线性移动刀口取样器的设计及应用
2019-03-25 07:29:40赵建军李传伟赵海利袁建明
有色冶金设计与研究 2019年6期
周 成, 赵建军, 李传伟, 赵海利, 袁建明
(1.北京矿冶科技集团有限公司,北京100160;2.矿冶过程自动控制技术国家重点实验室,北京100160;3.矿冶过程自动控制技术北京市重点实验室,北京100160)
取样是选矿流程工业中必不可少的一个环节。为了控制选矿厂使其处于最佳的生产状态, 须对磨矿分级产品的细度、浓度、浮选流程精矿和尾矿产品的各金属品位进行实时监控[1]。 同时,为准确计算选厂金属量平衡,统计每班生产效益,需要准确测定原矿、精矿、尾矿中的金属品位。这些重要参数的提取,离不开对流程各环节产品的取样。 这就要求取样设备系统或取样方法具有代表性,所获取的样品送在线分析仪器或实验室检验时,能反映出选厂的真实工艺状况。
目前, 国内多数运行年代较早的选厂受选厂现代化技术水平、规模、经济效益等因素制约,主要依靠人工取样获取相关工艺参数。 人工取样通常在单点进行取样,受人为因素干扰取样不稳定,检验管理和质量控制的难度较大[2-4]。 新建选厂或经济效益较好的选厂,在选厂自动化水平建设或改造的过程中,会选择自动化的取样设备系统以节省人力和成本,但取样设备多为固定刀口或无刀口的管道取样器。这种管道取样器只能截取流体截面中固定的某一区域,所获取样品的代表性受工艺波动、金属品位、矿石比重、管径流量等因素的影响极大,并不能真正满足金属量计算的要求。
本文针对选矿厂原、精、尾关键流程取样点的取样代表性, 提出具有高取样代表性的M1500/M1300系列线性移动刀口取样方案。 该方案可根据不同管径、不同流量的工艺点进行定制化设计,不仅可用于流程控制采样,还满足金属量计算的需求。其采样分析结果可用于精确评估选厂效益、 测定生产损耗和最终经济损失。
1 取样原则
取样就是从总的矿浆流体中取出具有代表性的一小部分用于金属统计或过程控制。 要取得具有代表性的样品,必须满足以下通用的取样原则[5]:1)每个取样阶段所获得的每片样品都具有代表性, 整个样品才能认为是具有代表性的。 2)取样样本中的每个颗粒进入最终样品的几率必须均等。
无论是管道、溜槽,还是出料槽,矿浆在输送过程中其粒度、密度受重力、管路弯头、交叉口处动量
效应以及管道或溜槽壁阻力的影响,很难保证矿浆
物理状态的均匀一致性。因此,选厂采用取样勺舀取矿浆的一维取样或管道取样器固定刀口的二维取样方法,其取样代表性都受限于取样点处矿浆是否混合均匀[5-6]。 针对矿浆在管道或溜槽中的不均匀、沉淀、流量流速波动等情况,需要采用三维取样的方法
来取出具有代表性的矿浆流[4,7]。

图1 一、二、三维取样
工程实践表明, 要设计出满足三维取样的取样机构, 取出代表性或概率性样品, 需要满足以下条件:1)整个矿浆流都可以被取到;2)取样刀口应该垂直于矿浆流动方向切割流体;3)取样刀口应当以线性的恒定速度切割流体。
2 线性移动刀口取样器设计
2.1 取样原理及结构形式
线性移动刀口取样器取样原理可简单地概括为: 取样刀口在电机或气缸的带动下以稳定的线速度垂直于矿浆流动的方向切割整个矿浆流,从中取出一定量的矿浆以满足在线检测或实验室化验需求。

图2 M1300 和M1500 系列取样器结构
针对水平/倾斜(<45°) 工艺管道走向,设计了如图2(a)所示的M1300 系列线性移动刀口取样器;针对垂直/大角度(>45°) 工艺管道走向,设计了如图2(b)所示的M1500 系列线性移动刀口取样器。 所设计的线性移动刀口取样器主要包括入口管段、 取样机构、取样刀口、控制系统4 大核心模块,以及配套的ICE 箱体、样品箱、下箱体、冲洗系统。 整个取样系统根据工艺参数、安装空间需进行定制化设计,其中取样机构根据需求可为电动或气动驱动。
M1300/M1500 系列线性移动刀口取样器具有以下特点:1)根据矿浆粒度、浓度和流量参数专门设计的“D”形刀口结构,保证切下来的矿浆以无阻力、无喷溅的方式进入取样刀口;2)刀口以合理平稳的速度截取整个工艺流的矿浆,切“1 片具有代表性”矿浆出来,保证矿浆中的每1 个颗粒都有均等的机率流入刀口成为样品;3)能够满足不同矿浆颗粒尺寸和流量工况下取出有代表性的样品。
2.2 模型介绍
在取样器的设计过程中, 需要针对过流矿浆进行仿真,以了解流过取样器矿浆的运动形态。由于矿浆为矿石颗粒和水的混合物, 其中夹杂着空气和药剂,物理特性较为复杂。计算时需要将矿浆流动环境及矿浆性质做部分假设, 不考虑矿物颗粒的沉降效应,而将矿物颗粒、水、气泡、药剂等混合体假设为一相,设定平均密度和粘度。将矿浆与取样器系统内的空气组成两相流系统,通过VOF(Volume of Fluid)法对矿浆运动和两相界面进行捕捉, 计算出相关运动参数[9]。
VOF 法连续性方程和动量方程分别为:

式中:u为速度矢量;p为压强;g为自由落体加速度;籽为矿浆密度;滓为矿浆表面张力系数;k为交界面曲率;子为相间粘性力;n为交界面法向量;啄()为狄拉克函数。
在计算时需引入人工压缩g项来计算模型控制单元内气液两相流的体积分数来获得交界面信息,进而反映矿浆流动状态:

式中:u子为适于压缩界面的速度场,a仅对界面产生影响;为流体体积分数。
2.3 关键结构设计
M1300 系列取样器适用于水平或小角度倾斜走向的工艺管道。 借助于计算流体力学(CFD)的方法,根据流程工艺参数和现场安装条件对入口圆管或方槽中矿浆轨迹进行模拟,以选取M1300 取样器最佳的入口管段和矿浆流入角度;同时通过对入口管段的定制化设计,将取样器入矿流速控制在一定的范围内。 矿浆流入取样器ICE 箱体后以类似抛物线的轨迹形成可控的瀑布面,独特设计的D 字型刀口以垂直的角度在线性移动的过程中截取整个瀑布流而无取样盲区。矿浆轨迹的模拟有助于ICE 箱体、下箱体、取样刀口设计参数的确定。图3 所示为某工况下不同入口设计对矿浆轨迹和瀑布面区域的影响。 通过对这些信息的掌握,为刀口尺寸参数和位置参数设计提供了参考依据。
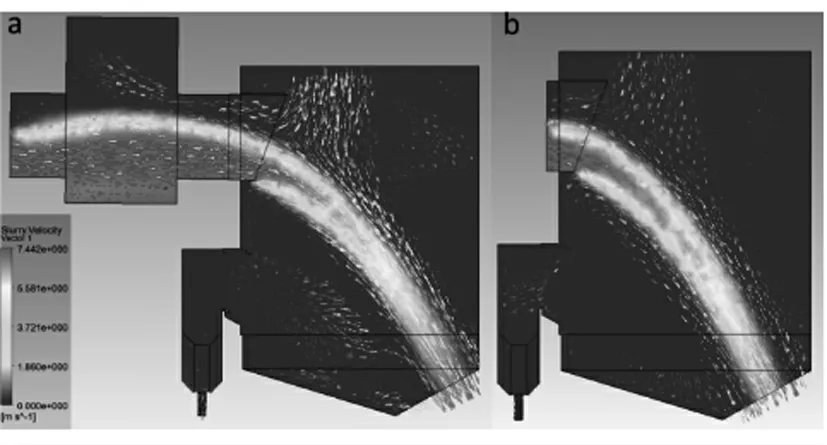
图3 某工艺条件下不同入口管段M1300 取样器矿浆轨迹模拟
M1500 系列取样器适用于垂直或大角度走向的工艺管道,根据已知的流程工艺参数和现场安装条件,同样借助于CFD 方法对M1500 取样器入口管段的矿浆轨迹进行模拟,以确保矿浆以竖直或在刀口取样区间内分散下落,防止矿浆溅射进入样品箱污染样品。 如图4 所示,在某波动性的工况条件下,对不同入口管道的设计进行了矿浆轨迹模拟,可以看到较为明显的差异,这些差异直接决定着设计参数的选择。通过对矿浆轨迹的模拟,在确定入口管段设计参数选取的同时,还有助于取样刀口、ICE 箱体和下箱体设计参数的确定和优化。

图4 某工艺条件下不同入口管段M1500 取样器矿浆轨迹模拟
根据移动刀口取样器取样原理,驱动机构带着取样刀口做往复运动(图5),可计算出刀口每次切割矿浆瀑布流的取样量:

式中:Q1为刀口单次截取的样品体积量;W1为刀口的开度,mm;V为刀口移动速度,m/s;Q0为工艺管道流量,m3/h。

图5 取样量计算示意
由于刀口移动速度和刀口行程已知, 可计算出每分钟最大的取样次数:

式中:N0为最大取样频率,次/min;L为刀口行程,m。
那么取样器取样流量:

式中:Q2为计算的最终取样流量,L/min;n为设定的取样次数,次/min,满足n<N0。
对于气缸驱动的M1300/M1500 系列取样器,刀口移动速度可由流量调节阀进行调节, 因此可通过调节速度或设定取样频率来控制取样量。 对于电机驱动的M1300/M1500 系列取样器,刀口移动速度受电机输出转速的影响为固定参数, 其取样量则可通过设定取样频率或更换不同开度的刀口帽来调节。
2.4 取样控制系统设计
以气缸驱动的M1300/M1500 系列取样器为例,其控制系统硬件包括气控箱和电控箱,配套定制开发的BSCS 软件,通过触摸屏人机界面进行操作。 作为一次取样器,其就地设备包括取样器主体和气控箱,电控箱根据实际情况放在方便操作的地方。
移动刀口取样器通过就地气控箱旋钮开关实现远程自动和就地手动的切换。 在就地控制模式下,控制系统将不对取样器进行任何操作,就地通过手动对取样器设备进行单点操作。在远程自动控制模式下,控制系统接收分析仪器取样信号、取班样信号或是人工取样信号,完成一个完整的自动取样流程。 根据取样系统硬件配置,如表1 提取了主要的控制参数。
自动模式下取样系统将按照图6 所示的控制逻辑进行自动运行:1)控制箱上电运行后,内置BGRIMM 控制器判断取样器当期的控制模式;2)自动模式下BGRIMM 控制器接受到取样信号开始进入取样流程,否则重复步骤1;3)当取样信号持续存在, 电磁阀控制气缸往复运动带动取样刀口进行取样,直到取样信号延时结束停止取样;4)取样动作结束后, 电磁阀控制冲洗水阀按照设定的时间进行取样器冲洗,冲洗结束即取样流程完毕,等待下一次取样命令;5)在步骤3 和4 进行的时候,BGRIMM 控制器会不断检测自动控制信号, 如果自动控制信号在取样流程中被切断, 则电磁阀控制气缸回到起点位置,并强制退出取样流程。

表1 M1300/M1500 取样器关键控制参数
3 工业应用
通过对线性移动刀口取样器的推广,国内各大选厂对取样代表性的重视程度越来越高。 M1300/M1500 取样器已在国内江铜集团、铜陵有色、西部矿业、紫金矿业、国森矿业的多个选厂得到了成功的应用,并有多个项目的移动刀口取样器处于生产和安装调试阶段。 如图7 所示为某选厂安装的M1500 取样器。 该取样器安装在浮选柱溢流的铜精矿矿浆管道上, 从图中可以看出浮选柱溢流管道原本走向为靠近浮选柱筒体大角度倾斜向下,且垂直高差较大。为了满足M1500 取样器竖直入矿的条件,且满足取样器安装和检修空间的条件,需要对矿浆管道进行改造。 倾斜管道进入M1500 取样器,需要在入口前配置一段弯头,如何配置此弯头为该取样器设计的关键因素之一。

图6 移动刀口取样器自动控制流程

图7 某选厂安装的M1500 取样器
工程实践表明,矿浆在弯头处的扰动相对强烈,且较大的高差使得矿浆在弯头处的无序溅射也更为显著,此工况下需要在M1500 取样器入口与弯头之间配置一段竖直管道。 借助CFD 对M1500 取样器入口处流体状态进行了模拟, 图8 所示考虑了两种不同长度竖直管段, 模拟结果表明弯头越靠近M1500 取样器,入口处的流体扰动和溅射范围越大,刀口取样盲区存在和样品箱被污染的可能性越大。最终综合考虑了现场安装条件以及入口流体溅射的可控范围,配置了图7 所示的设计和安装方案。

图8 某选厂M1500 取样器不同入口管段下矿浆轨迹的变化
M1500 取样器运行后对其进行了考察, 选取了同一选厂串联的浮选槽溢流硫精矿管道上的管道取样器进行了比较。 在相同时间段的相同工艺波动条件下,在BOXA 分析仪多路器处各取了20 个班样送由质检化验,与同阶段的质检班样进行了比对,比对数据如图9 所示。
从对比结果可以看出来, 即使在工艺波动的情况下,M1500 移动刀口取样器取得的样品化验结果与质检化验结果有很好的跟随性,且结果基本吻合,能够反映出工艺流程铜精矿铜品位的真实状况;而相同条件下, 采用固定刀口的管道取样器其取样样品化验结果与质检化验结果手工艺波动的影响很大,某阶段不仅跟随性较差,而且误差很大,很难反映出工艺流程硫精矿硫品位的真实状况。可以看出,M1500 移动刀口取样器具有良好的取样代表性,其取得样品能够反映出工艺当前的真实信息。 M1500取样器取得实时样品流入BOXA 荧光品位分析仪检测的实时结果,对选厂操作工具有很好的生产指导意义,同时其获得的班样化验结果参与选厂总的金属量计算能够反映出选厂当前的真实效益。

图9 M1500 取样器与管道取样器取样对比
4 结语
应用CFD 对矿浆轨迹的模拟,针对选厂工况条件定制化设计的M1300/M1500 线性移动刀口取样器遵循了通用的取样原理, 区别于人工取样和固定刀口取样器,其取样模式为三维取样,因而具有很好的取样代表性。 M1300/M1500 取样器能够满足选厂对原、精、尾关键流程取样代表性的最高要求。 工业实践表明, 线性移动刀口取样器取得样品能够反映出工艺流程的真实信息,不仅可用于流程控制采样,还满足金属量计算对取样代表性的要求。 与BOXA荧光品位分析仪组成在线取样分析系统, 其输出的实时品位检测信息对选厂操作工具有有益的生产指导意义, 其获取的自动班样样品可作为选厂质检部门的班样样品参与选厂金属量计算和经济效益评估,同时还可节省人力、设备等成本。
猜你喜欢
河北科技大学学报(社会科学版)(2022年4期)2023-01-06 12:39:34
河北科技大学学报(社会科学版)(2022年4期)2023-01-06 12:39:34
现代矿业(2021年3期)2021-06-02 00:59:32
闽南风(2020年6期)2020-06-23 09:29:01
中国现代中药(2020年2期)2020-04-29 08:01:04
消费导刊(2018年10期)2018-08-20 02:56:14
牡丹(2018年31期)2018-01-03 12:33:26
——勉冲·罗布斯达
文化遗产(2017年2期)2017-04-22 03:39:46
中国卫生标准管理(2015年25期)2016-01-14 09:29:16
中国卫生标准管理(2015年6期)2016-01-14 05:17:16