
斗轮取料机回转支承故障诊断分析
2019-02-22 05:09:18沈科宇王宝玉汪超
中国设备工程 2019年3期
沈科宇,王宝玉,汪超
(1.上海振华重工(集团)股份有限公司,上海 200125;2.浙江万丰科技开发股份有限公司,浙江 绍兴 312499)
斗轮取料机是煤炭等散货运输装卸过程中需要使用到的重要生产设备,主要用途是从堆场取物料。斗轮取料机主要由悬臂臂架结构、门架结构、配重梁结构、大车结构以及回转机构、变幅机构、行走机构等部分构成,其中回转支承主要用以支撑斗轮取料机的上部结构,是斗轮取料机回转工作的关键部件。在斗轮取料机的内部结构中,回转支承占有很大一部分面积,因其体积较大并且位于斗轮取料机上下结合部,在工作过程中故障率较高。对于斗轮取料机来说,回转支承一旦发生故障,整台设备只能停止运行,从而影响到堆场整个取料流程,造成较大的经济损失。因此,我们要分析斗轮取料机回转支承运转的常见故障、诊断方法,并研究有效的应对措施,减少回转支承突发故障造成斗轮取料机非正常停机。
1 斗轮取料机回转支承主要故障
斗轮取料机回转支承常见故障可归纳为两个大类,一类属于设计、制造、安装不当造成的“先天缺陷”;另一类是投产后因操作、使用、维护不当造成的“后天问题”,“后天问题”导致的故障占较大的比例。“先天缺陷”不属于本文探讨的范畴,下面介绍一下“后天因素”造成的故障类型及原因。
(1)在回转支承磨合期内润滑状态不良,频繁满负荷工作,造成滚道和滚动体运动副磨合程度较差,具体表现在出现早期的过度磨损和疲劳点蚀。
(2)疲劳类型故障是回转支承失效的常见故障。当滚动体和滚道在受到载荷作用时,同时又处在相对运动过程中,在这种交变载荷作用下,其内部微裂纹逐渐扩展到表面,形成片状剥落。疲劳剥落会造成回转支承运行时的冲击,加剧振动和噪声。
(3)滚动体磨损、破裂,滚道严重变形。在瞬时大载荷作用下,滚道局部发生变形,直接造成滚动体的磨损、变形甚至破裂,从而使回转支承发生失效故障。
(4)回转支承固定螺栓安装过松,在运转过程中震动、冲击载荷的作用下,很可能会使连接处松动,造成组件脱离;螺栓安装过紧,在运转过程中又会产生很大的阻力,使机器运转卡滞,使螺栓或部件发生损坏。
(5)斗轮取料机在变幅作业以及改造等过程中,会造成其回转重心的变化。如果重心变化超出了设计范围,轻则导致回转支承发生偏移变形,造成运行不稳定,严重的会造成斗轮取料机倾覆的严重事故。
(6)润滑油道阻塞、润滑剂变质或含有杂质等情况导致回转支承润滑不足,加快了部件的磨损。磨损进一步导致回转支承的间隙增大,降低回转时的运行精度,进而带来振动、噪声、运行卡滞等故障的发生。
2 回转支承故障的诊断分析方法
(1)回转重心运行轨迹检测。在斗轮取料机每个门腿大车轮系中选择一个测点,并安装称重传感器及配套千斤顶,整机共设置4个测点,分为A组测点1、测点2和B组测点3、测点4,测点布置如图1所示。采用同组2个测点同步顶升的方式,将每个门腿的一个轮子顶离地面。此时,将臂架按设定工况进行回转,待状态稳定后,记录每个传感器信号数值。一组2个测点测试完成后进行下一组2个测点的测试。
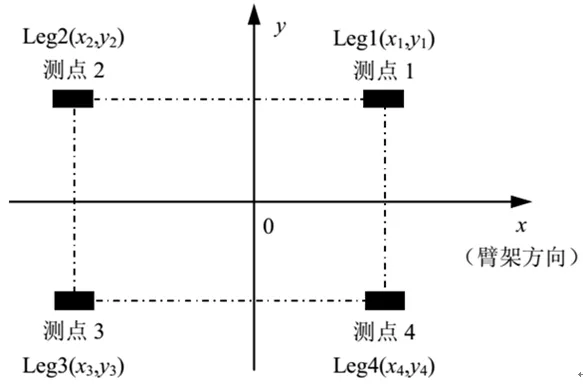
图1 门腿轮系测点布置示意图
根据大车轮系平衡梁结构的受力对称性,以及每个门腿轮系结构组成,由各测点测得的顶升力,对图1中支点O取矩,根据力矩平衡原理可求出支点O的坐标,即为重心。再根据各工况下采集得到的数据,拟合出重心圆轨迹,从而分析该机回转重心分布是否在安全范围内。
(2)回转齿轮振动分析。齿轮故障激励引起的冲击振动通常表现为周期振动。通过振动分析,可发现回转支承可能存在的故障隐患。回转机构大齿圈与驱动齿轮的啮合磨损情况、回转支承的安装松动及质量不平衡等情况都将在回转运动过程中以振动信号的形式表现出来。基于齿轮振动的特性,故障检测感兴趣的是回转齿轮频域信号中出现的齿轮转频和啮合频率及其谐波。回转齿轮发生故障时,会对初始振动信号进行调制,齿轮啮合频率及其谐波两侧的边带与调制信号有关,可反映出故障信息。边频幅值的大小、数量多少,反映了故障程度,即边频的存在是识别故障存在的重要特征。回转齿轮振动检测是发现故障的重要方式,结合多种分析方法相互映证,多个特征值进行横向比较分析,才能对回转齿轮故障进行可靠诊断。
(3)声发射监测方法。声发射技术应用于斗轮取料机回转支承状态监测,是该技术在新领域的应用。该技术主要通过现场实时采集回转支承的典型声发射源信号,再根据信号源的不同对信号进行分析处理,建立数据库,形成早期故障诊断预报体系。
3 针对斗轮取料机回转支承故障的对策分析
(1)提高回转支承安装精度。在安装过程中,由专业技术人员对回转支承与取料机支撑平台之间的贴合情况进行精确的调整,达到技术规范要求的安装精度后再按规范要求实施固定螺栓的初拧和终拧。螺栓终拧前用精密测量仪器对回转支承安装定位偏差以及安装后的平面度进行检验。螺栓终拧应采用检验合格的力矩扳手,拧到设计要求的紧固力矩。
(2)回转重心计算与调整。回转重心计算时要考虑到臂架皮带输送货物、斗轮掘料等工况下对回转重心的影响。整机安装时应以理论计算的配重为基础,进行实际工况下的重心校核,以确保回转重心运行轨迹在设计要求范围之内。通过严密的计算和调整,减轻回转支承的偏载力矩,延长其使用寿命。
(3)重视润滑工作保证回转支承正常运行。润滑工作是回转支承运行过程中最容易被忽视的一项工作,但润滑的重要性不可小觑,改进润滑工作能够保证回转支承的正常运行,延长使用寿命。首先,要对机器内部的润滑设备进行定期的检修维护,及时疏通润滑管道,便于润滑剂产生作用。其次,要选用符合标准的合格润滑剂,定期对润滑剂进行清洗更换,确保良好的润滑效果。
(4)建立设备使用和维保管理制度。故障诊断分析方法主要依靠技术人员和仪器设备对斗轮取料机回转支承进行检测,这类检测结果的可靠性取决于操作分析人员的知识技术能力以及选用合适的仪器传感器。与故障诊断检测同样重要的是日常使用中的观察巡视以及定期维保。司机作为实际操作者,也应密切关注斗轮取料机作业中状态的变化,如回转时的异响、噪音、抖动等,这些现象都对应着相应的故障征兆,据此有针对性的开展检测,可有效的发现故障,把故障排除在萌芽状态。因此,建立设备使用和维保管理制度,应包括:及时收集司机每日对设备状态变化的感受,定期组织人员开展设备的维护和保养。通过以上措施,为设备的检测和大修立项提供科学的数据依据。
4 结语
回转支承是斗轮取料机的关键组成部分,回转支承的良好运转直接决定了斗轮取料机的工作效率,它的设备性能和部件的精准程度直接影响了取料机的运行和安全生产,一旦回转支承发生故障,会对使用单位的生产进程产生很大影响,还会产生维修的额外经济投入。因此,要在分析回转支承故障的基础上,采取预防措施,并建立严格的管控标准,对设备进行定期的维护保养和检测诊断,确保斗轮取料机处于良好的运行状态。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26 09:19:28
内燃机工程(2021年6期)2021-12-10 08:07:46
四川建筑(2020年1期)2020-07-21 07:26:08
少儿科学周刊·少年版(2020年9期)2020-03-04 11:38:12
少儿科学周刊·少年版(2020年9期)2020-03-04 11:38:12
减速顶与调速技术(2018年1期)2018-11-13 01:09:30
智富时代(2018年7期)2018-09-03 03:47:26
制造技术与机床(2017年3期)2017-06-23 08:11:52
石油知识(2016年2期)2016-02-28 16:20:21
河南科技(2014年19期)2014-02-27 14:15:25
