
钳修工具的制作及应用
2019-02-22 05:19:18孙建浦
设备管理与维修 2019年1期
孙建浦
(沈阳机床有限责任公司计量理化部,辽宁沈阳 110142)
1 角轮的制作及应用
1.1 胶皮角轮
胶皮制作的角轮,主要用于抛修环形件孔内的毛刺。
(1)原胶皮角轮结构。直径7 mm的胶皮轮长50 mm,胶皮长20 mm,将胶皮轮磨成倒三角或正三角形,形成角轮的基本形态。
(2)原胶皮角轮的抽孔方法。以零件端面孔反倒角孔内毛刺为例,如图1所示,原胶皮轮抽反倒角孔内毛刺,胶皮轮很难和孔平行,孔内毛刺不易抛抽干净。
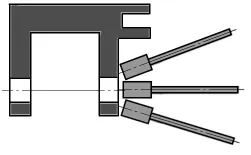
图1 零件端面孔反倒角孔内毛刺
(3)原胶皮轮需要改进的原因。胶皮轮虽然能倾斜一定的角度,但不可能做一周的倾斜,是抽孔内毛刺不干净的原因。
(4)改进。将原角轮改为凸倒三角形角轮,在反倒角孔内作一周的转动运动,角轮运动方向不用与孔的轴线平行,角轮倾斜角度有足够的空间,是改进后角轮的优势。
(5)新型胶皮角轮的使用方法。将角轮锁紧在风钻上,角轮伸进零件的孔内,风钻高速旋转(18 000 r/min),角轮沿孔边作圆周运动的同时,在孔内做前进后退动作,角轮在20 mm范围内运动,工作面上研磨3周即可去除孔内毛刺(环形件孔的位置分上下左右,在上位进行研磨效果更好)。如图2所示。
(6)注意事项。将角轮磨成凸角轮(因胶皮轮较软),使用时可增加角轮的强度、刚度,耐磨且方便操作。因为产品中的环形件90%以上都需要钻孔,孔都要倒角或反倒角孔内毛刺。很多环形件两端面孔达82个(不包括径向孔和端面螺纹孔),1个零件1个月生产20~30件,角轮改进前孔内毛刺反倒角去除费时费力,角轮改进后加工方便省时省力,提高了工作效率。
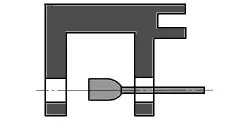
图2 改进后的凸倒三角形角轮
1.2 金属杆角轮
金属杆制作的角轮,主要用于抛修环形件花边尖边圆弧倒角。
(1)金属角轮结构。1根直径10 mm带阶梯的杆(材料为45#钢),总长度50 mm,大端直径15 mm,长10 mm,在杆的一侧端面中间钻1个Φ4 mm的孔,孔深15 mm,如图3所示,在钻孔一端侧面开长15 mm,宽2 mm直操,孔槽相通。
(2)使用方法。在开槽部分缠上砂布,砂布起始端塞在槽里,绕Φ10 mm杆一周,终端也同样塞在槽里,砂布的起始端和终端均在槽内。
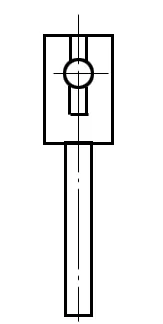
图3 改进后的金属杆角轮
(3)砂布的固定方法。沿Φ10 mm杆端面将Φ3 mm的木塞塞进Φ4 mm的孔内,把砂布固定在Φ4 mm孔内。角轮锁紧在风钻上,利用风钻高速旋转(12 000 r/min)进行打磨,高速旋转使角轮上下跳动,因角轮为金属质地,工件也是金属制做,两种金属接触造成强烈抖动。减振方法:使用前在角轮前端用胶将1小块海绵固定在角轮的大端,海绵绕杆旋转一周,长15 mm,再用砂布绕海绵一周,两端放在槽内,用木塞固定砂布和海绵,这样角轮在高速旋转的状态下研磨工件不会上下抖动,海绵起到3个方向的减振作用。
2 钳修专用工具的制作
2.1 45°刮刀
在梯形内腔去尖边毛刺时常使用三角刮刀,但效果始终不好,改进后的刮刀做成45°,将碳素工具钢小平锉磨成45°,两面开刃,刀刃和柄成45°,新型 45°刮刀在零件内腔去尖边毛刺时,使用方便、效果良好。如图4所示。
2.2 平头三角刮刀
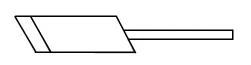
图4 45°刮刀
图5 平头三角刮刀
加工带花边的零件时,使用原三角刮刀去除花边毛刺不方便,对三角刮刀进行改进,用合金工具钢铰刀磨成平头三刃刮刀,即好用又安全,对大一些的毛刺尤其适用。如内腔花边毛刺,如果使是尖角三角刮刀容易刮伤内腔,而使用改进的平头三角刮刀,由于平头钝角,去花边毛刺时就不易刮伤零件的内腔和表面。如图5所示。
2.3 圆弧型刮刀
加工双层花边内角去毛刺时,由于常用的三角刮刀平直,毛刺去除的不干净,后经改进成圆弧形的刮刀(用碳素工具钢锉刀制作),刀体前面磨成平刃,后刀体磨成圆形刃,刀体可以伸到外层花边内角背侧面,去除毛刺刮成圆弧角,方便快捷,解决了外层花边内角毛刺倒圆弧问题。如图6所示。

图6 圆弧形刮刀
3 结束语
对零件内孔抛修工具的改进,经过实践检验可以提高生产效率,缩短生产周期,减少返修率,对现场加工生产有确实可靠的帮助。
猜你喜欢
科学之友(2022年4期)2022-04-21 12:28:26
电力设备管理(2021年7期)2021-08-10 07:38:26
辽宁丝绸(2021年2期)2021-05-21 08:39:28
山东纺织经济(2021年1期)2021-04-20 05:34:44
科学与信息化(2020年7期)2020-07-10 04:42:58
杂文月刊(2020年1期)2020-02-20 14:28:46
作文大王·笑话大王(2019年12期)2019-12-24 08:56:37
福建质量管理(2017年21期)2017-04-15 10:57:58
辽河(2014年5期)2014-05-23 10:45:33
丝绸(2014年12期)2014-02-28 14:56:22
