
生产自动化领域PLC控制机械手的有效使用
2019-01-21 06:50:08宁振
电子制作 2019年1期
宁振
(湖南工业职业技术学院,湖南长沙,410000)
机械手在工业生产中起着极为关键的作用,不仅可以提高生产的效率,保障企业的正常运行,而且还可以取代人力生产,促进经济的发展[1],同时,人们对机械手的发明与应用提出了更高的要求和标准。工业生产要想顺应时代发展的潮流,就要不断提高机械手系统的安全性和科学性。近些年,科学技术不断的发展,使传统的机械手控制系统已经无法满足实际发展的需求,严重影响了系统的安全性和稳定性。有研究表明,将PLC进行合理化的应用,可以在一定程度上提高机械手的应用效果,促进工业的稳固发展。
1 机械手的PLC控制系统设计
1.1 设计要求
其机械手的工作位置共有5个,分别为:A1、A2、A3、A4、A5,在开展工作的过程中,主要是从A1开始进行启动,传送到A2的位置上之后进行等待,等到收到传感器的信息之后,再开始对产品进行夹持,夹持产品只需要采用2秒,等到2秒之后,其产品就可以直接向上进行运行,上升到原点之后对其发出准确的检测命令,然后等到检测结果。其控制流程的具体情况见图1[2]。
通过对检测结果进行分析,根据其分析结果选择不同的方式进行操作:
(1)如果收到“产品检验不合格”的信号,则就需要运动在A3的位置上,并将检测结果不合格的产品放在相应的传送带上,在2秒之后,可以保障机械手彻底的松开,松开之后,在直接传送到A1的位置上,以此进行下一个周期工作的循环[3]。
(2)如果所受到的信号是“产品检验合格”,则就需要运动在A4的位置上,之后再运动在A5的位置上,并将检测结果合格的产品放在相应的传送带上,然后在将产品向上饭后,返回的位置要在A4处,在2秒之后再返回到A1处,以此进行下一个周期工作的循环[4]。
(3)如果在按动控制面板上的停止按键时,就说明要求机械手马上停止工作,如果在按动停止键的时候,机械手处在的位置是在A1时 也要立刻工作,只有按“启动”键的时候,机械手才可以继续开始工作;如果所处的位置不再A1上,而是在剩下的A2-A5的位置上,那么一旦受到停止的信号,也要停止工作,取消停止键时,将可以继续工作。
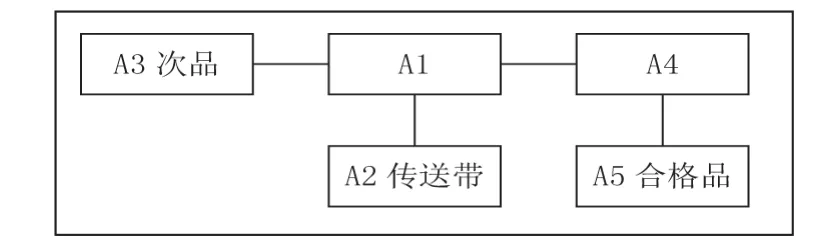
图1 控制流程图
1.2 PLC选型
SIMATICS7-200PLC它与其他的不同,它不仅具有非常强大的性能,而且其自身的结构也非常的紧凑,他可以存储大量的信息,在加上它的操作的顺序和过程的控制度都非常的快,具有非同寻常的安全性和稳定性,所以在工业生产过程中得以广泛的应用,并取得了良好的成绩。根据其控制的实际要求来看,选用西门子S7-200系列的PLC可以有效提高生产的效率,其主机的规格要选择CPU226,24入/16出。输入的电压和输出的电压都要严格妖气,其输入的电压要设置为AC220V,其输出的电压要设置为DC24V[5]。除此之外,在实际操作的过程中,还要经过多次的研究和分析,采用基本RS-485串行通信的网络控制方案,该方案它在实施的过程中,主要凸显的优势是,每一个工作的单元都可以由一台独立的PLC承担其各自的控制任务,各PLC之间可以直接通过利用RS-485串行通信的作用,从而在一定程度上实现互连的分布式控制方式,从而组建一个构造比较小的PLC网络。通过采用PLC网络,不仅可以实现现代化的自动生产线的机械手控制,而且还可以在一定程度上提高工业生产的工作效率和自动化的程度。
1.3 I/0分配表
根据上述的控制要求,以及相关的控制功能要求可见,PLC在实施的过程中需要有以下的输出端,其中主要包括:控制机械手的4个输出端:上行、下行、左行、右行,控制机械手的2个输出端:抓住、放开,发出检验命令的输出端,其中一定有7个输出端子。PLC的输入端共计11个输入端:其中主要有6个限位开关:A0、A1、A2、A3、A4、A5处,其合格输入端1个,不合格输入端1个,检测带上检测到有产品1个输入端,停止开关1个,启动开关1。所以,在选择使用PLC的时候,一定要根据实际化的标准进行选择,其主机的规格要选择CPU26的S7-200系列的PLC,其输入要为24点,输出为16点,只有达到以上标准,才可以在一定程度上满足其实际的需求。另外,在I/O分配表中,A1的上行处有一限位开关,即为A0,具体数据见表1。

表1 I/0分配表
2 PLC程序设计
2.1 程序的总体结构
如图2所示,可以将工序划分为主要四个部分:公用程序、自动程序、手动程序和回原位程序分,其中对于自动程序来讲,它主要包括三个程序:单步、单周期和连续工作的,主要是因为他们在操作的过程中,都是按照同一个方向进行和顺序进行实施的,所以为了更加简单的操作,可以将这些程序都编程在一起。对于这个梯形图来讲,在梯形图中所使用的指令是跳转指令,通过他自身的优势可以使其他的程序不会出现同时执行的情况。假设如果选择了“手动”方式,则X0 为 ON、X1 为 OFF,这个时候PLC 在执行完公用程序之后,就可以直接跳过自动程序,直接达到P0 处,由于X0 常闭触点处于一个断开的状态,因此,要根据其实际情况采用“手动程序”的方式进行执行,执行到 P1位置时,由于X1常闭触点处于一个闭合的状态,所以在这种情况下,又要将其跳过,直接回到原位的程序中直接达到 P2的位置上;假设选择采用分“回原位”的方式进行操作,则X0 为 OFF、X1 为ON,直接跳过自动和手动两种程序,可以直接执行回到原来的程序上;如果是假设选择“单步”的方式,或者是“单周期”、“连续”的方式,则 X0、X1 要为OFF,在这个情况下,就可以直接执行完成自动程序之后,在直接跳过剩下两种程序:手动程序、回原位程序。
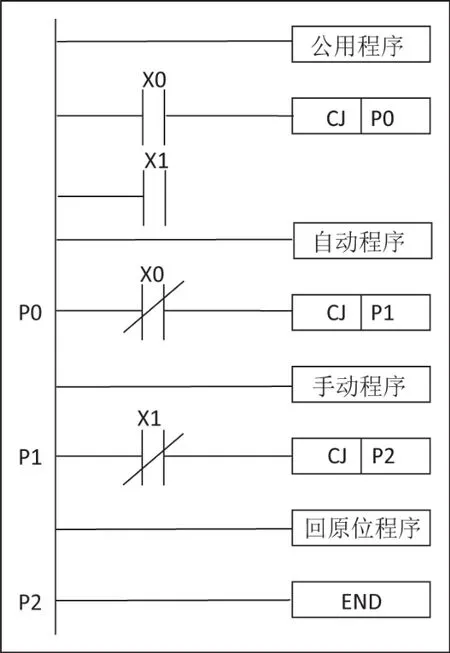
图2 机械手系统PLC梯形图的总体结构
2.2 各部分程序的设计
2.2.1 手动程序
对于手动程序来讲,在进行手动工作的时候,可以采用X14~X21对应的6个按钮控制机械手的上升、下降、左行、右行、松开和夹紧。为了使该系统可以在安全的状态下进行运行,就要对手动程序进行合理化的设置,在一般的情况下,可以设置一些必要的联锁。例如最为常见的的安全运行,在手动程序中设置了一些必要的联锁,例如常见的上升与下降之间、左行与右行之间的互锁;上升、下降等限位;上限位开关 X10的常开触点与控制左、右行的Y2和Y3的线圈进行串联,可以使机械手直接上升到最高的位置上,之后在对其进行左右的移动,避免在最低的位置上出现碰撞的现象。
2.2.2 自动程序
如果假设选择的方式是单周期工作方式,此时X3为ON, X1和X2的常闭触点闭合,M2为ON,他们直接可以进行有效的转换。在最初的时候,如果按下起动按钮X5,在M11的电路中,M1O、X5、M2 的常开触点和 X12的常闭触点都可以进行有效的接通,使M11为ON,系统则执行下降步,则Y1 为ON,机械手则下降;同时TO得电,在2秒之后,TO的定时一到,可以直接接通常开触点,使系统逐渐上升。系统就是这样开展工作,当机械手在步M18 返回最左边的时候,X4提示为ON,因为,在这个情况下,不是连续工作方式, M1如果是处于OFF的状态,则转换条件为系统可以直接返回,并直接停留在最初的位置上,即M10。
3 结束语
综上所述,要想使机械手控制系统在安全、稳定的状态下运行,就要不断提高工作人员的应用技术水平,并对机械手进行合理化的应用,使机械手系统可以顺应时代发展的潮流,逐渐向智能化、标准化的方向发展,逐渐提高工业生产的工作效率,使工业生产可以获得更多的经济效益。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28 06:38:12
石油沥青(2021年2期)2021-07-21 07:39:48
军民两用技术与产品(2020年8期)2020-09-07 13:37:18
电子测试(2018年9期)2018-06-26 06:45:54
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
河南科技(2014年8期)2014-02-27 14:07:48
江苏卫生事业管理(2013年6期)2013-03-11 17:02:39
