氯化提金试验研究
2019-02-20 05:24:48周安梁袁朝新余群波
中国资源综合利用 2019年1期
周安梁,袁朝新,余群波
(1.黑龙江紫金铜业有限公司,黑龙江 齐齐哈尔 161000;2.北京矿冶科技集团有限公司,北京 100160)
近年来,国内外有很多难处理金矿,处理成本高,金回收率低,效益低。难处理金矿是指富含砷、碳、硫化物、脉石、多金属等成分,对微细粒金形成包裹或者干扰氰化反应,在常规浸出条件下,金氰化搅拌浸出率低于70%的金矿石[1]。另外,这些难处理的金矿采用常规工艺处理后,还存在环保问题,如氰化物的危害、砷化物的危害等[2]。本文试图采用一种氯化挥发新工艺,其具有金回收率高、能耗低、清洁、原料适应强等优势。其间以我国西北某黄金冶炼厂难处理金精矿焙砂为研究对象,在前人研究基础上进一步系统研究氯化提金工艺。本文主要从氯化剂添加量、氯化温度、氯化时间这几个方面进行试验研究,考察其对金银挥发率的影响。
1 试验方法
1.1 试验原料
试验原料焙砂成分如表1所示。
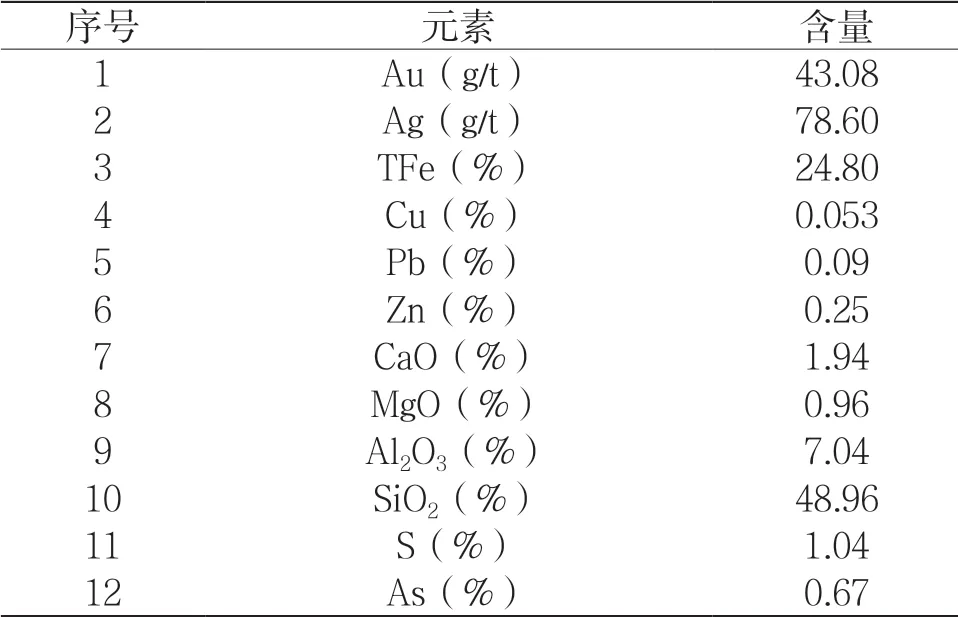
表1 原料多元素化学成分结果
1.2 试验方法
本研究采用的试验方法为:金精矿焙砂于120℃烘箱中烘干,与氯化剂充分混合均匀,待马弗炉到达指定温度后放入坩埚进行氯化试验,控制不同的氯化温度、氯化时间、氯化剂添加量等试验条件来探究各因素对Au、Ag挥发率影响,待氯化结束后直接将坩埚取出空冷,待坩埚冷却后称重、研磨、制样,送化学分析。
2 试验结果与分析
2.1 氯化剂添加量对Au、Ag 挥发率的影响
氯化剂添加量试验条件:氯化温度1 200℃,氯化时间2.0 h,氯化剂添加量为焙砂重量的1%、3%、5%、7%、9%,试验结果如表2、图1所示。

表2 氯化剂添加量对Au、Ag 挥发率的影响
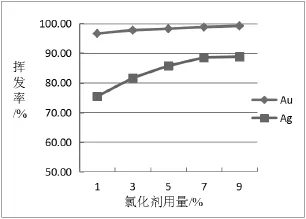
图1 氯化剂添加量对Au、Ag 挥发率的影响
2.2 氯化温度对Au、Ag 挥发率的影响
温度试验条件:氯化剂添加量7%,氯化时间2 h,氯化温度分别为1 050℃、1 100℃、1 150℃、 1 200℃、1 300℃。试验结果如表3、图2所示。
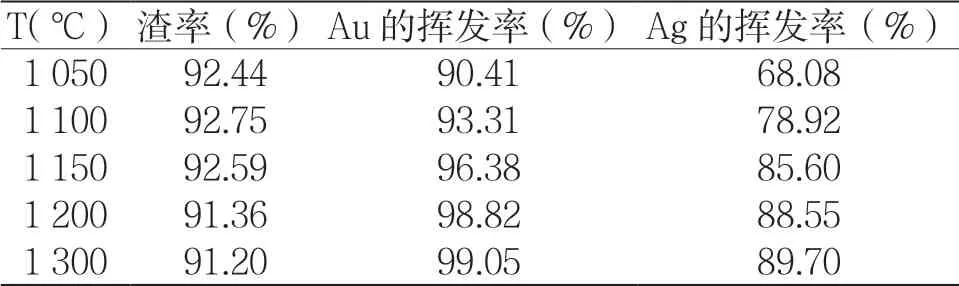
表3 氯化温度对Au、Ag 挥发率的影响
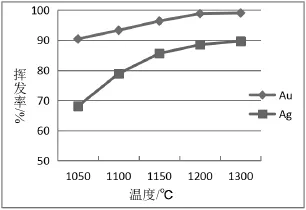
图2 氯化温度对Au、Ag 挥发率的影响
2.3 氯化时间对Au、Ag 挥发率的影响
氯化时间试验条件:氯化剂添加量7%,氯化温度1 200℃,氯化时间分别为0.5 h、1.0 h、1.5 h、2.0 h 和3.0 h。试验结果如表4、图3所示。
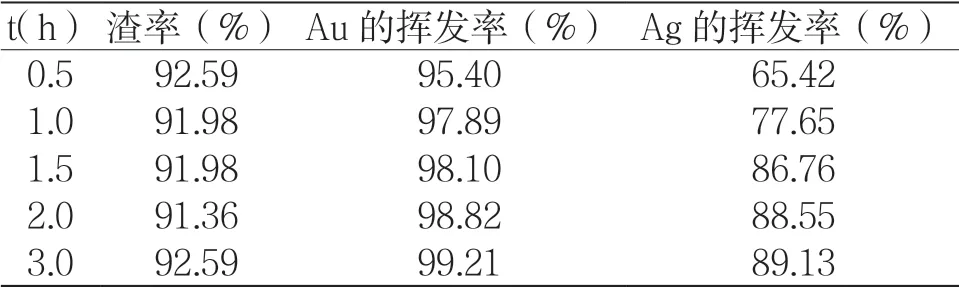
表4 氯化时间对Au、Ag 挥发率的影响
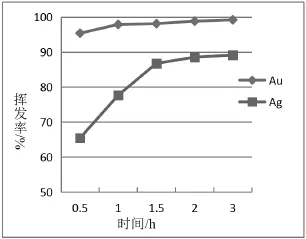
图3 氯化时间对Au、Ag 挥发率的影响
3 结论
试验结果表明,Au、Ag 挥发率随着氯化剂添加量的增加而升高,综合金银挥发率及工业成本,选择CaCl2添加量为7%较合适;金、银挥发率均随温度的升高而增大,综合考虑金银挥发率及结圈情况,选择氯化温度为1 200℃;随着氯化时间的延长,Au、Ag 的挥发率升高,综合考虑金属挥发率及能耗情况,选择氯化时间 2 h 较合适。因此,在1 200℃、氯化剂7%、氯化时间 2 h条件下对我国西北某金精矿进行氯化挥发综合试验,Au 的挥发率可达到98%,Ag 的挥发率可达到88%,相比常规提金工艺,金银的回收率有较大的提高。
猜你喜欢
云南化工(2021年7期)2021-12-21 07:27:30
粉末冶金技术(2021年3期)2021-07-28 06:26:42
有色设备(2021年4期)2021-03-16 05:42:22
炎黄地理(2017年10期)2018-01-31 02:15:19
中国资源综合利用(2016年9期)2016-01-22 08:35:19
中国资源综合利用(2016年12期)2016-01-22 02:02:22
中国氯碱(2014年10期)2014-02-28 01:04:59
河南科技(2014年11期)2014-02-27 14:09:50
华东理工大学学报(自然科学版)(2014年2期)2014-02-27 13:48:41
中国钼业(2014年3期)2014-01-30 19:55:22