
数控机床位置精度检测及实验系统设计
2019-01-30 02:22孙江宏潘尚峰张玉杰刘国庆
实验技术与管理 2019年1期
孙江宏, 李 刚, 潘尚峰, 张玉杰, 刘国庆
(1. 北京信息科技大学 机电工程学院, 北京 100192; 2. 清华大学 机械电子工程研究所, 北京 100084)
数控机床是国民经济发展的重要装备,其位置精度是机床性能的一项重要指标[1],为了准确把握数控机床的性能,有必要对数控机床位置精度进行检测,而传统的量规、百分表等量具已无法满足先进机床的精度检验要求[2]。激光干涉仪由于检测精度高、速度快、无接触等特点,常用于数控机床位置精度的精密测量[3-5]。使用激光干涉仪可准确而方便地测量数控机床直线移动部件的位置精度和定位精度,而且不受移动距离的限制。配合数据处理和误差补偿,可快速获得符合国家检验标准的结果,应用日趋广泛。该项技术已逐渐成为高端数控机床精度检测验收的首选手段[6-10]。
我校机械设计制造及其自动化专业开设的装备制造及自动化课程,意在培养学生解决实际问题、独立工作的能力和创新意识,提高学生在知识交叉融合、批判性思维、终身学习等方面的综合素质,从而提升应用型本科专业教学水平和教学质量[11-12]。加工中心几何精度检验实验是核心实验之一。但在教学过程中,由于采用传统纯机械式仪器仪表测试各参数、手工记录实验测试数据的模式,效率低,精度差,周期长,同步性差[13],不利于快速提高学生工程实践能力和自主创新能力,无法与“中国制造2025”的要求相匹配。为此,我们开始进行相关实验平台的重新搭建,要求学生使用激光干涉仪来测量数控机床位置精度,并进行相关数据处理,提高学生对先进测量手段的认知、先进工具的使用以及对未知领域的探索能力,培养高素质的数控人才队伍。
1 实验平台总体方案
本实验的测试对象选用的是数控落地镗铣床。该机床是一种镗轴移动型的机电液一体化数控机床,具有立柱移动(X轴)、主轴箱移动(Y轴)、滑枕移动(Z轴)、镗杆移动(W轴)4个直线数控坐标轴和1个数控主轴,见图1。在进行测试时,需要对每个坐标轴进行坐标标定。

图1 落地镗铣床坐标定义
检测平台采用Renishaw XL-30激光干涉仪,主要由XL-30激光头、XC-30环境补偿单元、光学镜安装组件等组成,如图2所示,其中XL-30激光头用来发射和接收激光;XC-30环境补偿单元是XL系统测量精度的关键,它有一个处理源读数的“智能型传感器”,可准确地测量空气温度、空气压力和相对湿度;光学镜安装组件包括1只分光镜,2只反射镜和2只靶子。在整个实验过程中无需传统测量仪器及记录数据,仅需要使用PC端即可完成全部数据处理。

图2 检测平台结构
2 激光干涉仪的实验原理
实验使用激光干涉仪测定各个数控轴的线性移动距离,进而计算位置精度。激光干涉仪以激光波长已知、利用迈克耳孙干涉系统测量位移。激光干涉仪水平轴(X、W轴)线性测量原理如图3所示,来自XL-30激光头的光束进入线性干涉镜,在此光束被分成两束。一束光(称为参考光束)被引向装在分光镜上的反射镜,另一束光(测量光束)则穿过分光镜到达第二个反射镜;然后两束光都被反射回分光镜,在此它们重新组合并被导回到激光头,激光头内的探测器监测两束光之间的干涉,从而计算移动距离。垂直轴的测量原理与水平轴相同,如图4所示。
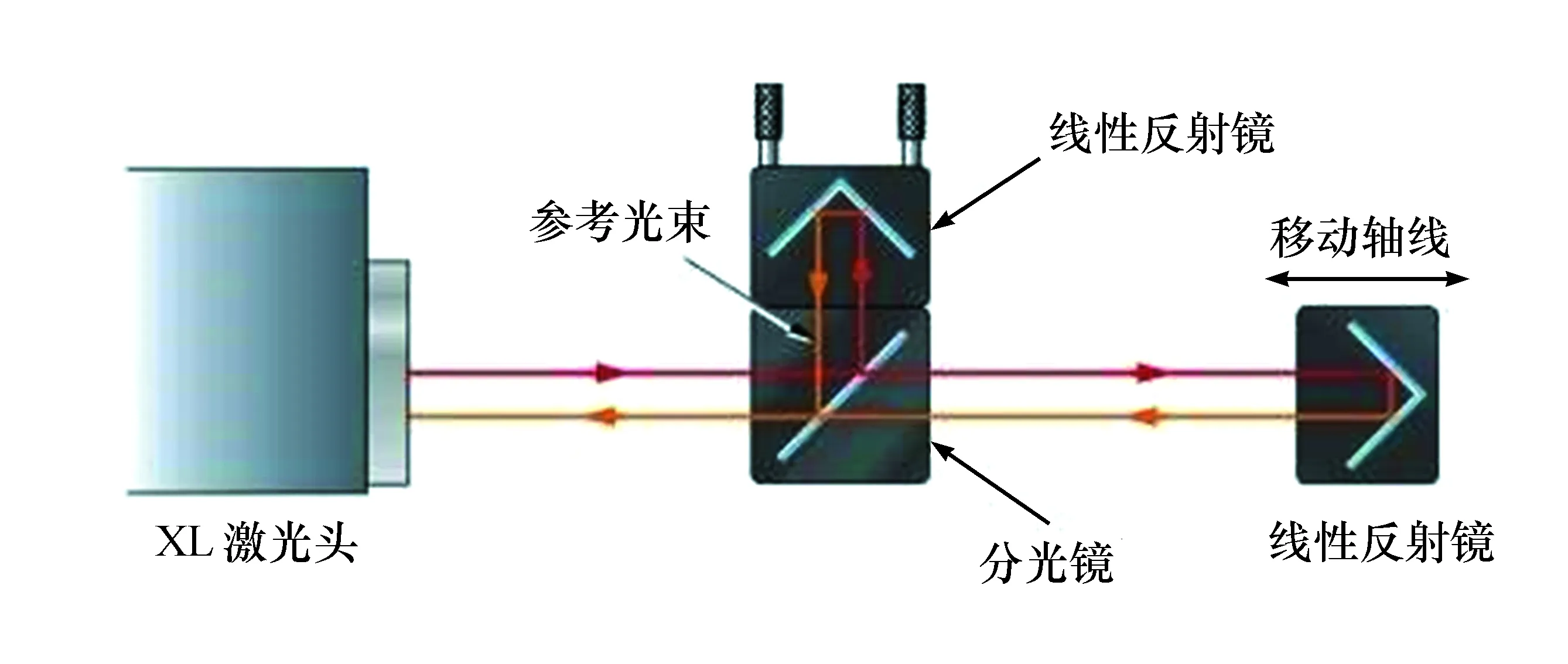
图3 激光干涉仪水平轴测量原理

图4 激光干涉仪垂直轴测试原理
在线性测量过程中,一个光学组件保持静止不动,另一个光学组件沿线性轴移动。通过监测测量光束和参考光束之间的光路差异的变化,产生定位精度测量值(它是两个光学组件之间的差异测量值,与XL-30激光头的位置无关)。此测量值可以与被测机器定位系统上的读数比较,获得机器的精度误差。通常,将反射镜设定为移动光学部件,将干涉镜设定为静止部件。二者可以反过来,但是最大测量距离将从40 m缩短为15 m。因此,在长轴(X、Y轴)上测量时,通常线性干涉镜静止不动,而另一个反射镜移动,比如Y轴测量;在短轴上测量时,它们可以反置,如W轴测量。
3 数据分析依据
根据GB/T17421.2—2000《数控检验通则 第2部分:数控轴线定位精度和重复定位精度的确定》的要求,进行数据测量与处理。由于轴线的线行程都大于1 000 mm,所以在位置精度测量时,每个轴线均匀选取11个点进行测试,如图5所示,每个点双向趋近5次。关键位置精度指标的计算如式(1)—(5)所示,该计算公式为后面进行数据分析提供理论依据。
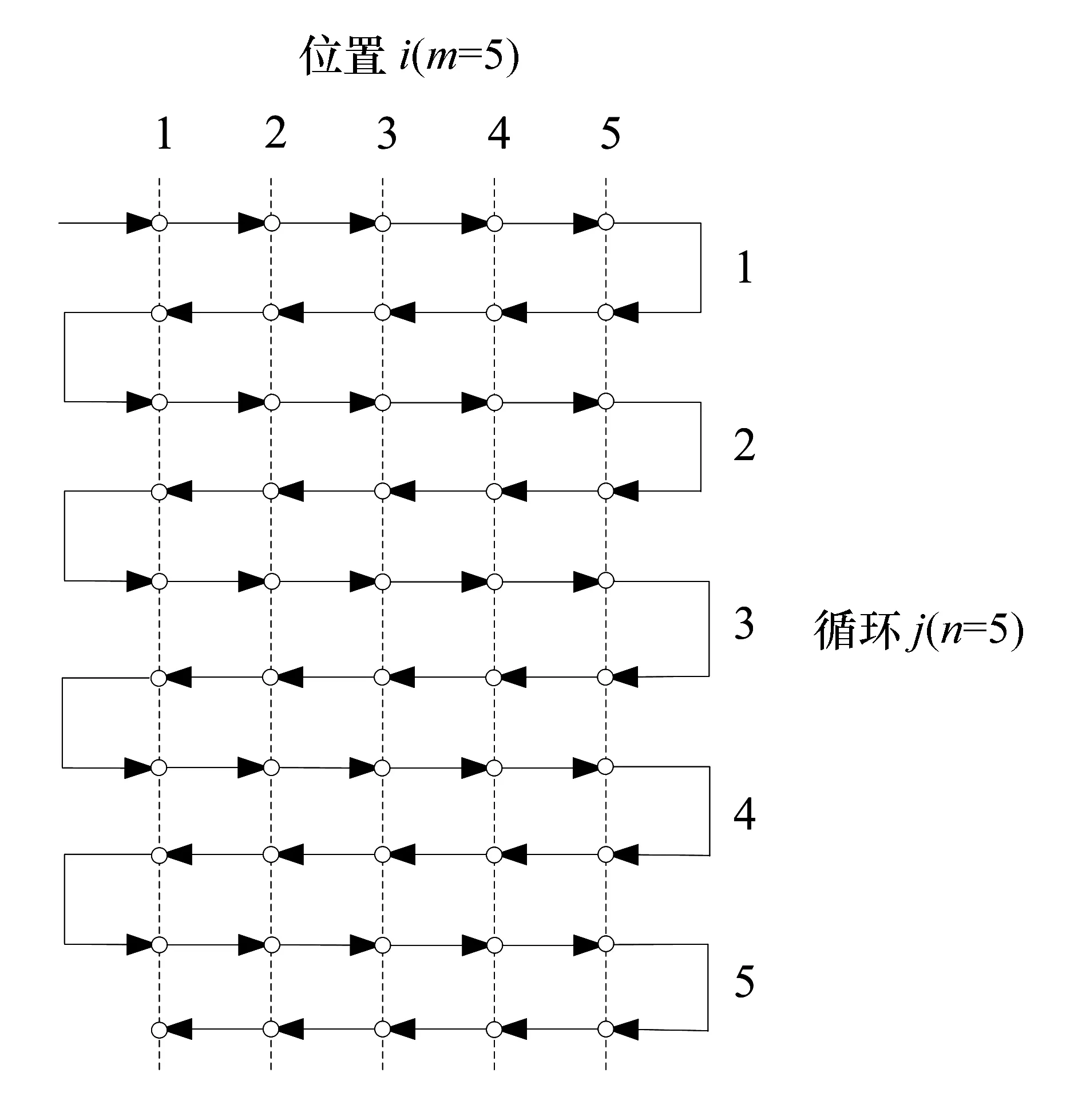
图5 检验循环图
某一位置单向平均位置偏差为:
(1)
(2)
某一位置单向标准不确定度为:
(3)
(4)
直线双向定位精度为:
(5)
式中,Xij表示在某一点的定位偏差;↑表示正向运动,↓表示反向运动。
4 实验测试步骤
以Y轴位置精度的测量为例说明如下:
(1) 如图2所示搭建测试平台,仪器摆放位置如图6所示;
(2) 开动机床,沿Y轴向上移动,使反射镜离开干涉镜;
(3) 继续移动,直到看见光束开始从XL激光头上的标靶处移开,当光束到达标靶的边缘,即停止移动机床;
(4) 用XL-30激光头背部的旋钮调整俯仰,使两束激光回到相同的高度上,如图7(a)所示;
(5) 使用三脚架中心轴上的三脚架高度调整轮,上下移动激光头,使两束激光射到标靶的中心,如图7(b)所示;
(6) 使用三脚架平台左侧后面的小旋钮,调整激光头的扭摆,使两束激光一左一右地排列,如图7(c)所示;
(7) 使用三脚架平台左侧中间的大旋钮,水平平移激光,使两束激光都射到标靶的中心,如图7(d)所示;
(8) 继续开动机床沿运动轴移动,若激光光束开始离开标靶时,停止移动机床,重复步骤4中的激光准直,当到达轴末端时,让机床回转,使反向反射镜和线性反射镜靠在一起;
(9) 重复以上步骤,直到在整个轴行程上两束激光都保持在标靶中心;
(10) 启动环境补偿,确保在软件中输入正确的材料膨胀系数,最后进行采集线性数据。

图6 激光干涉仪摆放位置
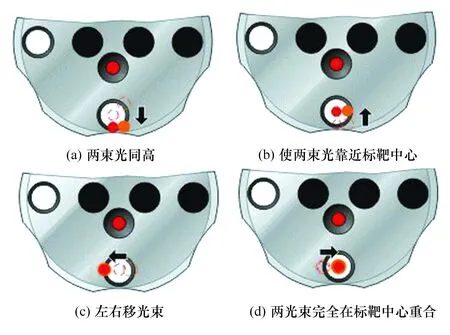
图7 线性干涉镜和反射镜定位
在实验中要注意以下事项:
(1) 确保待校准机床已经进行充分的暖机运行,以预热驱动装置和待校准轴的定位系统。
(2) 不要让光束直射或者通过光学元件或任何其他反射面反射到任何人的眼睛。
(3) 必须通过设定激光头的基准来消除光线阻挡误差。
5 测试结果及分析结论
在测量轴线各段的位置精度之前,首先对该轴所处环境进行测量,结果见表1。对落地镗铣床Y轴整体位置精度进行测量,结果见表2。最后利用厂家提供的LaserXLTM软件,通过激光干涉仪对选取的11个点逐个测量,并上传数据,如图8所示;得到相应数据结果分析曲线,如图9所示。

表1 某型落地镗铣床Y轴位置精度测试环境数据

表2 某型落地镗铣床位置精度测试结果 μm

图8 测试数据统计图

图9 测试结果分析曲线
通过对测量数据的分析可知,Y轴误差分布呈现“台阶形”,位置误差沿轴线方向按一定间隔出现或上或下的误差。其原因可初步确定为由于重型落地镗铣床的齿条是由多段小齿条组成,各段齿条对准不佳或装配不佳;或者是光栅尺或同步感应器分段对准不佳或装配不佳。对于后者,可以通过调整激光干涉仪的位姿以及装配关系来加以避免。对于前者,可以通过检修维护时使每段齿条都正确地与其他段对准,保证齿轮能够平滑地从一段齿条平滑过渡到下一段齿条来解决。但是由于重型数控机床检修困难,故采用数据补偿的形式进行。图10中给出了数控系统的补偿数据,可以将对应数值分段在数控系统中进行补偿,补偿后变化如下:

图10 Y轴定位精度误差补偿图表
(1) 每个点的误差数值都有不同程度缩小;
(2) 总体趋势没变,但是相对误差数值变小;
(3) 整体的定位精度提高。
6 总结
本文基于“加工中心几何精度检验”实验对数控机床进行检测及设计实验系统,使学生掌握激光干涉仪的基本原理和位置精度测量的方法和步骤,了解其在机床精度测量中的作用,增强学生的实践动手、分析问题和解决问题的能力,进一步认识数控机床的先进测量手段。同时,该实验系统有效地将理论教学与实验教学相互衔接,有利于提高学生的学习兴趣和实验教学质量。
猜你喜欢
新能源科技(2022年9期)2022-11-20
九江学院学报(自然科学版)(2022年2期)2022-07-02
阅读(科学探秘)(2022年5期)2022-06-07
奥秘(2021年3期)2021-04-12
计测技术(2020年6期)2020-06-09
环境技术(2020年1期)2020-03-06
航天电子对抗(2019年4期)2019-06-02
制导与引信(2017年3期)2017-11-02
中国光学(2015年1期)2015-06-06
遥测遥控(2015年2期)2015-04-23
