一种车身钣金件级进模冲裁工位快速设计方法
2019-03-16 06:41:58沈现青黄昭明陈森林
长春工程学院学报(自然科学版) 2019年4期
沈现青,黄昭明,陈森林,崔 霞
(1.合肥职业技术学院交通工程学院,合肥 238000; 2.皖江工学院机械工程学院,安徽 马鞍山 243031)
0 引言
因多工位级进模具有生产率高、操作安全、能完成复杂加工工序,并适用于大批量零件的冲压生产等优点,时常被应用于车身钣金件的冲压加工装备[1-3]。为后续成形工位提供一定形状的成形料片,在多工位级进模工位设计中,前3工位一般设置冲裁工序[4-6],而该工序的冲裁精度直接影响了后续工序的成形精度,因此,冲裁工位冲头形状的设计对缩短模具调试的工作量具有至关重要的影响。
目前,公开的多工位级进模技术资料表明[7-8],在其设计过程中通常应用计算机辅助工程CAE(Computer Aided Engineering)分析与优化工艺过程和模具结构,但由于实际冲压过程中冲床、模具以及材料三者的微观不确定性,导致了CAE技术仍无法替代试模过程而只能通过加大后期模具调试工作量来消除其不确定性因素带来的冲压误差,从而延长了模具的开发周期,降低了企业的市场竞争力。为了解决所面临的技术问题,本文通过CAD/CAE技术,结合实冲试验与试模法,提出了一种基于激光料带试模的车身钣金件多工位级进模冲裁工位快速设计方法,旨在避免上述微观不确定性因素带来的冲压误差,以此缩短级进模的开发周期。
1 多工位级进模设计
1.1 多工位级进模设计流程
多工位级进模指沿着被冲原材料的直线送进方向,具有两个以上工位,并在压力机的一次行程中,在不同工位上完成两个以上冲压工序的模具。多工位级进模设计是一个系统,其流程如图1所示。
该设计流程可分为工艺设计、排样与概要设计、结构设计、零件设计4个阶段。工艺设计就是对产品零件所包含的成形工序逐一进行分析,确定产品零件的加工工艺方案。工艺设计前应充分了解产品零件的要求及实际的生产条件。排样与概要设计以工艺设计可行为前提,确定具体的工序方案和模具基本结构形式,初步给出模具的估价和制造周期,确定是否继续开展模具详细的设计和制造。结构设计和零件设计就是为级进模正式投产而具体地开展的设计,在该阶段部分模具零件的加工也将同期展开。该阶段的主要成果是模具装配图以及需要加工的模具零件的工程图。
1.2 多工位级进模设计存在的问题
目前,在多工位级进模设计中通常应用CAE分析技术优化工艺过程和模具结构,但试冲的不确定性因素很多,如冲压工艺性及形状复杂性、冲压工序设计及压力机选择的合理性、级进模结果的合理性、加工及装配精度的偏差、调试用压力机选择合理性、试冲板料是否符合设计要求以及验收标准等,所以,CAE仍无法替代试模过程,需要增加后期的模具调试来消除其不确定性因素带来的冲压误差。

图1 多工位级进模设计流程
车身钣金件通常具有复杂的形状和严格的形位精度,故车身钣金件级进模的工位设置较多。根据车身钣金件复杂程度的不同,级进模工位设计中一般在前3~6工位设置冲裁工序,其目的是为后续成形工位提供一定形状的成形料片。冲裁工位的冲压精度直接影响后续工位的冲压精度,进而影响产品的质量。因此,冲裁工位的设计对缩短模具调试的工作量有至关重要的影响。
2 冲裁工位快速设计方法
本文提供一种基于激光料带试模的车身钣金件多工位级进模冲裁工位快速设计方法,目的是减少级进模中冲裁工位的修模时间,减少模具调试时间,缩短车身开发周期[9]。该方法包含3个步骤:步骤一为获得第一次试模激光料带;步骤二为通过实冲与检测修正第一次激光料带,修正上一次激光料带,再次试模与检测,直至试模获得合格的制件;步骤三为快速设计多工位级进模的冲裁工位。冲裁工位快速设计方法流程如图2所示。
当试模次数为多次时,在第一步中,下一次试模使用的试模激光料带是在上一次试模使用的试模激光料带的图纸上进行修正制作。试模激光料带是由激光开料机根据图纸在板料上切割且由多个料片连接而成的,料片的数量不少于级进模上设置的成形工位的数量,且在试模时对应各个成形工位处分别有一个料片;试模的级进模上未设置冲裁工位。
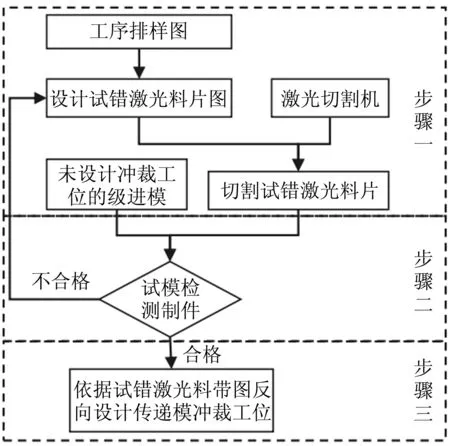
图2 冲裁工位快速设计方法流程
3 应用实例
3.1 制件排样工序分析
图3所示为一个车身钣金件三维数模,该制件具有较复杂的外部边线和多个内部形孔,且外部边线基本需要通过翻边获得,易知最终冲裁料片对制件的翻边边线和内部形孔位置精度具有较大影响。故以该制件的多工位级进模冲裁工位的设计为例,探讨本文所提出设计方法的优越性。

图3 车身钣金件三维数模
以图3所示的车身钣金件为例,通过CAE软件AutoForm一步逆成形法,获得制件的料片展开图,如图4所示,该料片1 mm厚,外形尺寸为324.73 mm×230.10 mm。所设计的12工位工序排样图,如图5所示,其中a为第1冲孔工位、b为第2修边工位,c为第3修边工位,d为第4修边工位,e为第5修边工位,f为第6修边工位,g为第7翻边工位,h为第8翻边工位,i为第9翻边工位,j为第10修边和冲孔工位,k为第11空工位,l为第12翻边和切断工位。显然,该制件是将前6工序冲裁后的板料形状用于后续翻边成形,前6冲裁工序的形状与位置精度决定了后续翻边工序的成形精度,是该制件级进模设计的重点,也是缩短修模周期的主要影响因素。

图4 料片展开图
3.2 冲裁工位快速设计步骤
步骤一:获得第一次试模激光料带。将一步逆成形法获得的制件料片展开图导入CAD系统,并按级进模排样的载体形式连接8个展开料片,即形成如图6所示的激光料带结构CAD图,然后应用激光切割机在1 700.00 mm×335.00 mm的矩形板料上切割出板料厚度为1 mm的激光料带。将切割好的激光料带作为试模对象,试模模具为暂未设计冲裁工位的车身钣金件级进模。依据排样工位试模是从第7工位翻边开始,经过7~12工位冲压后获得第一次实冲制件。
步骤二:通过实冲与检测修正第一次激光料带,修正上一次激光料带,再次试模与检测,直至试模获得合格的制件。对第一次实冲获得的制件进行检具与三维坐标测量机的检测。首先进行检具检测,当被测实冲制件的形孔与边线位置不符合极限量规检测要求时,可判定该被测要素不符合要求,然后应用三维坐标测量机检测被测要素,进一步获得离散误差值,再对不符合形位公差的被检要素进行离散误差修正与光滑连线。首次试模激光料带CAD结构图,如图6所示。按该方法进行试模与修正,直至试模获得的制件形位公差达到零件图的形位公差要求为止。
对第2次试模的激光料带中各料片上5个小孔和1处边线进行了修正,如图7(a)中1所指;对第3次试模的激光料带中每个料片上的2个小孔进行了修正,如图7(b)中2所指;对第4次试模的激光料带中每个料片上的3处边线进行了修正,如图7(c)中3所指,本例通过第4次试模获得了合格的制件。

a.冲孔工位;b、c、d、e、f.修边工位;g、h、i.翻边工位;j.修边和冲孔工位;k.空工位;l.翻边和切断工位图5 工序排样图

图6 首次试模激光料带CAD结构图

图7 激光料带中料片的三次修正
步骤三:快速设计多工位级进模的冲裁工位。以最后一次,即如图7(c)所示,本例第3次修正的料片为依据,快速设计多工位级进模的冲裁工位。笔者未按如图1所示的设计流程对该制件进行设计与试验,不能量化本文所提出方法的效果,但由于经过了实冲验证,所以能够避免用CAD/CAE技术主导模具设计时后期冲裁工位修模时间增大的弊端。
3.3 激光料带形状的确定注意事项
确定激光料带形状时要注意:1)为保证加工精度,激光料带不宜过长;2)为保证料带的顺利送进,激光料带上需设置导正孔;3)为方便级进模研合,激光料带必须能保证成形工序开始的每一序都有料片,故设置最小料片个数为6个;4)激光切时,料带前后料片定位不稳定,一般不做试模用,故最小料片数增加至8个。
4 结语
复杂车身钣金件的级进模开发过程中,冲裁工位的设计是影响其开发周期的主要因素,通过一种车身钣金件级进模冲裁工位快速设计方法,实现了多工位级进模冲裁工位快速设计。本文针对复杂车身钣金件所做的具体研究,旨在帮助本领域的技术人员对本方法的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
目前,CAD/CAE技术仍无法完全替代多工位级进模的试模过程,但随着板料成形计算机分析技术的发展,CAD/CAE技术将能够更准确地模拟冲压成形过程,从而能够更高效地指导生产实践。
猜你喜欢
机电信息(2022年9期)2022-05-07 01:54:11
商品与质量(2021年16期)2021-04-23 04:40:22
装备制造技术(2020年4期)2020-12-25 05:26:10
装备制造技术(2020年2期)2020-12-14 03:09:34
科学与信息化(2020年17期)2020-10-20 07:55:56
制造技术与机床(2019年11期)2019-12-04 05:50:00
山西建筑(2019年18期)2019-10-29 06:33:18
模具制造(2019年4期)2019-06-24 03:36:40
模具制造(2019年3期)2019-06-06 02:10:52
经济技术协作信息(2018年4期)2019-01-23 07:18:48