
总装领域新车型导入工艺问题探析
2019-02-04 02:42:34彭程
时代汽车 2019年23期
彭程
广汽乘用车有限公司 广东省广州市 511434
1 前言
为了响应“蓝天保卫战”这一号召,国家各部门制定了相应的节能减排目标,传统燃油车升级国六标准以及推广新能源车的政策也是相应出台,这就导致了部分主机厂存在传统燃油车与新能源车同时生产的局面,而多车型共线生产显然比新建生产线更具经济性,也更让主机厂具备竞争力。但多车型共线生产势必会带来一些通过性及工艺难作业课题,本文针对其中一个较典型的工艺课题进行了一些探讨和解析。
2 MPV车型中排座椅难安装工艺课题解析
在高端MPV车型当中,中排座椅为了保证其舒适性,通常采用独立布置的形式,与轿车及SUV不同,它拥有独立的滑轨,这也就意味着MPV车型座椅装配方式更为复杂,若要与其它车型共线生产则需要对产线或装配工艺进行一定优化。以某一款中大型MPV为例,其中排2个座椅并排放置,单个座椅带有2条滑轨,装配关系为滑轨紧固至车身钣金,座椅紧固至滑轨,同时滑轨上有一个定位销,要对位安装至座椅定位孔,如图1所示。
按照上述装配方式,共有二种工艺方案:方案一,先将滑轨分装至座椅再投入至车内,随后紧固滑轨至车身钣金;方案二,先将滑轨紧固至车身钣金,再投入座椅对位安装。方案一存在着滑轨分装至座椅难作业问题,而方案二存在着滑轨定位销无法目视对位座椅定位孔问题,两种方案都存在着一定的劣势需加以改善,下面将根据各方案进行详细分析。
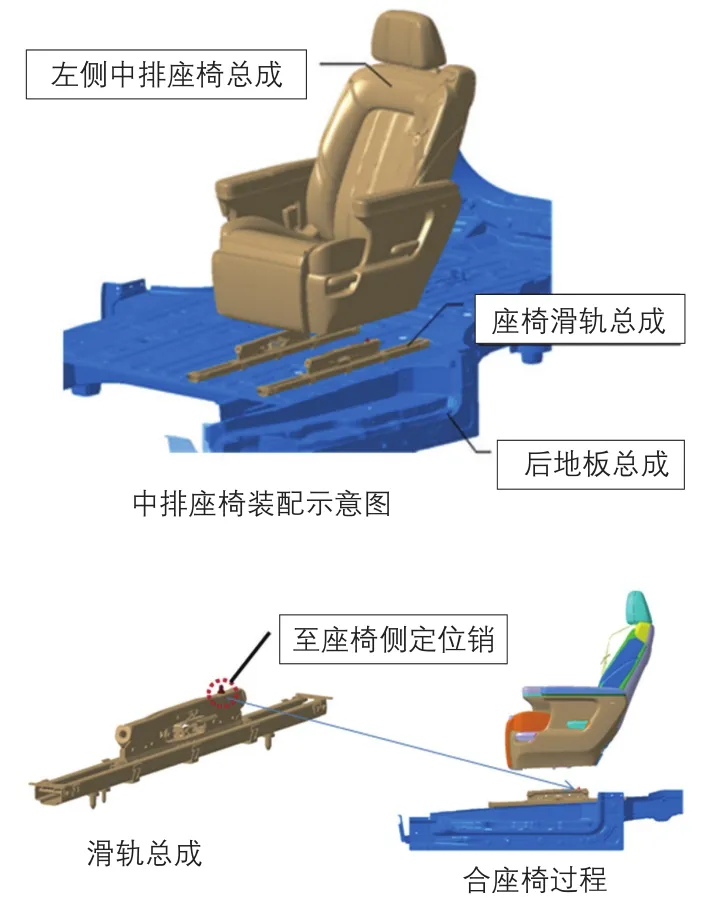
图1 座椅装配示意图
2.1 先将滑轨分装至座椅再投入车内
若采用方案一先将滑轨分装至座椅,则可以采用供应商一体来件的形式或生产线分装的形式。根据前期检讨发现,采用供应商一体来件存在着物流运输困难、改造成本大等问题,所以这里主要检讨由生产线分装座椅滑轨,另由于紧固滑轨工程无作业难点,故这里不做讨论。根据总装车间的工艺布局,中排座椅安装工艺如图2所示。
由于独立形式的座椅通常在50kg~60kg,重量较重,所以分装座椅滑轨需在平衡器夹取座椅时进行。若生产线采用单侧平衡器投入2个座椅,以70秒节拍为例进行工艺规划,分装滑轨加投入座椅初步规划的时序图如图3所示。从时序图中可以看出,若采用单侧平衡器投入座椅,含分装滑轨工程共需2个人同时作业,其作业人数较少,但工时较为饱和,且员工需下蹲作业分装滑轨,负荷较大,如图4。另外2人单侧同时作业,把作业空间集中在一侧,对生产线要求较高,若单侧线边空间不足以容纳2人同时作业,则此种方式不适用。需要注意的是由于滑轨和车身是以定位销定位孔的方式进行配合,对投入精度要求较高,所以平衡器上应新增座椅限位装置,以保证两座椅的相对位置,否则投入座椅时会出现一个座椅对准定位孔而另一个座椅无法对位的情况。

图2 中排座椅安装工艺流程
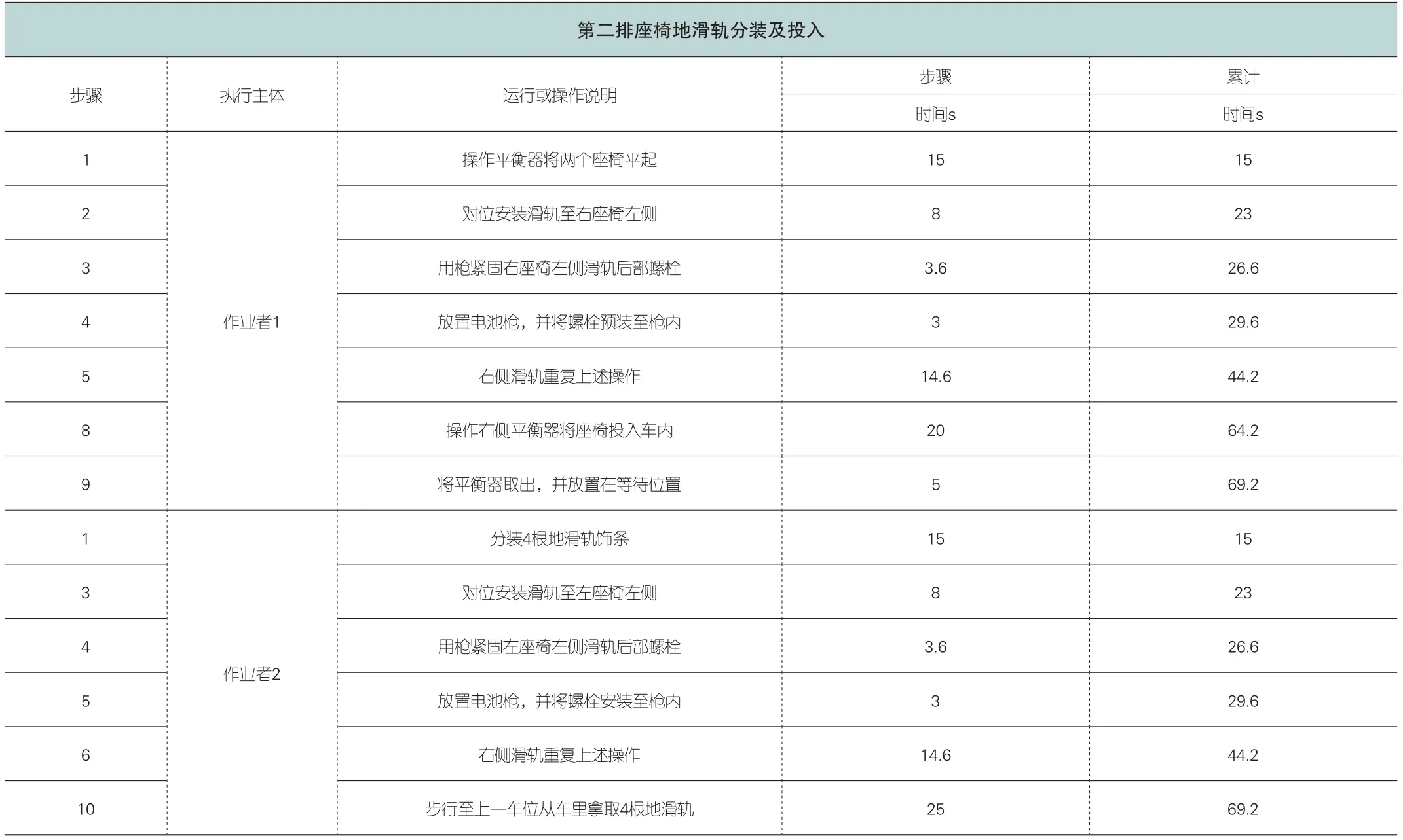
图3 单侧平衡器座椅投入时序图

图4 在座椅平衡器上分装座椅滑轨示意图
若生产线采用双侧平衡器分别投入1个座椅,以70秒节拍为例进行工艺规划,分装滑轨加投入座椅初步规划的时序图如图5所示。
从时序图中可以看出,若采用双侧平衡器投入座椅,含分装滑轨工程共需3个人同时作业,比单侧平衡器作业增加1人,经济成本增加,但作业工时富余更多,员工负荷较小,且作业岗位分布在线体两侧,岗位间相互干涉量较小,对产线单侧面积要求也较小。综合来看,方案一先将滑轨分装至座椅再投入车内的工艺方案,无论单侧平衡器还是双侧平衡器投入都有其局限性,虽可满足节拍内生产要求,但从员工作业性、经济性上考虑,此方案显然不是最优方案,需进一步检讨方案二的可行性。
2.2 先将滑轨紧固至车身钣金,再投入座椅对位安装
采用先紧固滑轨至车身,再投入座椅的工艺方式是大部分主机厂所通行的做法,关键在于怎样解决座椅与滑轨的对位安装。前面简要说明了座椅的对位安装方式,目前所存在的最大问题是座椅投入时,员工无法目视将滑轨定位销卡至座椅定位孔中,如图6所示。
为了解决这一课题,经过不断的实车投入试验,也借鉴了其他主机厂的相关做法,提出采用过渡定位的对位安装方式。座椅投入时虽无法直接目视定位,但可以制作一个工装,提供一个间接的对位参照,从而使座椅精准定位,如图7所示。从图中可以看出,使用过渡定位工装可以不再人工目视定位销,而是通过对准工装上的座椅仿形轮廓来对位安装座椅,大大提高了座椅对位的便利性。与方案一相比,这种工艺方式不仅不需对产线做任何改造,而且大大节省了作业工时,提高了员工的可操作性,毫无疑问是一种更为优秀的工艺方案。这也告诉我们,在面对工艺课题时,不应局限某一个方面,应从多角度去思考,或许能有意想不到的收获。
3 结论
本文从新车型试制阶段某一个工艺课题入手,从多个角度分析了此课题的解决对策,最后通过比较得出最优工艺方案。从中可以看出,作为汽车制造公司的工艺工程师,我们必须发散思维,从多个角度去思考解决工艺课题的方案,而不应被限制在固有思维下,也只有这样才能给企业降低成本,带来最大化的收益,使企业立于不败之地。

图5 双侧平衡器座椅投入时序图

图6 座椅装配及投入示意图

图7 过渡定位工装使用示意图
猜你喜欢
金属加工(冷加工)(2023年10期)2023-10-23 02:10:06
中国农业信息(2023年3期)2023-03-18 08:19:04
天津音乐学院学报(2022年2期)2022-07-28 02:32:12
中国农业信息(2021年3期)2021-11-22 06:44:48
设备管理与维修(2019年10期)2019-02-16 19:16:36
电子测试(2018年13期)2018-09-26 03:29:48
电子制作(2016年15期)2017-01-15 13:39:08
印制电路信息(2015年6期)2015-12-30 12:57:52
当代音乐(下旬刊)(2015年5期)2015-05-30 05:21:05
西安工业大学学报(2014年12期)2014-12-26 03:34:44
