汽车减振器活塞杆表面微裂纹检测研究综述
2019-03-06 06:54苏春阳孙晓帮王天利苏成立王素艳
汽车实用技术 2019年2期
苏春阳,孙晓帮,王天利,苏成立,王素艳
(1.辽宁工业大学汽车与交通工程学院,辽宁 锦州 121001;2.锦州星光金属收购站,辽宁 锦州 121000)
引言
随着社会的发展,汽车已经成为目前必不可少的一种交通工具,如今人们在购买车辆时,不仅考虑汽车的动力性,而还会考虑汽车的舒适性,汽车悬架决定着汽车的舒适性。然而在汽车悬架系统内,减振器发挥着极为重要的作用,汽车活塞杆表面的微裂纹也会对汽车减振器的性能具有一定的影响,例如舒适性以及减振器活塞杆的使用寿命,如果微裂纹密度过大,则会影响活塞杆使用寿命,如果微裂纹密度过小,则会影响减振器所发挥出来的舒适性。因此各大活塞杆采购方对活塞杆制造企业在微裂纹密度上提出了很高的要求,目前的微裂纹检测方式极为费时费力。本文针对汽车减振器活塞杆表面微裂纹密度的检测方法进行阐述,并提出具有创新性的展望。
1 减振器活塞杆表面微裂纹研究现状及形成
1.1 减振器活塞杆表面微裂纹研究现状
近30年来,国内外对金属微裂纹的研究约有68篇。如图1,为相关文献在国内各大期刊上的发表数量变化曲线图,而国外在30年内与此相关的文献仅有3篇,且相关度较低。
因此就不对国外的研究进行着重的说明。从国内文献发表数量变化曲线可以看出,与其他领域相比,国内对于微裂纹的研究还是相对较少。其中,浙江大学吴文炳老前辈在1986年发表的《对电镀件表面蚀斑和微裂纹的探讨》从电镀过程中详细的分析了金属表面微裂纹在电镀过程中的产生原因。朱自华老前辈在2000年发表的《浅析微裂纹铬的电镀工艺》中,详细阐述了从金属表面电镀过程中加入添加剂的量以及种类来控制微裂纹生成数量及微裂纹的作用。但目前来讲,虽然对微裂纹检测方面的文献数量较多,但是都是20年以前的文献,并且当时研究的微裂纹与现在的微裂纹相比,概念不太一样。因此微裂纹的检测方法还需进一步研究。
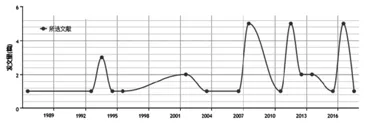
图1 国内金属表面微裂纹近30年文献发表数量
1.2 减振器活塞杆表面处理过程
通过以上对国内外的金属表面微裂纹的研究分析,了解了如今国内外对金属表面微裂纹研究的近况。活塞杆表面亦为金属表面,接下来进入到本研究的主题—汽车减振器活塞杆表面微裂纹。首先介绍一下活塞杆表面的处理过程,第一步是用碱水先清洗三遍,进行除油处理,而后再用清水清洗三遍,下一步就是产生微裂纹的一步—电镀。随后将活塞杆送进去氢炉干燥5分钟左右。最后将活塞杆拿去对其表面进行碾压以及剖光,以将微裂纹盖严和使活塞杆表面光滑。
1.3 减振器活塞杆表面微裂纹形成原因
在活塞杆表面电镀时,会在电镀槽加入一种特制的添加剂,主要由CrO3、H2SO4按照一定的比例配置而成,电镀电流密度控制在50~70 A/dm2,温度在55℃左右[1],添加剂的浓度增加,生成微裂纹的条数会增多,同理,反之亦然。在电镀过程中,大量的氢气会从镍铬电积层中溶解出来,并且,由于相隔一定距离的晶体在成长和合并时发生的机械夹杂作用,总会使电镀层中夹入其他异类的物质,包括氢气。因而就会在电镀表面形成一些缝隙[2]。如图2.2,图中丝网状黑线即为在激光显微镜放大100倍后导入成像系统后的活塞杆表面微裂纹。
2 减振器活塞杆表面微裂纹的作用及其密度检测方法
2.1 减振器活塞杆表面微裂纹的作用
虽然减振器活塞杆表面的微裂纹很细,宽度只有几十μ m,但是其作用却不可忽视。首先塞杆表面存在适量的微裂纹,会增加其表面的强度,提高耐磨性,从而提高活塞杆的使用寿命。当镀层微裂纹数多达400~600条/cm,硬度高达900~1200HV,故镇层耐磨损性好,耐蚀性能高,分别比普通硬铬层提高20%~30%甚至1倍[3]。其次,经研究发现,在汽车减振器活塞杆领域内,活塞杆表面微裂纹可起到储存润滑油的作用。当活塞杆在减振器内上下运动时,储存在表面微裂纹中的润滑油不止能起到润滑的作用,而且还能产生一定的阻尼力,起到减小行车过程中的减振器簧上质量的震动频率与振幅,从而提高乘坐人员的舒适性以及货物的完备性。但是,如果表面微裂纹条数过多的话,则会降低活塞杆表面的受力强度,影响活塞杆的使用寿命。因此,各大活塞杆采购单位都会根据以往的经验以及其具体的应用车型对活塞杆生产厂家做出一定的要求。本人通过在锦州万友汽车零部件有限公司调研获知部分采购方对减振器活塞杆表面微裂纹的要求,如表1。

表1 部分活塞杆采购方对活塞杆表面微裂纹条数的要求
2.2 减振器活塞杆表面微裂纹的检测方法
由于各大活塞杆采购方对微裂纹密度有所要求,因此各大活塞杆供货方会在发货前对活塞杆进行抽检,并且出具检测报告。目前的检测方法多集中于,先用腐蚀剂对抽检出来剖完光的活塞杆进行外表皮腐蚀处理。处理结束后,将其放在激光显微镜下进行放大100倍,再用成像系统控制处在目镜处的摄像头进行拍照,而后进行人工数取微裂纹条数。

图2 成像系统下的活塞杆微裂纹及其检测界面
如图2,为成像系统下活塞杆微裂纹检测界面,将放大100倍的图片导入系统后,再用固定的100μm红线在图中随机量取3处。然后由人工进行查数穿过红线的微裂纹的条数,将3条标记线所穿过微裂纹的条数的总数除3,即为N,即代表此样杆微裂纹密度为N条/100μm,转换后的密度值即为100*N条/μm。根据此结果,即可判定此样杆合格否。
3 展望
由于目前活塞杆表面微裂纹的条数查数具有耗时耗力、人工成本高等弊端。随着机器视觉领域的发展与成熟,如果此工位交给机器视觉系统去做,在出微裂纹密度的同时,还能即时打印出检测报告。机器视觉检测的优点是:
(1)检测速度快。
(2)检测误差小。
(3)可节省大量人力。
(4)可实时出具检测报告。
目前此设备还在本人的构思中,本人已将其作为硕士毕业论文研究内容的一部分。争取在未来一年半的时间内通过本人的不懈努力,运用机器视觉软件解决这一业界难题。从而为企业在活塞杆表面微裂纹密度检测这一工位提供更为可靠的技术支持,从而提升企业率润率。
4 结论
(1)适当密度的活塞杆表面微裂纹对活塞杆各方面性能都有一定的好处。
(2)目前的活塞杆表面微裂纹的密度检查比较落后。
(3)通过对机器视觉的利用,可优化对塞杆表面微裂纹密度的检测方式。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
表面工程与再制造(2022年1期)2022-05-25
军民两用技术与产品(2021年1期)2021-07-28
北京汽车(2021年1期)2021-03-04
汽车实用技术(2020年24期)2021-01-05
汽车实用技术(2019年5期)2019-03-22
中文信息(2019年1期)2019-02-20
科技创新与品牌(2017年9期)2017-10-20
农机使用与维修(2014年5期)2014-09-23
表面工程与再制造(2014年2期)2014-02-27