减少压梗机轧辊粘料停机次数
2019-02-06 05:23侯端志
探索科学(学术版) 2019年3期
侯端志
山东中烟工业有限责任公司滕州卷烟厂 山东 滕州 277500
一、前言
围绕提升卷烟质量,开展精益工艺质量改善,以攻关生产一线存在的工艺质量问题为先导,积极开展设备跑冒滴漏整治工作是厂部、车间推崇工作。
由于烟梗经过梗柜的水分平衡,烟梗含水率较大,轧辊向前挤压烟梗时,轧辊表面经常粘料,粘料现象会导致光电监测开关误作用[1],使轧辊退辊动作,物料在轧辊前后堆积,导致卡车,需要停车疏通。粘料现象严重时,一批次卡车3次,严重影响产品质量,对批次完成时间和后续工序加工带来巨大压力。
二、原因分析
小组随机抽取一个月梗丝处理段停机情况,小组成员对导致停机的因素进行了数据分析归纳,未停机批次占85.80%,停机批次占14.2%。
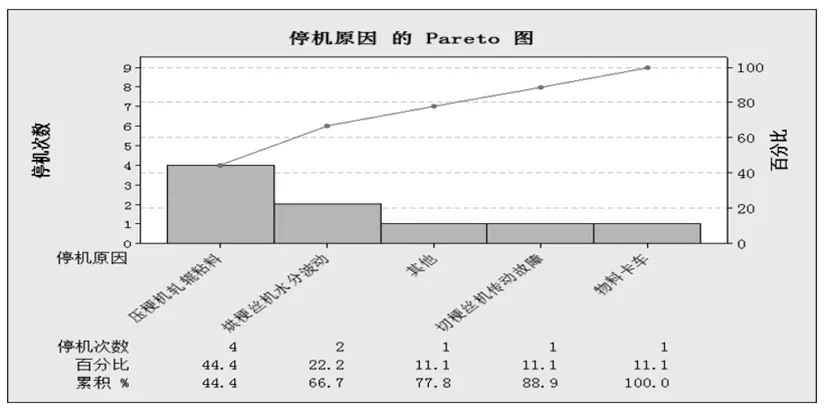
图一 梗丝处理段停机原因泊拉图
从图中可以看出,由于压梗机轧辊粘料带来的停机在总停机次数的比重是最大的,达到了44.4%,最小的达到11.1%。
2.1 空压设置不当 依据设备使用说明书和操作工经验,选择3批次开展不同空压下的压梗机轧辊粘料试验[2],分别采用0.02Mpa、0.04Mpa、0.06Mpa3个梯度下因子实验,如下表。
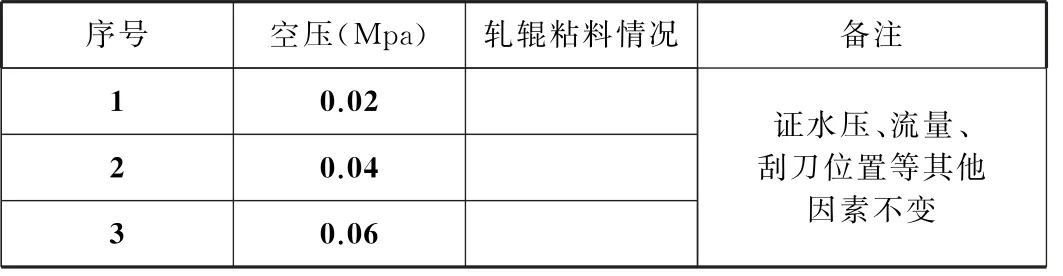
表二 不同空压下试验设计表
当电子秤累积量达到1500kg时,利用灌满喂料机的间隙,小组成员对压梗机轧辊粘料情况进行确认,发现3个梯度试验效果有明显差异。
当压空为0.02Mpa时,轧辊两端粘料较多,存在卡车风险;当压空为0.04Mpa时,轧辊两端粘料一般;当压空为0.06Mpa时,轧辊表面清洁。
2.2 喷嘴雾化效果差 喷嘴雾化差时,会造成水呈水流状喷出,雾化折射面积小,轧辊总长度为800mm,喷嘴雾化长度仅为200mm,雾化效果差,轧辊粘料多。
2.3 物料流量不均匀 物料进压梗机流量的不均匀不仅影响到轧梗效果,同时流量大的地方容易导致轧辊粘料,粘料“吸附”在轧辊上刮刀很难刮下,时间长了会加速刮刀的磨损同时带来卡车风险。小组经现场查看发现轧辊两端粘料多,一方面由于喷嘴雾化角度问题,另一方面发现物料在两侧导流条流量大,中间导流条流量小,物料流量不均匀可导致轧辊粘料。
三、对策实施
3.1 空压参数设定 小组成员通过调节空压调节阀将压缩空气压力由原先的0.02Mpa,调整到0.06Mpa,
3.2 喷嘴雾化效果 小组成员在原先喷嘴结构基础上,通过增加出水孔的大小及新加一组对射孔的方式加工制作新型喷嘴。
通过增加出水孔的大小以、加粗压缩空气口径大小和增加一组对射孔来加大雾化效果,增大雾化折射面积,申请外协加工制作,如下图。

图三 新型喷嘴外观图
安装新型喷嘴,调节雾化压力调节螺栓,使雾化效果最好。我们对新型喷嘴雾化折射面进行了测量,折射长度达300mm,较改造前200mm有很大改善。
3.3 物料流量均匀性 小组成员利用多年的维修经验,自制导流条两侧护板,隔离烟梗进入导流板两侧,烟梗在导流板上分布更均匀。
(1)选择材料
压梗机入口振槽经常会用到水清洗卫生,因此小组选择耐腐蚀的不锈钢材质作为制作材料。
(2)加工制作安装分散物料装置
小组成员为避免中间流量太大给喷嘴雾化带来压力,在导流条两侧各2个导流条处增加护板。
(3)验证烟梗进导流条的流量均匀性
安装完分散物料装置后,我们跟踪观察了2批次烟梗进入导流条的情况,物料流量基本均匀化,如下图。

图四 物料流量均匀化图
四、总结效果
小组成员抽取了2018年9-10月甲类梗丝梗丝处理工序停机信息情况[3],均未发现因压梗机轧辊粘料导致的停机信息,批次停机次数为0,达到目标设定。同时随机抽取了5批次压梗机轧辊粘料情况,轧辊表面清洁,达到攻关效果。
猜你喜欢
轻工学报(2022年2期)2022-05-05
现代仪器与医疗(2021年4期)2021-11-05
中国设备工程(2020年19期)2020-10-16
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
中国钼业(2019年4期)2019-08-29
西南农业学报(2019年1期)2019-03-01
江西农业学报(2019年1期)2019-01-25
汽车维护与修理(2016年3期)2016-02-28
少先队活动(2014年6期)2015-03-18