对比图2(a)和2(b)可以发现,性能合格型材第二相细小均匀,而不合格型材组织中含有大尺寸第二相。对不合格型材进行扫描电子显微镜(scanning electron microscope,SEM)及能谱分析(energy dispersive X-ray analysis,EDS),结果如图3所示。图3(a)中l#位置为基体,主要元素为A41,并含有少量的Mg和Si,这与6xxx系铝合金基体为A1相符,基体中固溶少量的Mg和Si。图3(a)中2#位置为基体上的黑色相,通过EDS分析发现,主要含有A1,Mg和Si。结合表3中不合格型材的Mg与Si的质量比1.39可以推断,该型材中含有过量Mg,判断该相为Mg2Si相。对比图2中合格型材与不合格型材高倍组织发现,粗大的Mg2Si相的存在往往会造成型材力学性能的不合格。
由图2中合格型材与不合格型材显微组织对比发现,不合格型材中往往含有粗大第二相组织,组织形状尖锐,分布不均匀,造成挤压型材力学性能不符合标准。为探究影响型材固溶程度的因素,分析粗大第二相对合金固溶程度的影响,对型材进行不同制度的固溶处理,分析固溶温度及保温时间对型材力学性能的影响。试验结果如表4和表5所示,其中序号1为不合格型材,序号2为合格型材。
表4为不同固溶制度下T4状态下的6061铝合金挤压型材的力学性能。由表4可知,固溶温度为510℃,随着固溶时间的延长,T4状态下型材的强度均逐渐提高,而伸长率和电导率呈现逐渐降低的趋势。当固溶时间为45min,随着固溶温度的升高,型材的强度均呈现先降低后提高的趋势(固溶温度≦450℃时,变化趋势不大,固溶温度>450℃时,明显提高),而伸长率呈现先增大后减小的趋势,电导率呈现逐渐降低的趋势,但变化趋势不明显。这是因为在450℃以下,型材未达到再结晶温度,相当于高温退火,力学性能明显降低。对于6xxx系铝合金而言,固溶处理的目的是在保证型材不过烧的前提下,使合金中的粗大第二相溶入基体中,提高溶质原子在基体中的固溶度,便于后续时效过程中尽可能地析出细小均匀第二相,从而达到强化的目的。金属的电阻率与电子的平均自由程有关,对电导率影响最大的是固溶体的固溶度。当固溶温度为510℃时,随着固溶时间的延长,第二相在基体中的溶解度升高;当固溶时间为45mim随着固溶体温度的升高,合金强度虽呈现波动,但当固溶温度达到480℃时,合金强度明显提高,这是由于合金中的粗大第二相也尽可能地溶入到基体中,减少对基体的割裂,从而使强度逐渐增加;另一方面,随着固溶温度的升高和固溶时间的延长,溶质原子的过饱和程度增大,基体畸变程度也逐渐增大,基体点阵中电子散射源的数量和密度也随之增加,使电子受散射的几率增大,电子的平均自由程减小,合金的电导率降低。
表5为不同固溶制度下6061铝合金挤压型材经175℃x8h峰值时效后T6状态下的力学性能。由表5可知,固溶温度为510℃时,固溶时间由0延长至20min时,屈服强度变化不明显,当固溶时间延长至40min时,不合格型材抗拉强度提高较为明显;当固溶时间为0min时,合格型材的抗拉强度明显高于不合格型材,随着固溶时间的延长,型材的抗拉强度逐渐接近;伸长率和电导率的变化都不明显。当固溶时间为45min,随着固溶温度的升高,T6状态下6061铝合金挤压型材的抗拉强度总体呈现逐渐提高的趋势,而伸长率和电导率则呈现波动趋势。A1-Mg-Si合金是典型的时效硬化合金,目前主要的观点认为过渡相β″或β′使合金达到最大强化阶段;但也有研究表明,6061铝合金时效过程中的GP区使铝合金的强度达到最大值。当固溶温度为510℃,随着固溶时间的延长,第二相在基体中的溶解度升高,较短时间内粗大第二相并没有过多溶入基体中,当时间为40min时,较多的第二相溶入基体中,在随后的时效过程中,析出第二相粒子,在晶面上偏聚,形成GP区,与基体保持共格关系,强度显著提高;当固溶时间为45min时,随着固溶温度的升高,合金中的粗大第二相也尽可能地溶入到基体中,减少对基体的割裂,在随后的时效过程中,析出细小均匀的第二相,从而使强度逐渐提高;另一方面,无论是固溶时间的延长,还是固溶温度的升高,当峰值时效结束后,固溶体的分解基本完成,合金的电导率也相对稳定,变化趋势不大。
3结论
本文通过对6061铝合金挤压型材性能不合格的试验研究发现:
(1)影响6061铝合金挤压型材性能不合格的原因包括合金成分配比的不合理性及固溶程度不足。
(2)选择合理的固溶温度及时间,可以使粗大第二相尽可能地溶入到基体中,在随后的时效过程中析出细小均匀第二相,提高型材强度。
猜你喜欢
速读·中旬(2021年10期)2021-10-14
中国建筑金属结构(2019年4期)2019-05-15
中国建筑金属结构(2019年4期)2019-05-15
东方教育(2018年3期)2018-03-30
山西果树(2017年4期)2018-02-08
物联网技术(2017年5期)2017-06-03
湖北农业科学(2014年13期)2014-08-28
科技致富向导(2013年12期)2013-07-05
