
铝合金反重力铸造成型热芯盒浇注系统的研究
2019-02-14 03:22李胜君程俊明吕永强王家文孙晓莉
中国铸造装备与技术 2019年1期
李胜君,程俊明,吕永强,王家文,孙晓莉
(新泰(辽宁)精密设备有限公司,辽宁营口115009)
目前铸铝行业生产的铝合金铸件很大一部分采用反重力铸造(即低压铸造)的工艺方式生产。采用金属型树脂砂芯(树脂砂芯内开设浇注系统)低压铸造工艺方法,生产大型铝合金罐体,质量高性能好[1],这种工艺方式生产的铸件,铝液在一定的压力下平稳通过浇注系统进入铸件型腔,由于铸件的内浇道很难涂刷涂料导致浇注系统粘砂严重,给后续浇注系统切割和清理带来很多困难,同时由于粘砂导致回炉料的品位非常差,直接影响了后续的生产。
1 原反重力铸造砂芯浇注系统
1.1 制作过程
浇注系统按工艺要求由成型的浇道棒带出或由水钻钻出,制芯前将成型浇道棒插入左右芯盒预留定位处固定好,后放入型砂舂实,待型砂固化后,将浇道棒撤出,砂芯内浇道制作完成,如图1所示。

图1 成型浇道棒制作内浇道
1.2 工艺分析
采用成型内浇道棒制作反重力铸造砂芯内浇道,通过在实际生产中的应用,存在以下几方面问题:
(1)内浇道涂刷涂料困难导致内浇道粘砂严重,合金液流动速度及流动状态不好控制,浇注过程中易产生气孔、夹杂等铸造缺陷,如图2所示。
(2)内浇道与铸件热节区域连接根部采用开放式垂直连接,铸件凝固过程中热节沿着内浇道浸入铸件,同时内浇道受合金液冲刷,砂芯强度下降,以致内浇道的形状及尺寸达不到工艺预设要求,导致铸件内浇口区域存在缩松、缩孔等问题,如图3所示。

图2 成型内浇道棒制作内浇道生产的铸件

图3 内浇道与铸件热节区域连接根部产生缩松、缩孔
采用铸造凝固过程计算机数值模拟技术[2]对成型内浇道棒制作内浇道进行模拟,如图4所示。通过模拟结果反映出铸件在凝固过程中内浇道与热节连接区域存在缩松的倾向。
(3)由于铸件质量及生产效率得不到有效的保障,且内浇道粘砂严重导致回炉料品位差。
综上所述,急需研究一种更为合理的浇注系统,来满足反重力铸造生产方式的要求。
2 成型热芯盒浇注系统
2.1 理论依据
内浇道是液态金属进入铸型型腔的最后一段通道,控制金属液充填铸型的速度和方向,调节铸型各部分的温度和铸件的凝固顺序,并对铸件起到一定的补缩作用。而反重力铸造内浇道作用更加突出,起到补缩通道、调节铸件凝固组织的形成与控制的作用[3],所以要求内浇道的设计能使合金液平稳充型,有利于排气,减少二次氧化夹杂,而且要求内浇道满足铸件凝固过程中对铸件补缩的要求。
2.2 工艺设计
笔者依据铸造工艺及现代模具设计方法结合实际生产经验,确定了成型热芯盒浇注系统实施方案,该成型热芯盒浇注系统模具采用覆膜砂生产,同时内浇道与铸件连接处做成收口型设计的拼接式组装结构(如图5);根据不同结构的铸件及工艺设计要求,成型内浇道长度设计成150~300mm;预制成型后放入左右芯盒预留定位区域,然后放入型砂舂实,待型砂固化后,砂芯按工艺设计制作完成。

图4 计算机数值模拟示意图

图5 成型热芯盒浇注系统示意图

图6 内浇道收口型设计凝固后期示意图
采用热芯盒覆膜砂生产,能够解决合金液流动过程中粘砂问题,同时热芯盒覆膜砂表面光洁度高,铝液流动速度平稳,减少了卷气及二次氧化夹杂的问题;内浇道结构依据铸件凝固原理做成收口设计,确保铸件与内浇道连接处组织致密,在凝固后期热节远离铸件(如图6),避免了内浇口与铸件接触部位产生缩松的倾向;内浇道采用拼接组装及不同长度的结构方式,不仅有利于模具开模及模具加工,而且在操作过程中根据不同结构的铸件,按照工艺要求可采取不同的摆放方式,方便操作。
2.3 工艺模拟
采用铸造凝固过程计算机数值模拟技术对该成型浇注系统进行模拟优化,如图7所示。从计算机数值模拟情况来看,采用该成型浇注系统的凝固过程和结果与预期想法吻合。
3 实际生产验证
到目前为止采用成型热芯盒浇注系统生产的罐体类铸件数千件,经过严格的尺寸检测和加工检验以及X光实时成像无损探伤检测等,铸件外观、内部质量、机械性能以及气密性符合设计的相关要求,铸件合格率均在95%以上;同时减轻了后道工序的工作量,回炉料的品位明显提高,如图8所示。(注:该成型热芯盒浇注系统,已经申报国家实用新型专利。)
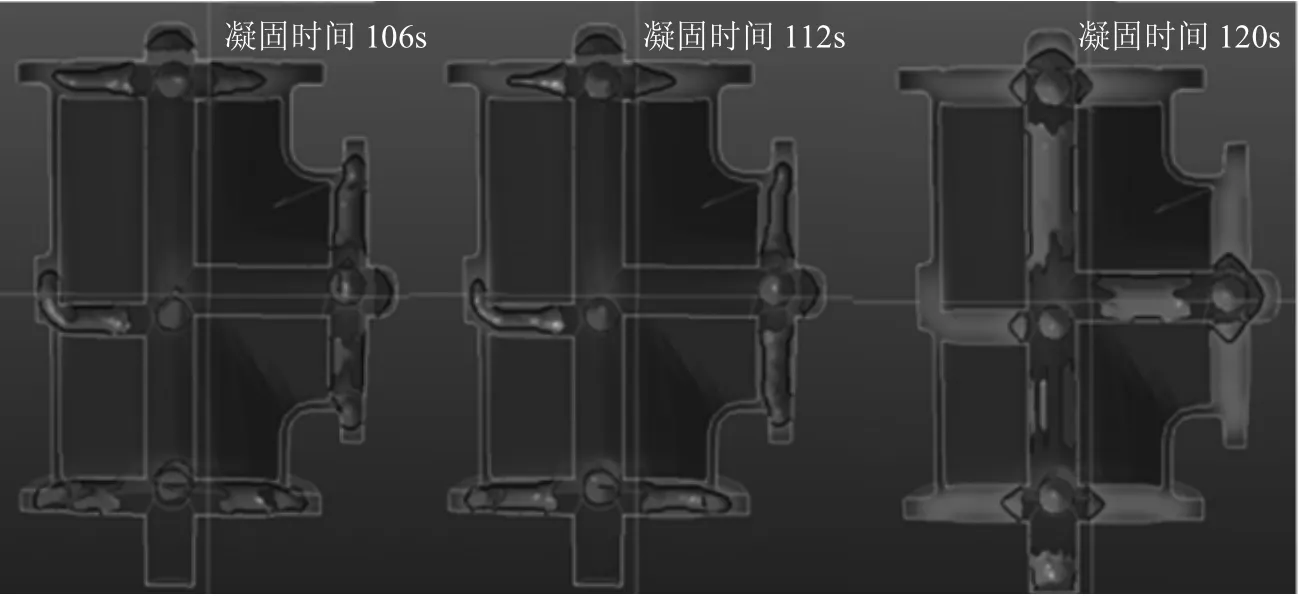
图7 计算机数值模拟示意图

图8 成型热芯盒浇注系统生产的铸件
4 结论
(1)反重力铸造采用成型热芯盒浇注系统,既保证补缩又避免了热节浸入铸件。
(2)铸件组织致密,铸件合格率在95%以上。
(3)内浇道粘砂问题大幅度减少,回炉料品位明显提高。
猜你喜欢
小哥白尼(神奇星球)(2022年5期)2022-08-15
机械工业标准化与质量(2022年3期)2022-08-12
石材(2022年4期)2022-06-15
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
中华养生保健(2020年10期)2021-01-18
科技视界(2020年26期)2020-09-24
科普童话·神秘大侦探(2020年3期)2020-05-11
浙江工业大学学报(2017年5期)2018-01-22
铸造设备与工艺(2017年1期)2017-03-30
