航空超薄压气机叶片堆焊修复强制对流冷却方法
2019-02-06 10:56戴士杰王立文
重庆理工大学学报(自然科学) 2019年12期
龚 淼,戴士杰,王立文,王 涛
(1.河北工业大学 机械工程学院,天津 300041;2.中国民航大学 航空工程学院,天津 300300)
压气机叶片长期处于高温高压的工作环境中,常出现磨损和裂纹等损伤,影响飞行安全。对于2 mm以内的磨损或缺损,采用堆焊修复是目前业内认可的修复方法[1]。脉冲微束等离子弧焊(PMPAW)在小电流下具有很好的电弧稳定性,适合焊接超薄合金,是目前叶片焊接修复的主要手段[2-3]。压气机叶片主要为钛合金和镍基合金叶片。钛合金叶片导热性较差,焊接后热量散失慢,250℃以上时易与空气中的C、H、O反应生成杂质,这些杂质力学性能差且很难在焊接后热处理中消除,成为影响焊接质量的重要因素。
王文等[4]研究了强制冷却条件对TC4搅拌摩擦焊接接头组织的影响,提出了将夹具整体放置在静态干冰乙醇混合液槽内进行强制冷却的方法。Karimzadeh等[5]采用大位移理论建立了顺序耦合热机模型对钛合金的焊接进行研究,找出了热输入对焊接效果的影响。对于钛合金的钨极惰性气体保护焊(GTAW),冷却速率也是影响材料微观组织特性的最主要因素,当材料厚度很小时,冷却速率的影响更为显著[6-7]。Manvatkar等[8]研究了搅拌摩擦焊的冷却速率和峰值温度,结果表明:峰值温度和冷却速率控制在一定范围内可有效提升焊接质量。孙加民等[9]采用空冷、铜冷和水冷分析对比3种冷却条件对电渣焊接头温度场的影响,通过有限元数值模拟得到采用铜冷和水冷等强制冷却方式可以大幅缩短电渣焊接头的高温停留时间的结论。韦春华等[10]针对激光拼焊提出一种局部冷却辅助激光拼焊新工艺,通过对紫铜夹具增加内置流道辅助机构实现了对热影响区的局部冷却。Manikandan等[11-12]在焊接垫块中加工流道,通入液氮对金钨极氩弧焊焊接过程进行冷却,并研究了不同液氮流速对其形成的影响。
本研究在分析超薄合金脉冲微束等离子弧焊修复传热特性的基础上,提出了基于氩气垂直射流冲击的强化对流冷却方法,并通过建模仿真计算了不同参数条件下的冷却效果,给出了基于强化对流换热的理想冷却参数,为压气机叶片维修工艺设计提供参考。
1 夹具模型及传热特性
1.1 柔性夹具模型
PMPAW 系统采用的柔性夹具结构如图1所示。机构整体由铝制底座与铜质散热夹持机构组成,被夹持的叶片中截面为对称面,其中,柔性紫铜块可以实现对曲率较小叶片的稳定夹持。为简化计算量,去除铝制框架和对称部分,加入尺寸为65 mm×30 mm×1 mm的TC4试片模型模拟超薄压气机叶片,在试片上表面及琴键前端、琴键上端施加密集网格,其余部分施加疏松网格。简化后的机构有限元模型和网格质量分布如图2所示。
1.2 焊接热循环分析
焊接过程中热源沿试片移动时,试片上表面每一点的温度都是随时间先升温后降温,如图3所示。沿焊接中心线取5个间隔为10 mm的特征点,沿垂直焊接方向取3个间隔为0.2 mm的特征点,根据之前对脉冲热源模型的研究[13],计算后热循环曲线如图4(a)、(b)所示。结果显示,a-、a、b、c、c+点都处于焊接过程准稳态下,热循环曲线形状一致,熔池最高温度在1 800℃左右。
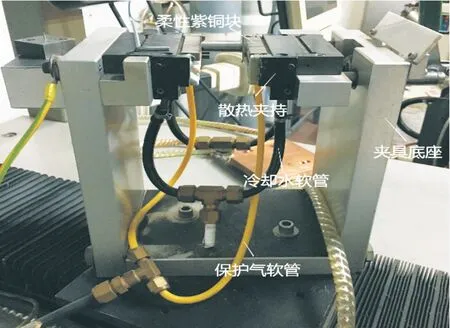
图1 夹具体结构
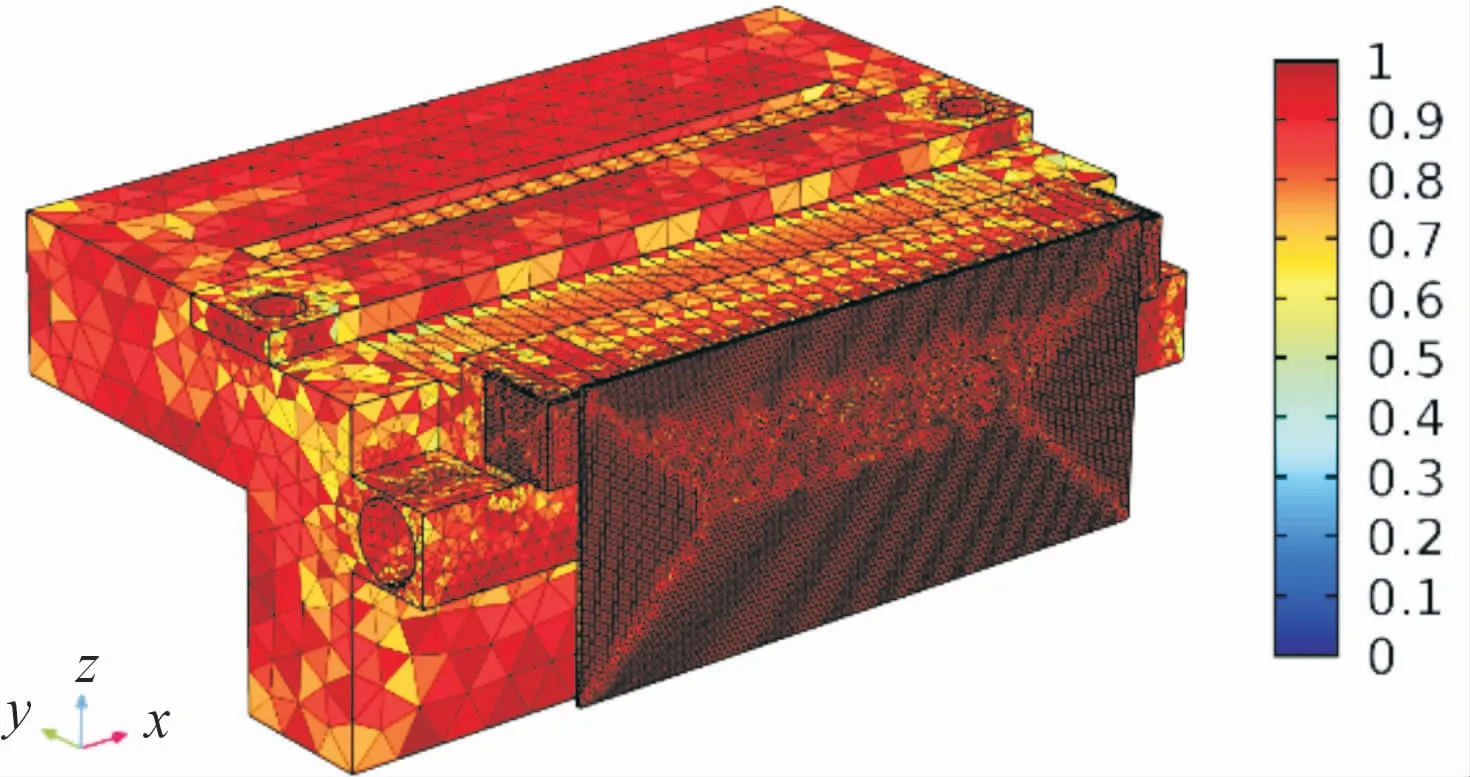
图2 简化后的有限元模型和网格质量分布
由于实验所用合金试片厚度为1 mm,取对称的一半厚度;选用0.2 mm为特征点间隔。由于通过整体曲线很难区分出热循环曲线的差异,因此截取高温段的时间区间为24~16.5 s,时间步长为0.01 s。由图4所示,e点和b点在高温段差异较小,这是因为两点距离只有0.2 mm,温度变化不大,而离焊缝中心较远的f点和b点的差异较为明显,验证了热循环曲线的基本规律。

图3 热循环特征点位置示意图
图4(c)为特征点b的热循环曲线,时间区间为22.5~28 s,时间步长为0.1 s。随着焊接热源接近中心点b温度开始升高,当焊接进行到24.68 s时,温度达到1 650℃左右,材料开始熔化形成熔池。当焊接进行到25 s时,热源中心到达中心点,但此时熔池温度没有到达最高温度,这是因为移动热源的实际作用面积为双椭圆形状,当热源中心到达试片中心点时,实质是热源最大热流密度作用在中心点,而未达到最高温度。随着热源继续前进,温度继续上升。当进行到25.2 s时,熔池达到最高温度1 800℃左右,随后熔池进入到冷却阶段。当25.68 s时,温度降到1 650℃左右,熔池开始凝固,焊缝形成。持续冷却到27.89 s时,温度降为250℃左右,此后温度对焊缝组织性能影响不大。根据计算结果,自然冷却条件的普通焊接的中心点焊接热循环冷却时间约为2.69 s。

图4 特征点热循环曲线
选取热源移动到试片中间位置时夹具的中截面为分析对象,其温度场分布及等温线如图5所示。

图5 夹具中截面温度场分布(℃)
由图5可以看出:与试片相接触的柔性垫片及紫铜块上角点温度最高,约113℃,等温线较密集,温度梯度较大,而铜质基座远端所受热源影响不大,约25℃。隐藏试片及垫片,得到图6所示的夹具夹持机构温度场瞬时分布。结果显示:靠近焊接热源部分紫铜块温度较高,最高温度达75℃以上,因此可考虑采用氩气强制对流冷却方式加快紫铜块与试片接触面附近的散热,进而增强叶片与夹具之间的热传导。
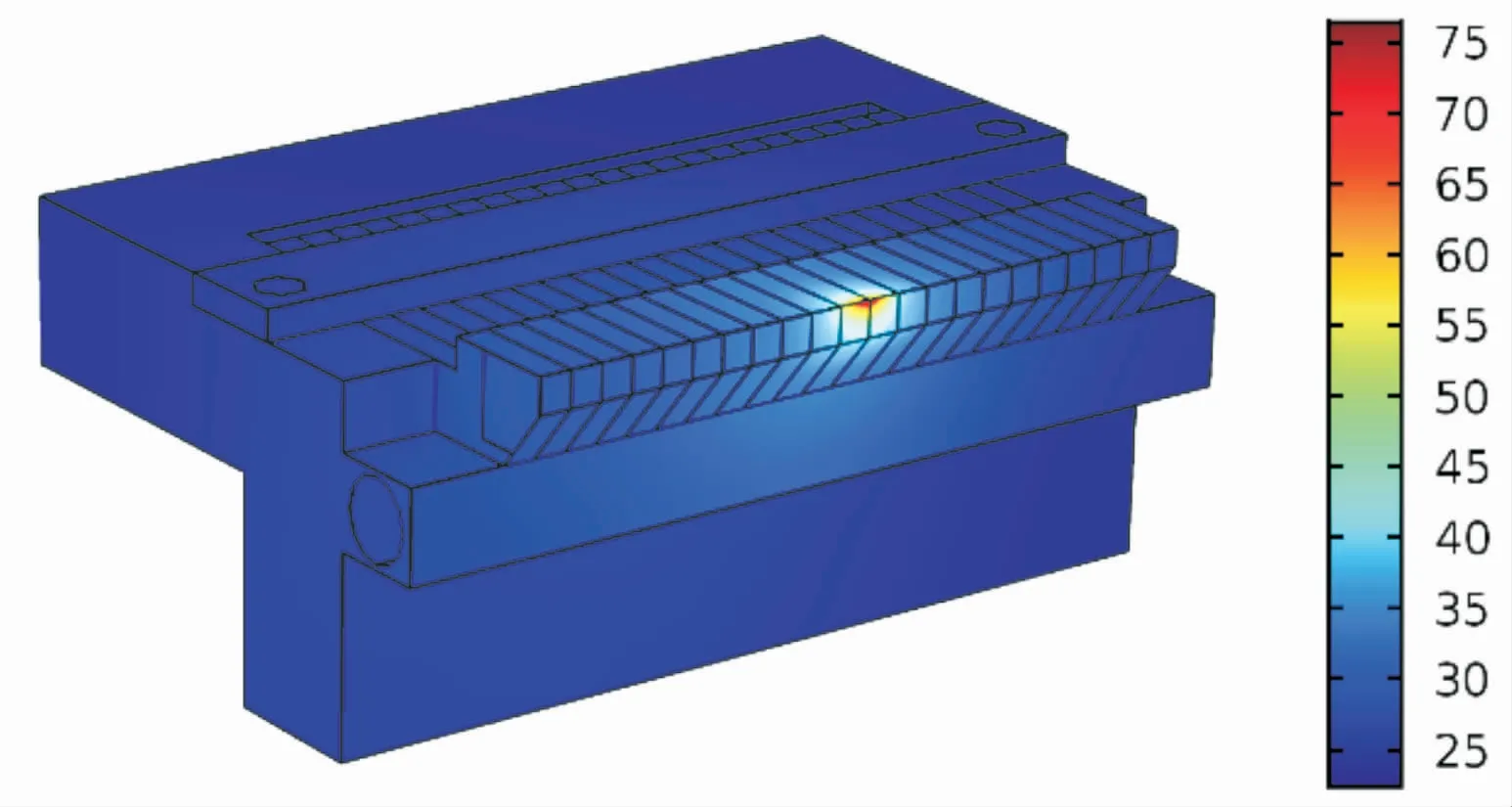
图6 夹具夹持部分温度场的瞬态分布(℃)
2 氩气垂直冲击冷却仿真计算
2.1 “叶片-夹具”冲击简化模型
根据氩气冲击“叶片-夹具”的流动规律绘制流场示意图如图7所示。由于冲击射流流动特征较为复杂,目前没有准确的对流换热系数分布理论公式,本文主要采用先求平均换热系数,之后通过牛顿冷却公式得到平均对流热通量密度的计算方法。
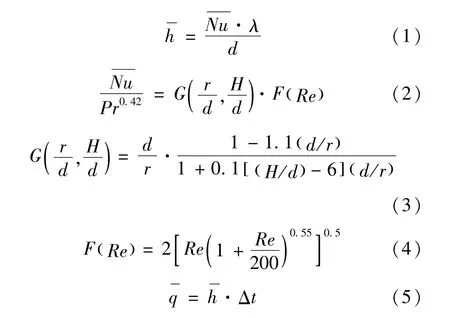
式中:r为冷却半径;d为喷嘴直径。
对于PMPAW 自动焊机的夹具结构形式,采用平均对流热通量密度不能准确地表示实际冲击特性。本文通过建立简化模型仿真得到氩气冲击冷却在壁面上的对流热通量分布曲线,再将仿真结果以边界条件的形式施加到焊接模型中,并绘制与求平均换热系数法所得结果的对比曲线。由于叶片仅仅高于夹具表面0.8 mm,故可将叶片与夹具视为同一平面,建立如图8所示的冲击“叶片-夹具”简化模型,分析不同冲击参数的冷却效果,得到最佳冲击参数。选用“k-ε”湍流模型,所研究的射流均为淹没射流。
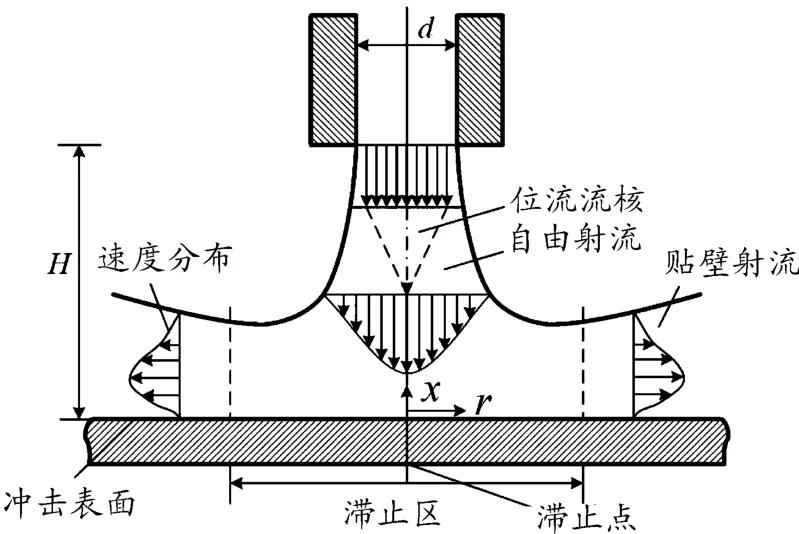
图7 湍流冲击流场示意图
如图8所示,氩气喷嘴位于冲击区正中心上方,喷嘴长度为h1,直径为d0,中间腔体为流体流动空间,冲击高度为H,直径为D,底部圆盘为固体冲击壁面,厚度设为h2。仿真采用速度流入入口和压力出口,入口流速设为V。氩气从喷嘴射入到腔体冲击固体壁面后从腔体侧面及上表面流出,氩气初始入口温度为T1,冲击壁面温度为T2。模型初始参数取值如表1所示。
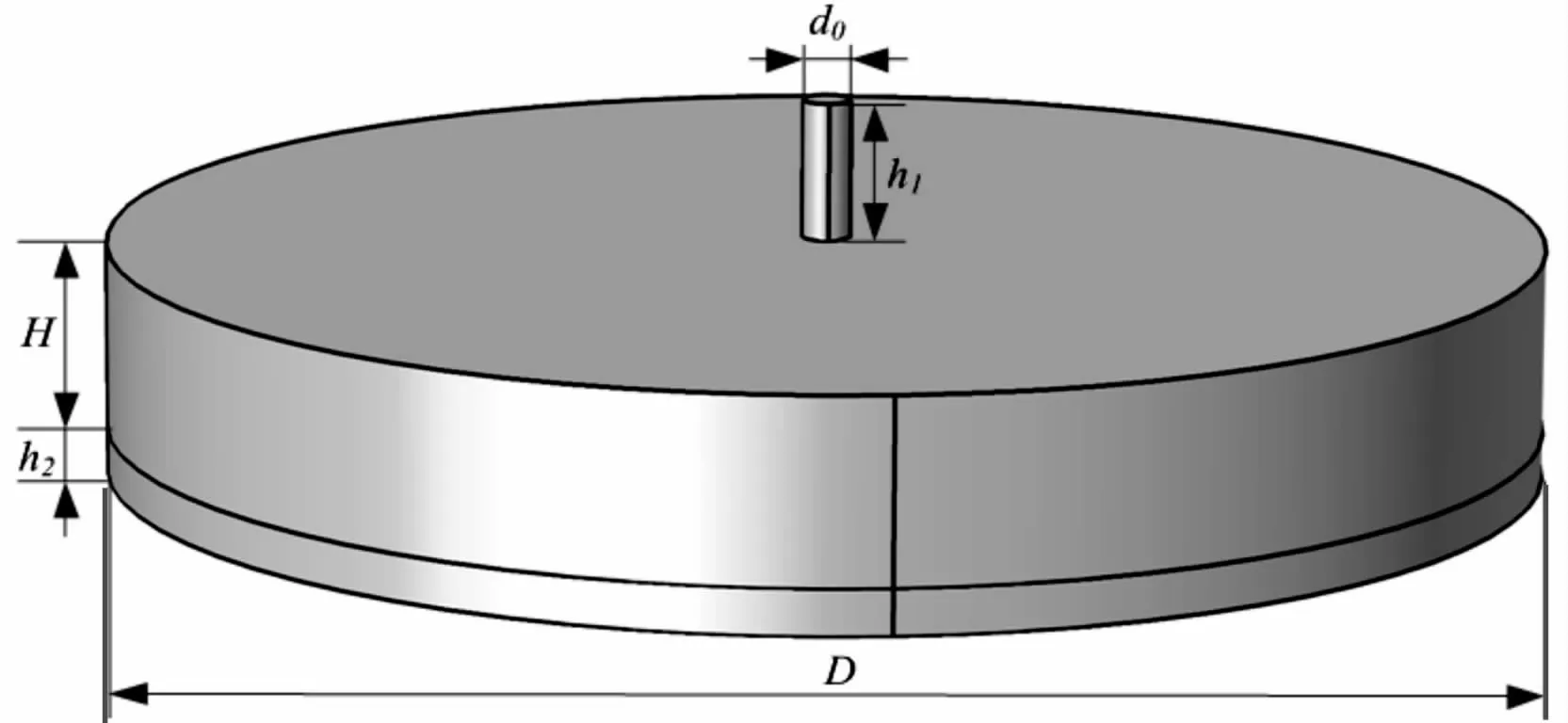
图8 射流冲击冷却简化模型
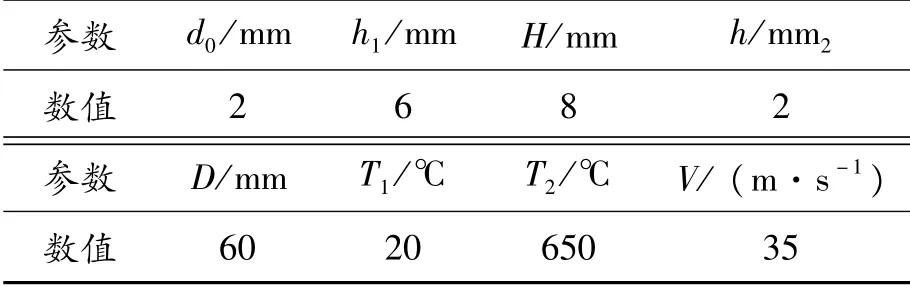
表1 模型初始参数
2.2 不同模型参数对冲击冷却特性的影响
设置热场与流场的耦合连接,利用边界层网格划分模型,通过后处理得到仿真结果。
取固体区域为研究对象,图9为氩气冲击过程整体速度流线分布,流线显示出速度方向及大小。可以看出氩气在到达壁面前横断面直径略微变大,速度方向在壁面前发生90°弯折,速度大小迅速衰减为零,又迅速转化为贴壁流动,贴壁流速先增大后减小。图10为截取模型中截面显示的速度分布,可以清晰地看到喷嘴前端三角状的势流核心区,此区域速度最大,经湍流发展达到45 m/s,而后进入主体段,速度衰减较大,横断面速度分布近似钟形,到达滞止点时速度减为零,贴壁流速最大仅为18 m/s左右。
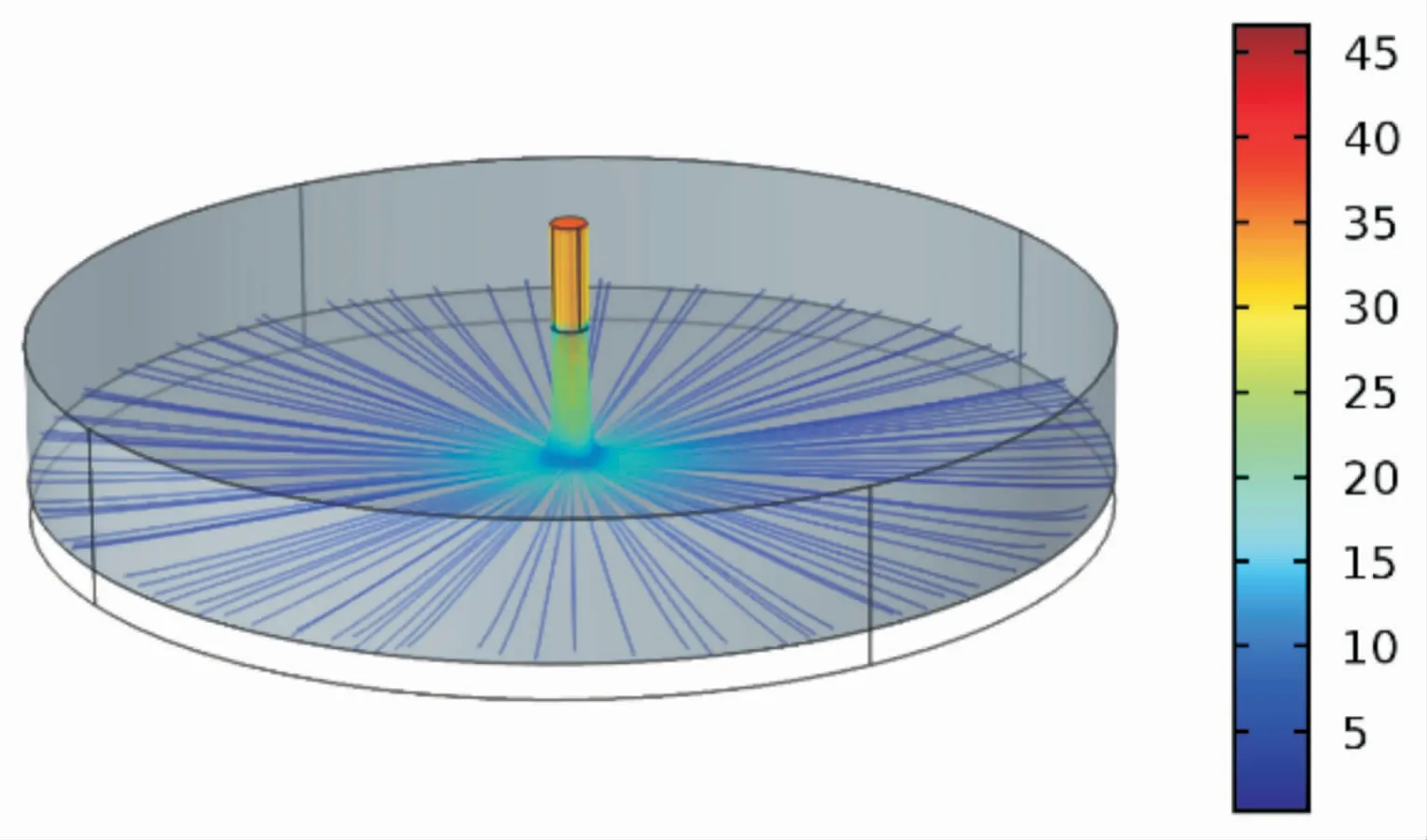
图9 整体速度流线分布(单位:m/s)

图10 中截面速度分布(单位:m/s)
计算得到的壁面对流热通量分布和传导热通量分布如图11、12所示。对流热通量表征由对流换热引起的单位面积上传递的热量整体呈现环状,中间热通量大,边缘小。冲击区由于速度最大,其对流热通量也最大,但在滞止点处很小,因为虽然壁面压强很大,但径向速度很小,对流热通量小。同理,传导热通量表征由热传导引起的单位面积上传递的热量在滞止点处受冲击力最大,边界层最薄。因此滞止点处主要是通过热传导的形式散热,之后,贴壁边界层逐渐变厚,热传导作用由于边界层形成的热阻而减弱,此时,主要散热方式为对流换热。
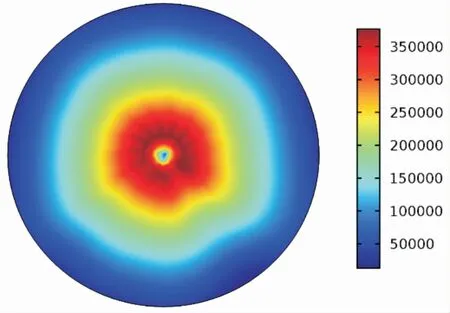
图11 壁面对流热通量分布(单位:W/m2)
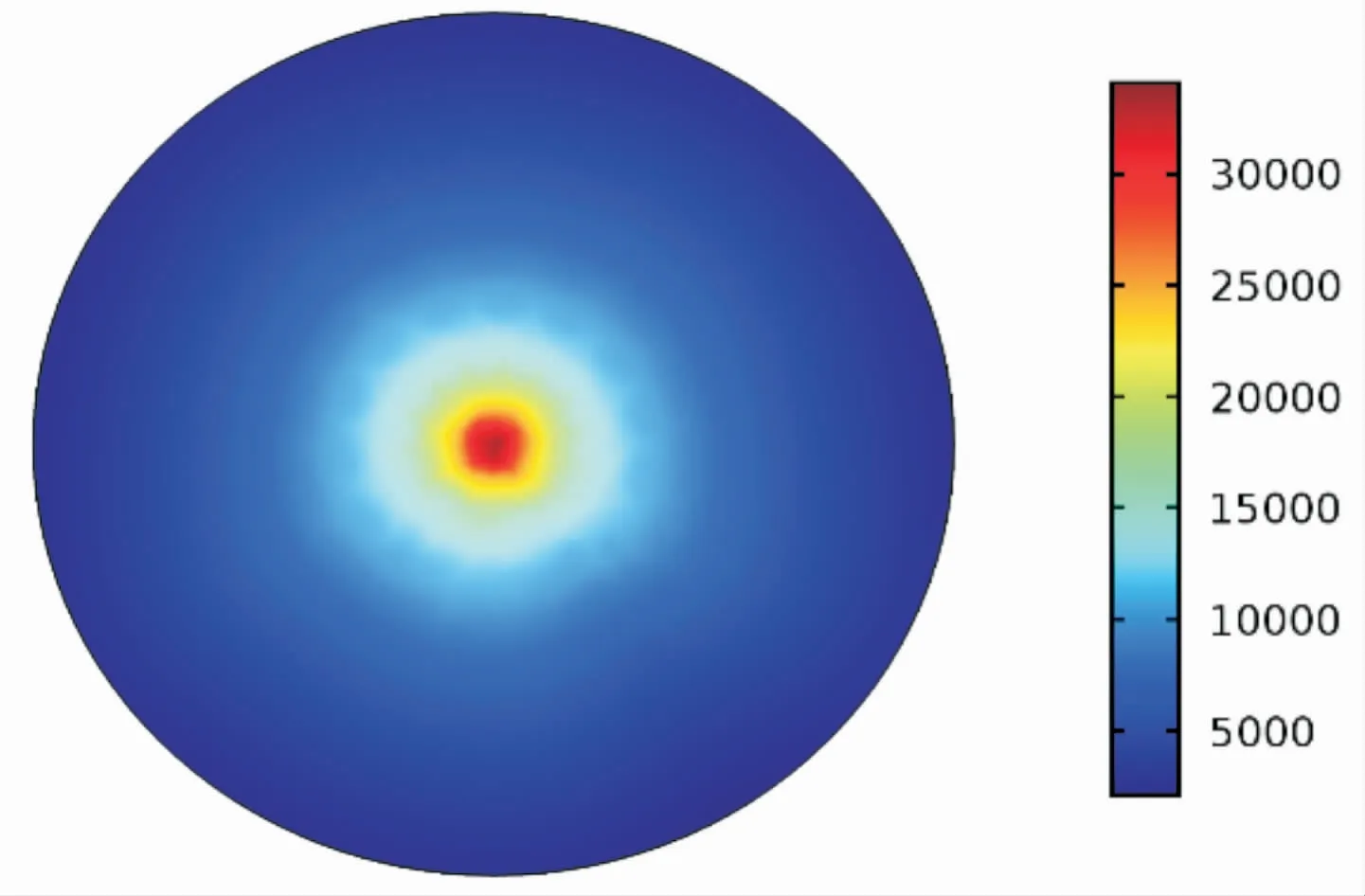
图12 壁面传导热通量分布(单位:W/m2)
由于驻点区传导热通量与对流热通量相差一个数量级,可忽略不计,且如果热沉中心距离热源中心太近会影响焊接熔池形貌,故本研究只考虑冲击区边缘处的最大对流热通量影响。由于热沉随热源以相同的速度移动,冷却氩气在抵达壁面时被迅速抽走,贴壁射流区不能完全发展,且焊接电弧能量集中,受氩气压缩保护,故不考虑贴壁射流区对熔池的影响。影响氩气冲击夹具冷却系统换热性能的关键参数有冲击高度、
喷嘴直径和入口流速。
2.2.1 不同冲击高度对冷却性能的影响
由于直径的变化会引起流场整体尺寸的变化,因此对冲击高度及喷嘴直径不做单独的固定值分析,而是将两个参数结合在一起整体分析。固定喷嘴直径d=2 mm,分别取冲击高度为2d、4d和8d,对比不同高度下的流动特性。
图13为不同冲击高度下壁面上的压力分布。可见最大压力集中在滞止点附近,冲击高度越小,壁面最大压力最大,且压力衰减越快。图14为壁面横向速度分布,滞止点附近速度很小,冲击区达到最大速度,随后迅速衰减。冲击高度为2d时,衰减速度最快,为8d时衰减最慢。结合图13、14可以发现:冲击间距越小,压力最先衰减到零,速度最先达到最大值,压力波能全部转化为贴壁流动能,即射流横断面扩展越小;冲击间距越大,流体横断面扩展越大,贴壁流动能衰减越缓慢。
图15为不同冲击高度下的壁面对流热通量分布。滞止点附近热通量最小,冲击区热通量最大,存在最佳冲击高度4d,在径向距离2d附近达到最大对流热通量。冲击高度过小或过大,流换热效果都会降低,这是由于氩气在进入静止的环境中,中心流速大压强小,湍流的脉动作用会吸收周围静止粒子,形成湍动的混合层。由于动量的横向传递,轴线速度变小,射流断面不断扩展,沿程流量增加。当冲击高度太小时,横断面扩展较小,卷吸作用较弱,沿程流量小,故换热效果较差;而当冲击高度较大时,虽然卷吸作用较大,但壁面横向速度太小,同样不能达到良好的换热效果。综上分析,选取最佳冲击高度4d进行后续仿真计算。

图13 不同冲击高度下壁面压力分布
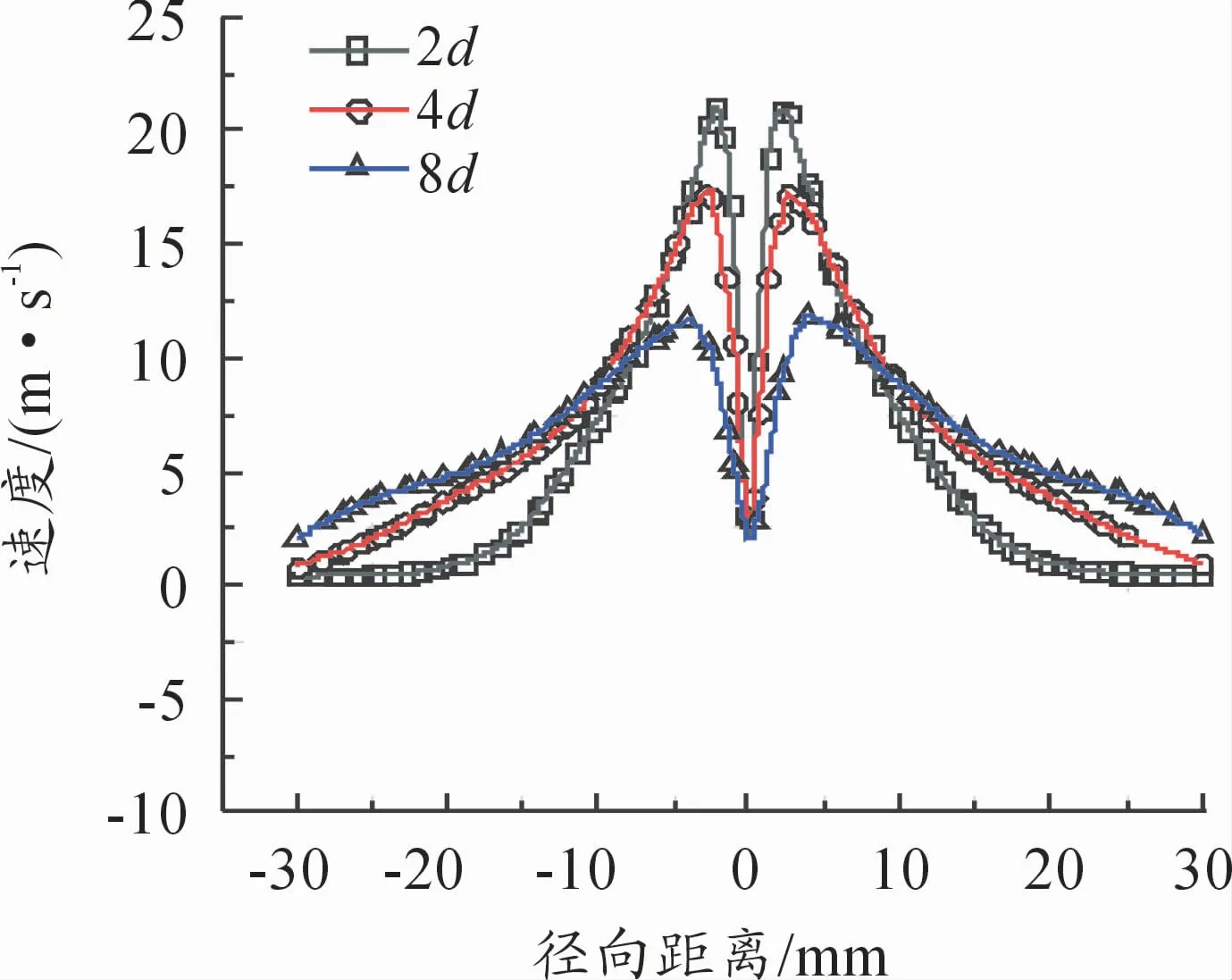
图14 不同冲击高度下壁面速度分布
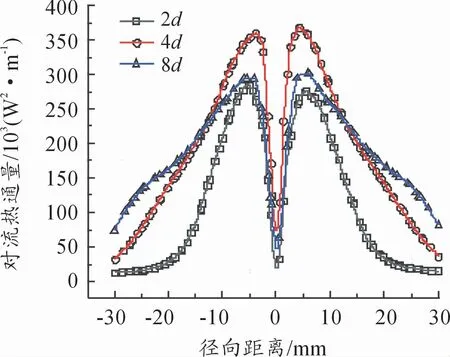
图15 不同冲击高度下壁面对流热通量分布
2.2.2 喷嘴直径对冷却性能的影响
固定冲击高度为4d,取喷嘴直径为1、2和3 mm,其余参数均为初始值。图16为不同出口直径的冲击壁面压力分布。由图中看出:壁面最大压力随出口直径增加而增大,直径为1 mm时与2 mm直径相差较大,这是由于在相同流速下,出口直径越大,则流体流量越大,动能越大,冲击壁面后转化为压力也越大。
图17为壁面速度分布对比,可见不同直径下的流体在滞止点处速度区别不大,冲击壁面后压力波能迅速转化为动能,在距离中心约2d处达到最大贴壁速度。最大速度随直径增加而增大,增幅逐渐减小,这是因为由于流量的增加,流体冲击到壁面前的动量损失比例相对减少,故速度相对增大。
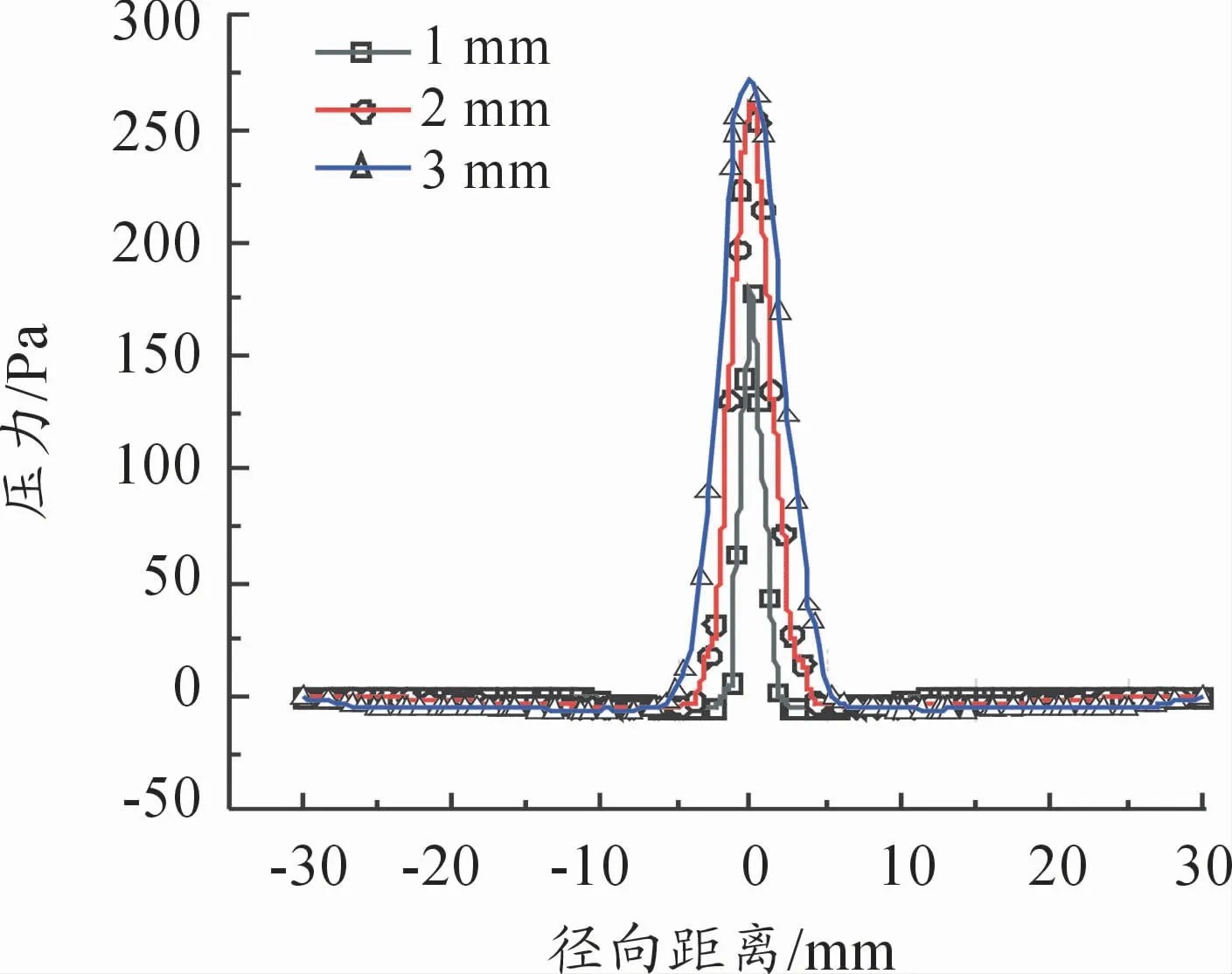
图16 不同喷嘴直径壁面压力分布
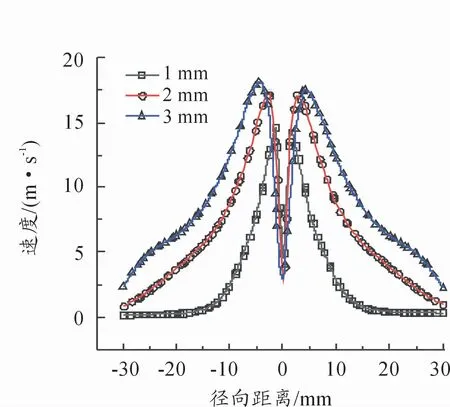
图17 不同喷嘴直径壁面速度分布
图18为不同直径下的壁面对流热通量分布,图中显示出1mm直径和2mm直径的热通量最大值大于3 mm直径,但3 mm直径时热通量衰减缓慢。考虑由于出口直径增大,中心流体较集中,外圈流体限制中心流体动量横向传递,故对流换热效果减弱,但对流换热有效面积增加。
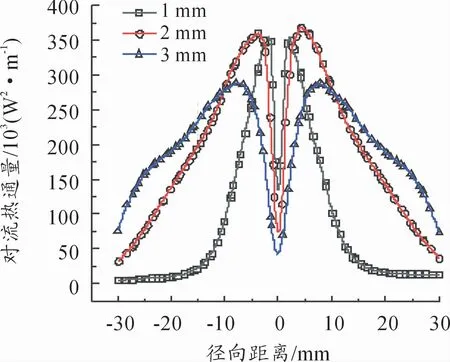
图18 不同喷嘴直径壁面对流热通量分布
图19为3种喷嘴直径下的壁面对流热通量分布云图。由3个分布云图可直观地看出对流换热有效面积随直径增加而增大,当喷嘴直径为3 mm时,虽然在冲击区对流换热强度减弱,但换热面积增大。
为了系统地研究喷嘴直径对壁面对流热通量的影响,增加两组1.5mm和2.5 mm直径的仿真实验,对比5组直径的冲击壁面平均对流热通量大小,得到图20所示曲线。由图20可见:随着喷嘴直径增加,会有更多的流体参与换热,使得壁面平均对流热通量增加。对比式(1)~(5)计算得出的平均对流热通量大小的理论结果发现,整体趋势大致相同,当嘴直径为2 mm时两条曲线差异最小。因此,取喷嘴直径为2 mm作为后续的仿真喷嘴直径。
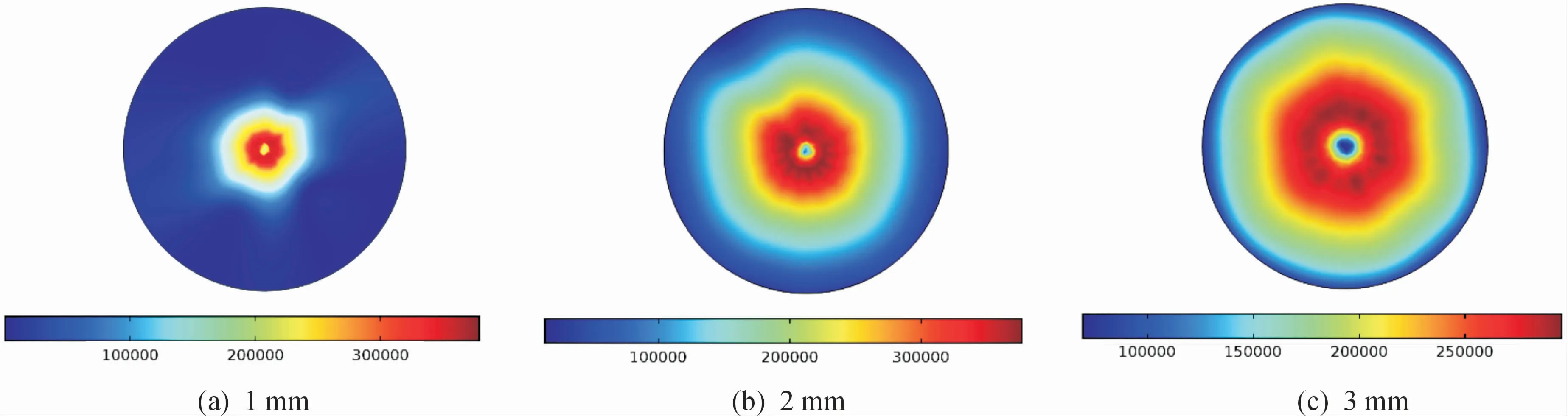
图19 不同喷嘴直径壁面对流热通量分布云图(W/m2)
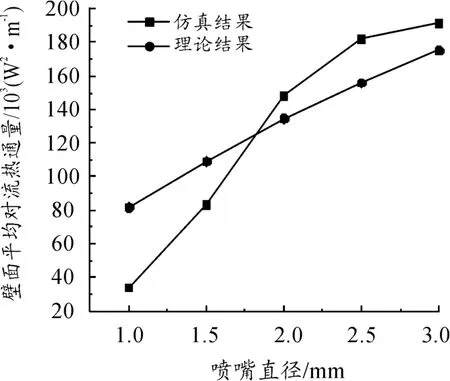
图20 不同喷嘴直径壁面平均对流热通量大小
2.2.3 入口流速对冷却性能的影响
取3组不同的氩气入口流速为20、35、50 m/s。其对应的雷诺数Re为3 418、5 986、8 525,分析在其他模型参数相同、入口流速不同下冲击壁面的对流热通量大小,结果如图21所示。
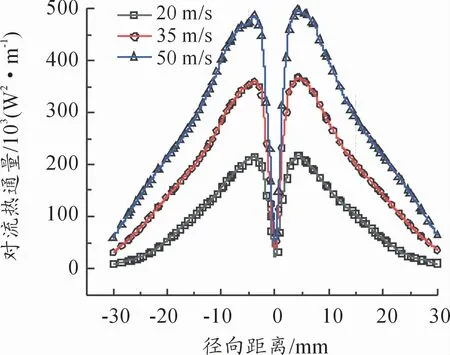
图21 不同入口流速壁面对流热通量分布
由图21可以看出:对流热通量随入口流速的增加而增大,强化换热能力随之增强。因此,选择入口流速为35 m/s作为后续仿真的入口流速。
2.2.4 移动热沉模型
图22为热沉余热源在试片上表面位置的示意图。由射流模型的仿真结果得到在给定参数下氩气垂直冲击冷却壁面对流热通量分布函数为Q(r),表征单位面积上氩气对流换热带走的热量,r为距离冲击区滞止点的径向距离。由仿真结果可知,对流热通量在径向距离2d处达到最大,故截取r=2d为热沉半径。则对于夹具及叶片表面上任一点(x,y),其对流热通量可表示为

热沉中心距离热源中心后方S处,且移动速度为v,则移动热沉模型表示为

将热沉以热通量的形式加到模型边界条件中,可进一步计算射流冲击冷却效果。
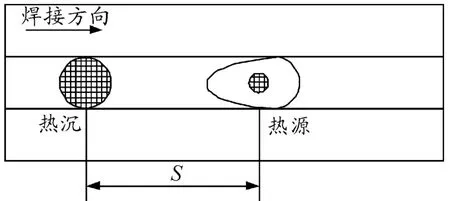
图22 热沉热源示意图
3 冷却效果分析
热沉与热源之间的距离S对焊后冷却效果有着很大的影响。如果距离过小,则氩气会影响到熔池形貌;如果距离过大,由于焊接电弧的高度集中性及钛合金的低导热性,则冷却效果不明显。考虑到仿真计算时间成本,因此首先需计算出合适的热沉与热源间距。为了定量地分析热沉热源的间距S对冷却时间的影响,需要确定热沉强度。由之前的仿真模拟中得出较好的模型参数为:冲击高度4d,喷嘴直径2 mm,入口流速35 m/s,采用较经济的常温氩气为冷却工质,TC4钛合金熔点为1 650℃左右,即试片上表面1 650℃处为熔池固液线,需注意热沉区域不能覆盖熔池部分,忽略贴壁射流区对熔池的影响。取3组不同间距S为7、8、9 mm进行仿真实验,以试片中心点为研究对象,对比分析3种间距下的氩气冲击冷却与普通焊接条件下的热循环曲线。结果如图23所示。
图23(a)为截取的22~28 s热循环曲线对比,黑色虚线为普通焊接下的热循环曲线,图23(b)为其冷却阶段的局部放大图。可以看出,不同间距下的冲击换热在冷却阶段相比于普通焊接自然冷却有明显的加快,而且不会影响焊接过程的加热阶段及最高温度,对固液线以上无影响。3种间距中7 mm冷却最快,9 mm冷却最慢,表明间距越小,冷却速率越大,但间距过小会影响熔池,故焊接中应选择合适的冷热源间距。计算结果显示:当垂直射流冷却与热源距离为7 mm时,冷却时间为2.4 s,较普通焊接下的自然冷却时间缩短0.29 s,约占总冷却时间的12.5%。

图23 不同间距冲击冷却与普通焊接热循环曲线对比
对比普通焊接自然冷却条件与间距7 mm氩气冲击冷却条件下试片在焊接中间时刻的等温线分布,截取温度区间为20~1 800℃,步长为20℃。图24(a)为自然冷却条件下的等温线分布,(b)为氩气冲击冷却下的等温线分布。通过比较发现,由于焊接热源后面的热沉作用,使热影响区的等温线分布面积缩减,后部变得较密集,前部影响较小,同时后面形成“尾巴”状的室温区域,说明氩气冲击不仅有效地带走了试片上表面的热量,同时加快了试片内部热传递效率,使热影响区域缩减,加快了冷却速率。
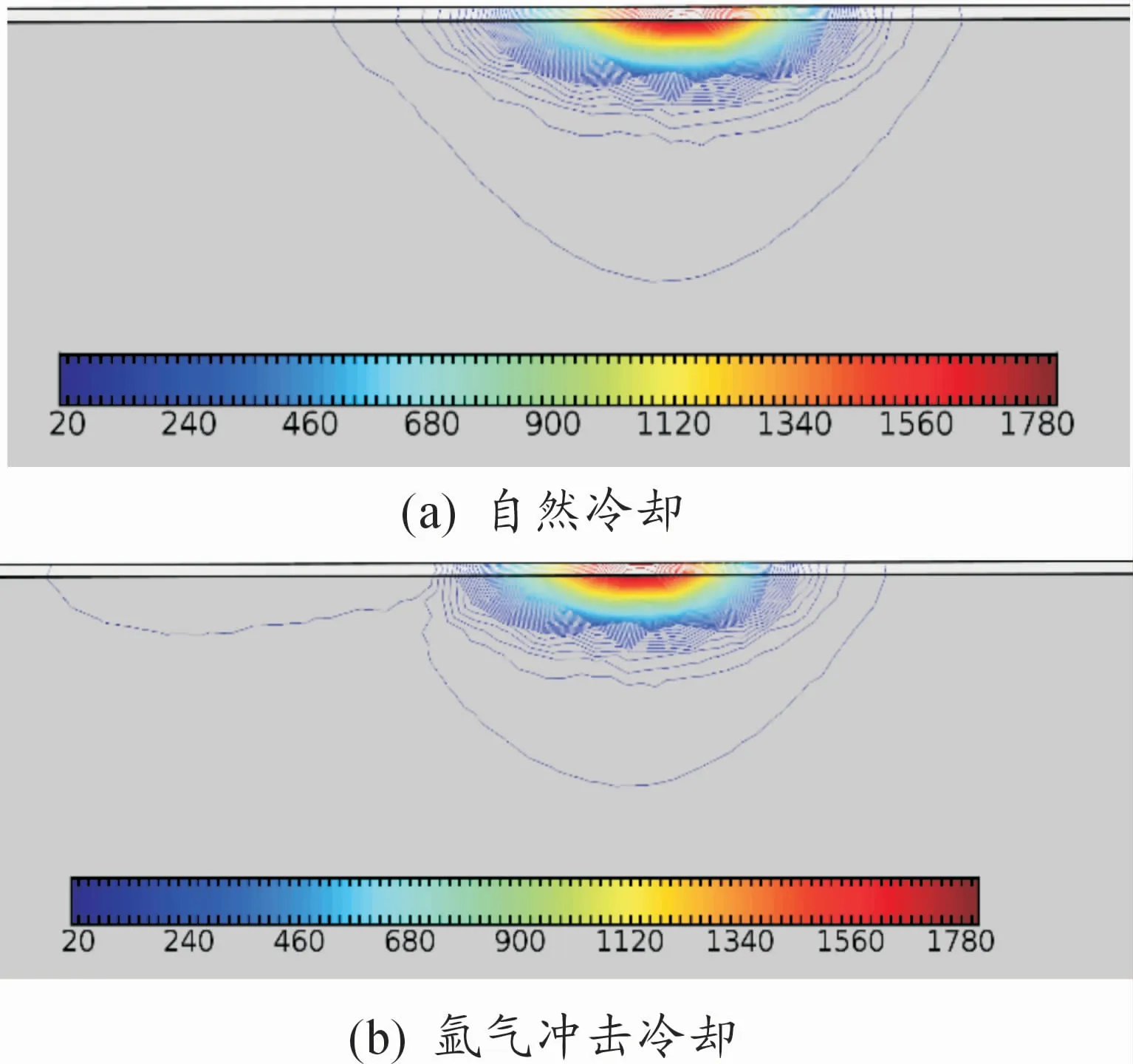
图24 等温线对比图(℃)
去掉TC4试片,图25为普通焊接条件下与氩气冲击冷却下夹具温度分布对比。同样发现,冲击冷却会使等温线区域缩小密集化,且在后部产生局部热沉,加快了夹具内部的热传导,对夹具最高温度无影响。

图25 夹具温度分布对比(℃)
4 结束语
针对压气机叶片PMPAW 修复过程中的冷却问题,提出了一种基于垂直射流强制冷却的夹具冷却方法,通过建模和仿真计算系统地分析了传热过程和冷却效果;通过对PMPAW 堆焊修复叶片-夹具的传热建模以及对特征点的仿真计算,详细分析了超薄叶片堆焊过程的传热特性,计算了散热重点区域和自然冷却时间。
提出基于氩气射流冲击的强制对流冷却方法,建立了射流冲击模型,通过仿真计算对比了不同冲击高度和不同喷嘴直径下壁面的压力、流量、对流热通量分布情况以及不同入口流速对冷却性能的影响。结果显示:喷嘴半径为2 mm,冲击高度为4d,入口流速35 m/s条件下,射流冲击可达到较好的冷却效果。
建立了移动热沉模型,结合计算出的射流模型参数,计算出不同热沉-热源距离下的冷却效果,结果显示:当距离为7 mm,冷却时间缩短12.5%,本研究采用的冷却方法会使等温线区域缩小密集化,加快夹具内部的热传导,提升焊缝冷却效果,对改善压气机叶片焊接工艺具有指导意义。
猜你喜欢
橡塑技术与装备(2022年9期)2022-09-05
冶金能源(2022年1期)2022-02-18
核科学与工程(2021年4期)2022-01-12
腐蚀与防护(2021年8期)2021-09-07
煤气与热力(2021年3期)2021-06-09
石油学报(石油加工)(2021年3期)2021-05-14
装备制造技术(2020年2期)2020-12-14
热力发电(2020年9期)2020-12-05
哈尔滨轴承(2020年1期)2020-11-03
中华胃食管反流病电子杂志(2017年2期)2017-10-27