柞蚕丝针织色织T恤面料开发
2019-01-28 07:25唐仕成
纺织科技进展 2019年1期
唐仕成
(1.四川省丝绸科学研究院,四川 成都610031;2.四川省丝绸工程技术研究中心,四川 成都610031)
柞蚕丝具有优良的吸湿透气、防晒抗皱性能,是制作针织T恤衫面料的上乘原料。但在针织T恤衫消费市场却很少见到柞蚕丝产品。其主要原因是柞蚕丝在针织服用产品的加工性能上存在诸如刚度大、糙节多、易起毛等缺点。为解决柞蚕丝针织生产中成圈难,织疵多,效率低,染色加工中漂不白、染不深、水渍重等技术难点,在分析柞蚕丝纤维性能基础上,开展丝线软化、设备改造和染整工艺优化等技术攻关,开发出柞蚕丝针织色织T恤面料系列产品,并实现规模化生产。为进一步提升柞蚕丝针织色织技术水平,拓展柞蚕丝产品服用领域,加快柞蚕丝针织T恤面料产业化应用步伐起到了积极推动作用。
1 纤维性能分析
柞蚕丝属于蛋白质纤维,一根柞蚕茧丝由两根扁平的单丝黏合而成,每根单丝由若干根微纤维构成,微纤维间有空隙,越至纤维中心空隙越大,使柞蚕丝具有多孔性。每根单丝的中心为丝素,丝素外围包覆丝胶。丝素大分子链间含有二硫键,有很强的相互作用,不易染色;丝胶存在β结构,排列紧密整齐,且含侧链疏水性甘氨酸较多,溶解性差[1]。柞蚕丝横切面呈不规则的椭圆形或扁平三角形,长径为短径的6~7倍,内部结构呈结晶区和非结晶区相间构造,分子排列整齐有序的区域为结晶区。陈明珍[2]等研究表明,非结晶区结构松散,主要集中了极性或带酸、碱性侧基的氨基酸,便于各种物质分子渗透和扩散,是与染化料等物质发生反应的主要部位。柞蚕丝的强度较好,其干强度约为37 c N/tex,断裂伸长率在25.0%~27.0%,湿强度比干强度高,耐磨强度较差,在生产过程中容易被机件擦毛[3]。柞蚕丝含有萤光物质能吸收紫外线,灰分、色素等杂质含量较高,致其丝色暗淡,呈黄褐色。柞蚕丝与桑蚕丝的主要成分对比见表1。

表1 柞蚕丝与桑蚕丝的主要成分对比[4] 单位:%
2 设计思路
针织T恤面料是利用大圆机、横机或经编机等设备的织针把丝或纱线编织成线圈、串套连接成织物,大多以棉、麻、化纤等为主要原料,其质地松软,透气性好,是夏秋较热季节的主要服用面料。柞蚕丝含有18种氨基酸,贴肤舒适、滑爽凉快,以其为原材料制作的针织T恤面料属于高档产品。
2.1 产品设计
本文主要开发适用于夏秋季外穿的针织T恤面料,采用双面平纹组织,花型以彩色横条纹为主,克重200 g/m2左右,自然门幅(762.0 mm筒径的大圆机,成品门幅71 cm×2)。
2.2 原料要求
柞蚕丝,规格:38.5 dtex;等级:≥AA级;要求:洁净度好、纤度低、色泽均匀。
2.3 工艺流程
原料挑剔→泡丝→络丝→有捻并丝→成绞→预浸→精练→染色→返丝→成筒→针织→水洗→烘干→定型→成品绸。
3 生产技术开发
3.1 原料准备
原料准备是基础工作,柞蚕丝的原料准备工艺沿袭桑蚕丝针织产品生产的常规工艺,是后道工序生产和成品质量的保证和基础。选用品质较好的柞蚕丝,剔除糙块、杂质、色泽不均匀的部分。
3.1.1 泡丝软化
选用真丝针织较有代表性的4种泡丝助剂WS、L、DKL-5和EKL-2,做软化对比试验,均采用相同工艺:助剂用量8.4%(柞蚕丝重量),浴比1∶5,温度40~50℃(保持恒温),时间2 h。
经助剂浸泡的柞蚕丝回缩充分,硬角消除彻底,丝胶软化透彻均匀,抗弯刚度减弱,增加了强力和伸长率,为后序生产中减少丝线断头和织造疵点奠定了基础。4种助剂中EKL-2的软化效果最佳,使用EKL-2软化前后强力、伸长率和手感对比见表2。

表2 柞蚕丝软化前后强力、伸长率和手感对比
3.1.2 络并成绞
浸泡晾干后的柞蚕丝用2根合股,以绞装形式用于染色。在络丝、并丝、成绞各生产工序中,张力控制要求贯穿于始终。合股捻度不易过大,捻度大时纱线刚度增大,增加编织难度,同时会产生坯布纵向扭曲,影响织物手感,一般捻系数可选在100~110之间[5],以并丝机自带捻度为宜。原料准备工序主要工艺参数及技术要求见表3。
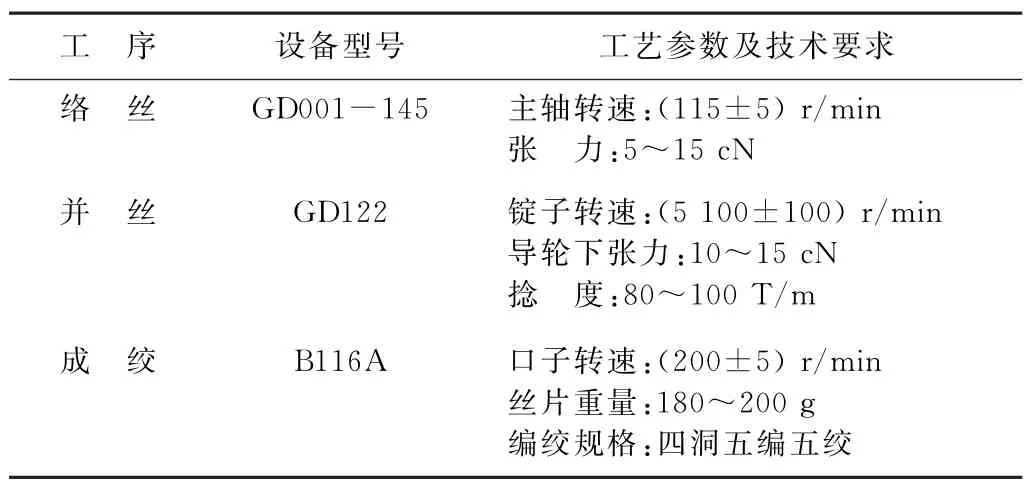
表3 原料准备工序主要参数
3.1.3 生丝染色
(1)设备选型
经比较后,选用Q411喷射式绞丝染色机,绞丝染色机具有作用均匀,丝条膨松,不易紊乱,节能省时等优点[6]。
(2)预浸处理
工艺配方:纯碱3 g/L,渗透剂JFC 1.5 g/L,去油灵C-101 0.75 g/L。
工艺条件:浴比1∶15,温度70~80℃,p H值8~9,时间30 min。
(3)精炼脱胶
工艺配方:净洗剂209浓度0.75 g/L,磷酸三钠1 g/L,肥皂9.5 g/L,纯碱2 g/L,泡花碱3 g/L,双氧水8 g/L。
工艺条件:浴比1∶15,p H值8~9,时间120 min,水洗3道。
精练脱胶工艺曲线见图1。
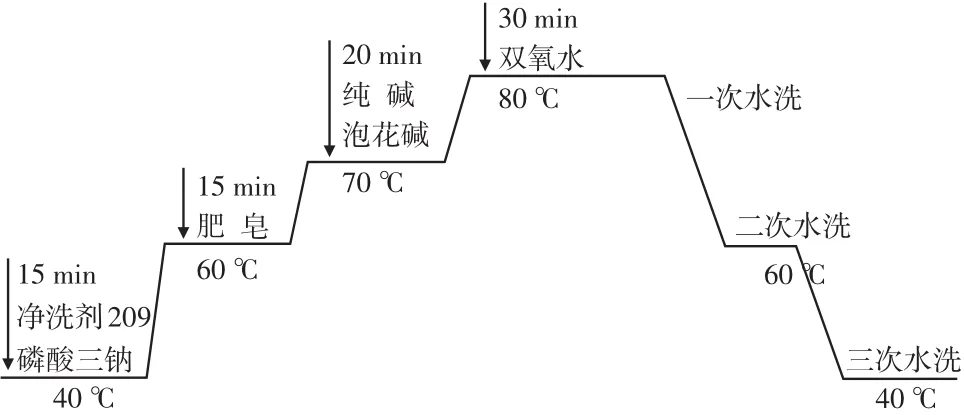
图1 精练脱胶工艺曲线
(4)染色(以宝蓝色为例)
工艺配方:活性染料RS/P蓝4.2%,活性染料G黑0.6%,活性染料3RS红0.4%,促染剂元明粉80 g/L,润滑剂9 g/L,匀染剂5 g/L,固色剂纯碱30 g/L,冰醋酸3.5 g/L,皂洗剂10 g/L。
工艺条件:浴比1∶10,p H值9~10,温度65℃,水洗2道,洗净后上硅油0.2%。
染色工艺曲线见图2。
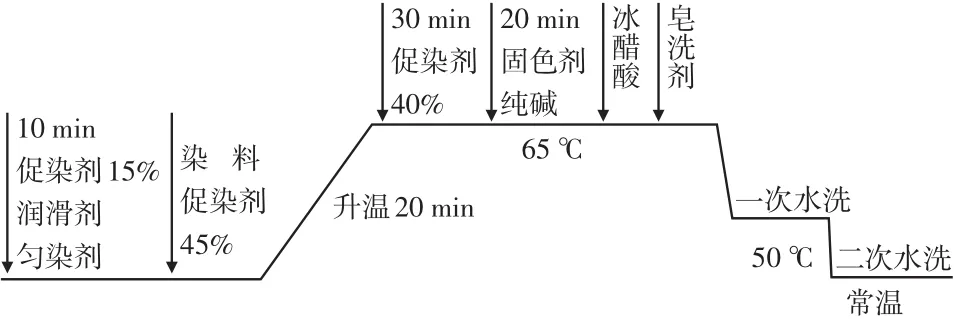
图2 染色工艺曲线
(5)技术要点
选用绞装丝染色方式。柞蚕丝和染液在喷射回转作用下,相互运动利于脱胶和匀染。绞装的柞蚕丝膨化后不受挤压和约束,蓬松自由,利于助剂和染料渗透,避免了筒装丝染色不匀和丝线松垮紊乱等问题。
增添预浸处理工艺。使丝胶在脱胶前充分膨化,减弱与丝素的结合力,利于染料和助剂的渗透。选用活性染料,活性染料是能与蚕丝纤维以共价键结合的反应性染料[7]。使用双氧水作氧化剂,借助精练流程控制脱胶速率,确保脱胶均匀[8]。使用促染剂提高活性染料的上染速率和得色率。
3.1.4 色丝成筒
绞装染色丝经过晾干、络丝后,由络筒机成筒为筒装丝,筒装丝要求成型良好,软硬适中,以肖氏硬度55~57度为宜[9]。采用VC604A络筒机,工艺参数如表4所示。
3.2 针织织造
3.2.1 设备选型
选用德国产的高机号双面针织大圆机,机号28 G,筒径762.0 mm,编织路数72 F。
3.2.2 工艺改进
改造调试织机,提高针筒运转精度,优化编织参数,针织工艺参数见表5。
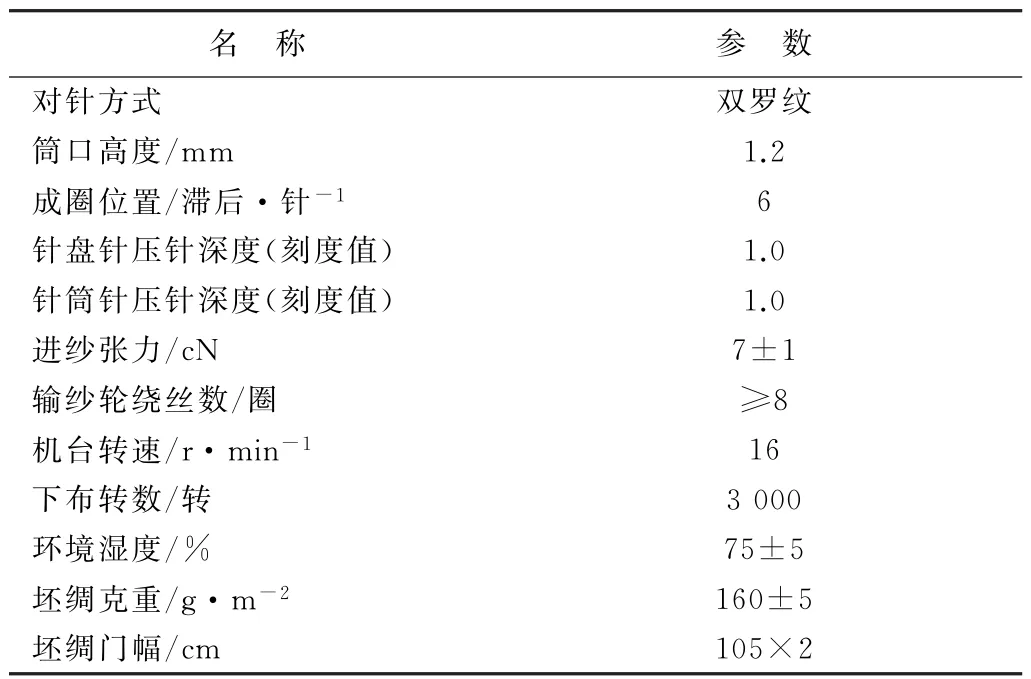
表5 针织工艺参数
(1)装置上,增加丝线清糙、断头自停、张力调节等装置,更换卷布辊、照布光源,调整纱架位置和筒装丝退解角度。
(2)参数上,调试各成圈路径的压针深度、丝线速度、牵拉力度等,提高织造精度。
(3)设计上,运用织物组织、原料、颜色搭配,规避横路、粗细纱等疵点。
(4)操作上,各工种做到操作规范、动作到位,勤巡查,多检查。
3.2.3 技术要点
(1)各环节、各成圈路径的张力控制均匀,确保线圈在织物中的大小一致和排列整齐。重点控制输纱、弯纱、退圈、牵拉等环节的张力,合理搭配输纱盘刻度、压针深度、牵拉力矩等工艺参数。
(2)适当提高输纱张力,增大弯纱量,提升筒口高度,降低车速有利于减少柞蚕丝编织疵点。做好压针、对针、添纱角度等参数调试,重点防止漏针、花针、破洞等疵点。
(3)控制好车间温湿度,以温度(25±3)℃、相对湿度70%~80%为宜。
3.3 后整理
下机的坯绸为熟织物,只需要做洗水、去污、柔软、定型等后整理。
洗水去污整理设备选用Q113绳状染色机,要避免拉痕和灰伤,深色产品最好将坯绸反面打气捋顺后再处理。
定型整理是面料生产的最后一道工序,是改善和保证面料品质的最后一道关口。面料经过汽蒸预缩热定型,其缩水、平整度、手感、弹性、光泽等外观和服用性能得到改善。湿热条件下,柞蚕丝受到呢毯的挤压作用,线圈不平衡状态和折印得到充分回缩和调节,消除线圈应力,使之趋于平衡[9]。重点控制纬斜、弓形、荷叶边等疵点,掌握好温度、蒸汽压力和车速等工艺参数的匹配,特别是调校超喂数据,要取得门幅、克重、缩水和布面效果等各方面平衡。采用双呢毯圆筒定型机,定型机参数如表6所示。
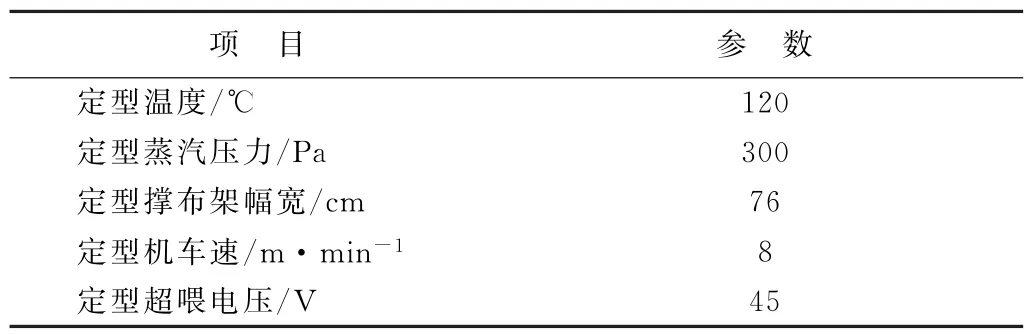
表6 定型机工艺参数
留意布边压痕和极光,及时调整或更换撑布架,保持撑架压轮转动灵活。水渍严重的布匹要重新浸水、烘干、再定型。
3.4 质量指标测试
柞蚕丝针织色织面料绸面光洁平整、色泽亮丽、立体感强,外观质量符合FZ/T43004-2013《桑蚕丝纬编针织绸》优等品标准。对其各项性能进行测试,测试结果如表7所示,符合FZ/T43004-2013《桑蚕丝纬编针织绸》优等品标准。部分产品实样见图3,一个完整循环的横条高度约20 mm,在此高度内,即在编织路数72路内,每路可使用任意颜色的柞蚕丝染色丝线,达到变换色彩的设计要求。
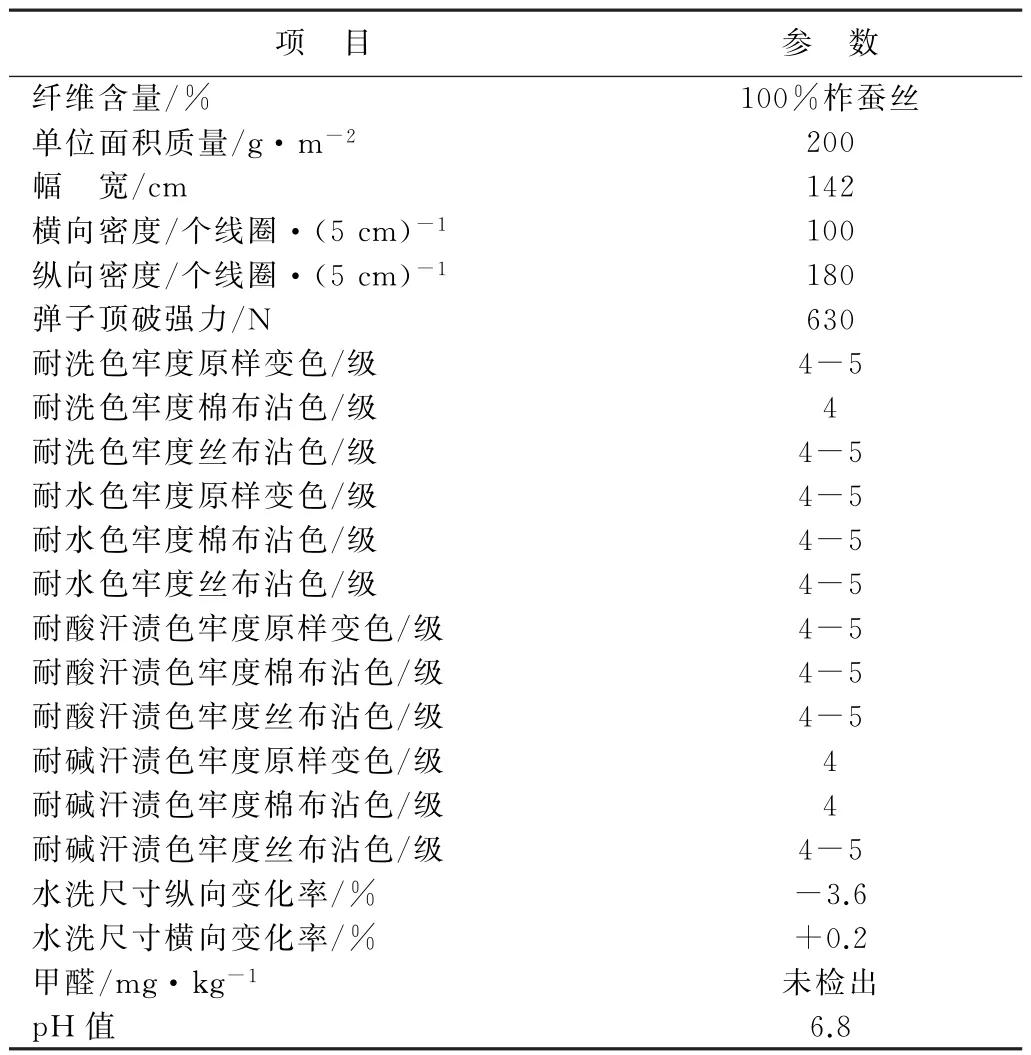
表7 面料质量指标测试值
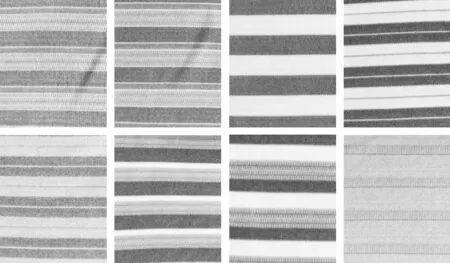
图3 产品实样
4 结语
经过泡丝软化、预浸处理、染色、针织织造、定型后整理等工艺优化,柞蚕丝的伸长、强力、色牢度、得色率、缩水等性能得到改善,满足了T恤面料的高机号针织大圆机织造和染整工艺要求,产品能够规模化订单化生产。后期将开发柞蚕丝任意高度横条、电脑大提花等针织色织面料,还需进一步改进电脑自动换纱针织设备及织造工艺,着重解决染色缸差大、黑色上染时间长、面料易起毛等产业化生产技术难题,将柞蚕丝针织色织T恤面料生产技术运用到家用床用纺织品、汽车内饰用纺织品等更广阔的产业领域。
猜你喜欢
好日子(2021年10期)2021-12-02
中国麻业科学(2021年5期)2021-12-02
粮食与食品工业(2021年1期)2021-02-06
少年漫画(艺术创想)(2020年9期)2020-03-19
纺织服装流行趋势展望(2020年3期)2020-02-01
疯狂英语·新悦读(2019年11期)2019-12-18
智族GQ(2019年6期)2019-09-26
小天使·一年级语数英综合(2018年1期)2018-06-22
纺织服装流行趋势展望(2016年6期)2016-05-04
中国麻业科学(2015年5期)2015-12-28