
Zeta型电子束焊机高压稳定电源的纹波抑制与稳压
2019-03-12 08:13莫金海林伟陶辉
现代电子技术 2019年5期
关键词:复合控制
莫金海 林伟 陶辉



关键词: 电子束焊机; 耦合电感; Zeta型变换器; 纹波抑制; 复合控制; 高压稳定电源
中图分类号: TN86?34; TM743 文献标识码: A 文章编号: 1004?373X(2019)05?0115?04
Ripple suppression and voltage regulation for Zeta?type high?voltage stabilized power supply of electron beam welder
MO Jinhai, LIN Wei, TAO Hui
(School of Mechanical and Electrical Engineering, Guilin University of Electronic Technology, Guilin 541004, China)
Abstract: The traditional power supply system of electron beam welder (EBW) has the characteristic of high intrinsic ripple in the output voltage due to the properties of switching power supply, which may lead to the unstable output voltage of EBW′s power system. Therefore, the coupling inductor technology is used to design a new EBW′s power system taking Zeta?type converter as the main circuit. The combination of coupling inductor technology and Zeta?type converter can reasonably allocate the coupling degree of two coupling inductors in Zeta?type converter to suppress the ripple of output voltage. The compound controller composed of PI control and feedforward control is used to improve the control accuracy and output stability accuracy of the power system. The simulation results of PLECS software show that the designed system can obviously suppress the ripple of output voltage, and has the characteristics of high output voltage regulating accuracy, perfect dynamic property and reliable operation, which can verify the correctness of the theoretical derivation.
Keywords: electron beam welder; coupling inductor; Zeta?type converter; ripple rejection; compound control; high?voltage stabilized power supply
0 引 言
電子束焊接时不需要使用焊条,由于它具有不易氧化和热变形量小等特点在航空、军工、汽车众多领域中得到广泛的应用。电子束焊机的焊接是在真空条件下完成的,电子枪的阴极被加热到一定程度就会产生相应的电子,在高压电磁场的作用下,电子的运动速度被加速到很大,高速运动的电子在聚焦以后得到高能量、高密度的电子束,电子束碰撞到焊件时产生一定的能量,焊件的焊接处熔化,从而完成对焊件的加工[1]。电子束焊机(Electron Beam Welder,EBW)高压稳定电源是给电子枪工作时提供所需的工作电压,它对焊件的质量起着决定性作用[2]。
目前,世界上电子束焊机的高压稳定电源(HVSPS)广泛采用两类调压模式:一类是可控硅交流调压,其精度低、动态特性差;另一类是电子管线性直流调压,其效率差、附加装置复杂、成本高[3],故不能满足现代技术发展对电源设备提出的要求。
随着现代电源技术的快速发展,电子束焊机的电源系统采用开关电源,BUCK和BOOST开关电源已经应用到电子束焊机电源系统中[2?4]。这些新型的电源一般采用以下三种常规的方法来抑制纹波:滤波及补偿技术、交错并联拓扑、高频化技术[5]。这三种方法虽然可以降低输出电压纹波,但其固有纹波仍然很大,没有达到满意的输出电压效果,也没有在理论上达到低纹波甚至零纹波。这三种方法均通过增加辅助控制电路来抑制纹波,其结果不仅增加了成本还使得系统变得复杂,且还存在功率密度比较低和集成度差的缺点,因此不能满足现代工业的发展对电子束焊接的要求。
文中设计了一种低纹波的电子束焊机高压稳定电源系统,电源系统采用Zeta作为主变换电路[6]。通过改变互感系数,调节Zeta电路中两个电感之间的耦合度,便可在电子束焊机的输出处获得低纹波的输出电压,甚至零纹波的输出电压。同时,供电电压大幅度的变化会引起输出电压波动,为了减少输出电压大幅度的波动,采用前馈控制和PI控制组成的复合控制方式。控制系统的结构简单、便于调试所需的电子束焊接的电子束流,在焊接系统的输出处获得稳定、平滑的微纹波的输出电压。
1 电子束焊机Zeta主电路的工作原理与输出电压纹波抑制
1.1 Zeta主电路的工作原理
三相交流电经过升压、整流以及滤波后,获得高压脉动直流,如图1所示。设计一个以Zeta型为主电路的直流变换器,通过适当的PWM信号控制开关管[VT]的通断,在电子束焊机的输出处得到60 kV的电子枪所需电压。图中电感[LX]的作用是防止短路;[LX]上可能产生很大尖峰电压,续流二极管[DX]可以防止其尖峰电压;[R1]为过流保护电阻,[R2],[R3]为高压测量电阻。忽略次要电路,得到等效电路如图2所示,电子枪等效为可变电阻[R](约为300 kΩ~∞)。
Zeta电路工作原理如下:在VT导通时,输入电感[L1]从电源[US]获得能量,[L1]中的能量增多;同时,输入电容[C1]与输入电源[US]共同作用于输出电感[L2],供电给负载,[L2]储能增加。电感电流[iL1]和[iL2]全部流过开关器件VT,因此,[iVT=iL1+iL2],[iD=0]。电容[C1]释放能量,且[iC1=iL2]。
在VT关断时,[L1]中的能量传输给[C1],[L1]储能减少,[C1]的能量增大;同时,输出电感[L2]为输出电容[C0]和负载[R]供电。电感电流[iL1]和[iL2]全部流过二极管D,因此,[iD=][iL1+iL2],[iVT=0]。电容[C1]吸收能量,且[iC1=-iL1]。
Zeta电路稳态工作时有两种状态:一种是电感电流断续的状态方式(DCM);另一种是电感电流连续的状态方式(CCM)。设VT通断占空比为[d],则输入电压[US]和输出电压[U0]的关系分别为:
[U0=d1-dUS , CCMdΔd US , DCM ] (1)
式中:[Δd=T′offTS<1-d]。由式(1)可知:当在CCM状态下,输出电压[U0]与输入电压[US]、占空比[d]的关系简单;当在DCM状态下,[Δd],[d]和输出电压[U0]相关,而且它们呈复杂非线性关系。
在通常情况下,负载电流[I0<]300 mA,远小于临界电流[IOK],即[I0 1.2 耦合电感抑制输出电压纹波的原理 在开关电源中,若两电感两端的电压波形相同[7?8],可以把它们绕制在一个带有气隙的铁芯上做成需要的耦合电感,Zeta变换器的输入输出电感符合这一要求,其电路结构如图3所示。这两个电感线圈互相耦合时,除了本身的自感外还有它们之间相互作用的互感,通过调节互感系数[M]就可以改变耦合系数[k],从而在输出处得到零纹波输出电流。 设初级漏感为[Lp],次级漏感为[Ls],根据电工原理,可知它们的关系为:[Lp=L1-M],[Ls=L2-M],[M=k(L1L2)12]。其电压电流关系为: [VL1=(M+Lp)di1dt+Mdi2dtVL2=(M+Ls)di2dt+Mdi1dt ] (2) 從而得到: [diL1dt=VL1LepdiL2dt=VL2Les] (3) 其中,[Lep],[Les]为等效耦合电感: [Lep=L1L2-M2L2-MLes=L1L2-M2L1-M ] (4) 从式(4)可知,改变[Lep]或者[Les]的大小就可以改变[L1]或[L2]中的纹波电流。若[L1=L2=M]条件成立,则主电路Zeta中[L1]和[L2]的纹波电流均可以降低至零,从而在理论上实现输出零纹波。本文只考虑输出电压为零纹波,所以令[L1=M]。
电子束焊机的工作参数如下:稳态工作时输入电压[US=]20 kV,输出电压[U0=]60 kV,[d=]0.75,额定功率为6 kW,开关频率[f=]20 kHz,[L1=]750 mH,[L2=]770 mH,[C1=]0.03 μF,[C0=]0.025 μF。
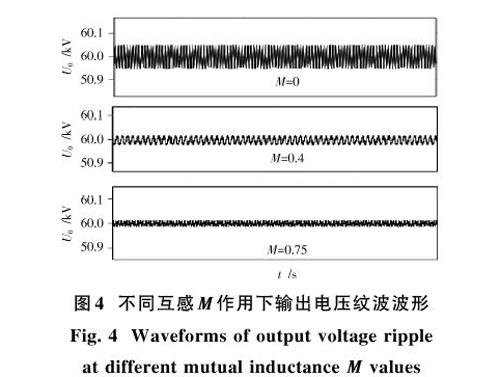
电子束焊机输出电流很小(约0~200 mA),观察输出电流结果不明显,但当输出等效电阻相对较大(300 kΩ~∞)时,观察输出电压波形效果会更好,仿真结果如图4所示。
由图4可知,当[M=0]时,输出纹波为[U01=]1.1 kV;当[M=0.4]时,输出纹波为[U01=]420 V;当[M=0.75]时,输出纹波为[U01=]230 V;当[M>0.75]时,输出曲线一直上升不收敛。根据前面理论推算与PLECS仿真,在[L1=M=]0.75时,输出电压纹波最小,因此,取[M=0.75]为最佳参数。通过仿真对比,互感系数[M]变大时,耦合电感可以使Zeta变换器的输出电压在理论上达到微纹波,从而使得输出电压稳定,明显提升了工件的焊接质量。
2 复合控制系统设计
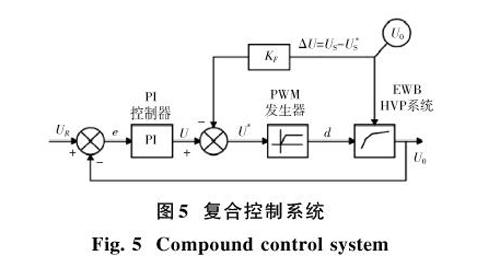
当三相供电电压时,电压会存在±20%的波动,因此整流后的电压[US]也会存在约±20%大小的电压波动[4,9]。这种电压波动较大,故采用PI控制?前馈控制组成的复合控制系统来仰制[US]的波动,并最终在输出处获得稳定的输出电压,其结构如图5所示。
控制器采用PID,其结构为:
[u=KPe(t)+KI0te(t)dt+KDddte(t)] (5)
2.1 确定PID控制参数
依据被控对象的特点来整定PID控制系统的比例环节、积分环节和微分环节,确保当系统受到干扰后仍稳定的保持工作,并且将误差降低到最小。目前介绍设计PID参数的方法较多,文中根据以往的工作经验选择了临界比例法。首先获取比例[P]的控制参数,在此比例[P]的基础上再确定其他控制参数[10]。
1) 确定[KP]。令[KF=KI=KD=0],[M=0.75],得到如图6所示的曲线,从图6可以看出,当[KP]=25时,上升时间过长且稳态误差大;当[KP]=300时,上升速度较快但超调量过大;当[KP]=130时,上升时间为最小,稳态误差也较小,系统的动态效果最佳,因此选择比例[KP]=130合适。
2) 确定[KI]。因微分环节会放大输入噪声,进而干扰到控制器的稳定工作,故实际中采用PI控制环节,令[KD=0]。为了降低稳态误差,采用积分环节来改善系统的无差度,[KI≠]0,因此控制器选PI型。
PI控制器的设计:以[KP=130],[M=0.75]为基础,将[KP]降低20%,然后加入积分控制环节,经仿真可知,当[KI=20]时,系统达到最佳的动态和稳态输出,如图7所示。


2.2 确定前馈控制参数[KF]
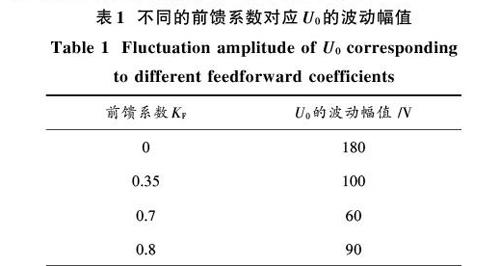
当直流供电电压[US=U*S](20 kV)±20%范围大幅度变化时,以[KP=130],[KI=20],[M=0.75]为基础,通过PLECS仿真考察PI单独控制和PI控制?前馈控制组成的复合控制,如圖8所示。

由图8中的仿真可以得到表1的仿真结果。当[KF]=0,即PI单独作用时,[U0]随着[US]的波动出现明显的凹凸交错变化,波动幅值较大。随着[KF]的增大,凹凸交错的变化减小,从图8和表1可以看出,当[KF]=0.7时,[U0]的波动幅度约为60 V,输出曲线较平滑。如果继续增大[KF],凹凸交错变化会出现反向冲击变化,当[KF]=0.8时可以看到这种变化。故取[KF]=0.7可以得到最优的前馈补偿控制。
仿真结果说明,采用PI控制?前馈控制组成的复合控制器设计合理,控制系统可以有效降低供电电源的电压大幅度波动,使输出电压稳定,稳压效果良好,控制系统的动态响应速度快,输出曲线较平滑。
3 结 语
通过理论分析和PLECS软件仿真结果表明:在Zeta型电子束焊机电源系统中,采用耦合电感技术调整互感系数[M]就可以改变耦合系数[k],通过合理分配Zeta电路中两个电感的耦合程度,使[L1=M]时,在输出处得到微纹波甚至零纹波输出电压,能有效抑制输出电压纹波,且结构简单,变换效率高。
采用PI控制?前馈控制组成的复合控制系统后,能很好地减少输入电压的大幅度波动,在电子束焊机高压稳压电源系统的输出处获得平稳的输出电压,起到很好的稳压效果。这种复合控制器的参数调试简单,在实际工程中具有较好的价值和应用前景。
参考文献
[1] 周阿芳.电子束焊接的凝固缺陷预测[D].哈尔滨:哈尔滨工业大学,2011.
ZHOU Afang. Prediction of solidification defects in electron beam welding [D]. Harbin: Harbin Institute of Technology, 2011.
[2] 莫金海,乔艳平,李威,等.关于电子束焊机高压电源稳定性设计[J].计算机仿真,2016,33(6):170?175.
MO Jinhai, QIAO Yanping, LI Wei, et al. Design of micro?ripple PWM?Cuk EBW high voltage stabilized source [J]. Computer simulation, 2016, 33(6): 170?175.
[3] 戴培善.电子束焊机60 kV直流电源电子管调压方法[J].电焊机,1998,28(2):36?38.
DAI Peishan. Voltage regulating method of 60 kV DC power source electronic tube in electron beam welder [J]. Electric welding machine, 1998, 28(2): 36?38.
[4] 莫金海,韦寿祺,何少佳,等.新型PWM?BUCK电子束焊机稳定高压电源的设计[J].焊接学报,2009,30(6):33?38.
MO Jinhai, WEI Shouqi, HE Shaojia, et al. Design of stabilized high?voltage source with PWM?BUCK for electron beam welder [J]. Transactions of the China welding institution, 2009, 30(6): 33?38.
[5] 鲍宁宁.输出低纹波隔离型Cuk变换器研究[D].北京:北京交通大学,2014.
BAO Ningning. Output low?ripple Cuk converter research [D]. Beijing: Beijing Jiaotong University, 2014.
[6] 阮新波,严仰光.直流开关电源的软开关技术[M].北京:科学出版社,2000.
RUAN Xinbo, YAN Yangguang. Soft switching technology of DC switching power supply [M]. Beijing: Science Press, 2000.
[7] 张占松,蔡宣三.开关电源的原理与设计[M].北京:电子工业出版社,2004.
ZHANG Zhansong, CAI Xuansan. The principle and design of switching power supply [M]. Beijing: Publishing House of Electronics Industry, 2004.
[8] 刘彦民,丁雪征,朱艳萍,等.实现电流零纹波的耦合电感计算[J].电源技术应用,2003,6(8):410?413.
LIU Yanmin, DING Xuezheng, ZHU Yanping, et al. Calculation of coupled?inductor realizing zero ripple current [J]. Power supply technologies and applications, 2003, 6(8): 410?413.
[9] 徐德鸿.电力电子系统建模及控制[M].北京:机械工业出版社,2005.
XU Dehong. Modeling and control of power electronic system [M]. Beijing: China Machine Press, 2005.
[10] 田苗,史玉琴.基于PID技術的工业自动控制系统的优化改进研究[J].现代电子技术,2015,38(13):132?133.
TIAN Miao, SHI Yuqin. Study on optimized improvement in industrial automatic control system based on PID technology [J]. Modern electronics technique, 2015, 38(13): 132?133.
猜你喜欢
遥测遥控(2022年1期)2022-02-11
电脑知识与技术(2020年11期)2020-07-22
中国新技术新产品(2019年6期)2019-05-21
中国惯性技术学报(2017年1期)2017-06-09
湖南大学学报·自然科学版(2017年4期)2017-05-18
电源技术(2015年1期)2015-08-22
电测与仪表(2015年21期)2015-04-09
组合机床与自动化加工技术(2014年10期)2014-03-01
现代防御技术(2014年5期)2014-02-28
科技致富向导(2013年3期)2013-04-15
