
一种电脑提花大圆机并行选针控制技术
2019-01-14 02:51戴宁彭来湖胡旭东牛冲周佳超戴昱昊
现代纺织技术 2019年5期
戴宁 彭来湖 胡旭东 牛冲 周佳超 戴昱昊
摘 要:针对电脑提花大圆机路数多,针数多的工艺特点,提出了一种基于ARM的电脑提花大圆机并行控制技术。该技术采用了高性能的ARM芯片,总线驱动芯片及光耦隔离芯片作为硬件基础,着重阐述了该技术涉及的硬件电路设计以及并行选针控制算法的实现过程。结果表明,采用该控制技术的电脑提花大圆机运行稳定,选针器选针快速准确,无乱花错花故障产生,改善了电脑提花大圆机织物布面的花纹样式。
关键词:电脑提花大圆机;ARM芯片;总线驱动芯片;光耦隔离芯片;并行选针控制算法;选针器
中图分类号:TS 103.7
文献标志码:A
文章编号:1009-265X(2019)04-0090-05
Abstract:According to the technological characteristics that the large circular compute jacquard knitting machine has many channels and needles, a parallel control technology of large circular compute jacquard knitting machine based on ARM was putted forward. This technology uses high-performance ARM chips, bus driver chips and optocoupler isolation chips as the hardware foundation. The hardware circuit design and the implementation process of the parallel needle selection control algorithm in this technology were described emphatically. The results show that the large circular compute jacquard knitting machine with this control technology operates stably, selects needles rapidly and accurate without the occurrence of pattern defects, which improves the pattern style of woven fabric of large circular compute jacquard knitting machine.
Key words:large circular compute jacquard knitting machine; ARM chip; bus driver chip; optocoupler isolation chip; parallel needle selection control algorithm; needle selection actuator
近幾年,电脑提花大圆机发展迅速,国内大圆机控制技术全方位快速发展,电子提花技术有逐步赶超国外先进控制技术的趋势[1-2]。电脑提花大圆机在机械结构上主要由喂纱机构、成圈机构以及牵拉卷取机构等组成[3]。纱线经导纱机构进入成圈机构进行编织,牵拉卷布机构将编织物从成圈机构中拉出并卷曲[4]。
目前电脑提花大圆机市场中国外先进设备占据了很大的市场份额,其编织物布面组织结构清晰,花纹图面丰富,且其设备的选针故障率低,产量较高。国内电脑提花大圆机厂家同国外生产厂家在选针控制技术方面还有一定差距。因此提高国产电脑提花大圆机选针控制技术,缩短与国外先进厂家在电脑提花大圆机控制技术上的差距迫在眉睫。
本文采用了ARM嵌入式技术,并行选针控制算法等,设计了一种电脑提花大圆机并行选针控制技术,提升了电脑提花大圆机选针控制的实时性的同时增加了选针的准确性,并满足了针织市场对电脑提花大圆机的高品质需求。
1 关键机械结构及工艺分析
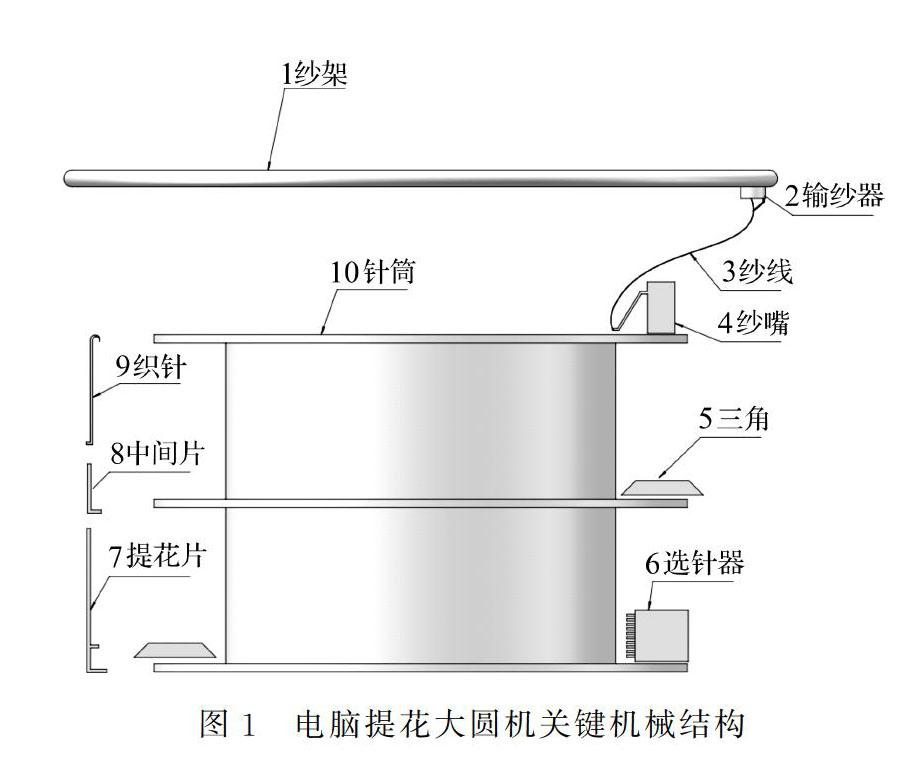
本文设计的一种电脑提花大圆机并行选针控制技术主要涉及电脑提花大圆机成圈机构中选针器的实时性控制。电脑提花大圆机关键机械结构如图1所示。
输纱器按电脑提花大圆机各路成圈机构的机械位置有规律的安装在纱架相应位置。纱线从输纱器上经由沙嘴进入编织机构。编织机构主要由织针,中间片,提花片,三角及选针器组成。选针器按照提花数据在各针位控制相应的刀头进行动作。当提花针被选针器刀头压入针筒针槽时,提花片将不沿三角轨迹运动,反之,提花片针踵沿针筒下方的固定三角曲面进行曲线运动[5]。中间片在提花片及三角的作用下控制织针的出针状态。织针在中间片及三角的共同作用下可走浮现,集圈,成圈3种走针轨迹,从而编织出不同组织结构的大圆机提花织物[6]。选针器刀头动作的准确性和实时性是影响大圆机提花织物的组织结构及质量的关键因素。本选针控制技术结合电脑提花大圆机关键机械结构及提花工艺,采用高性能ARM处理器和并行选针控制技术相结合,提高了选针器选针速度和选针准确性。
2 总体控制方案
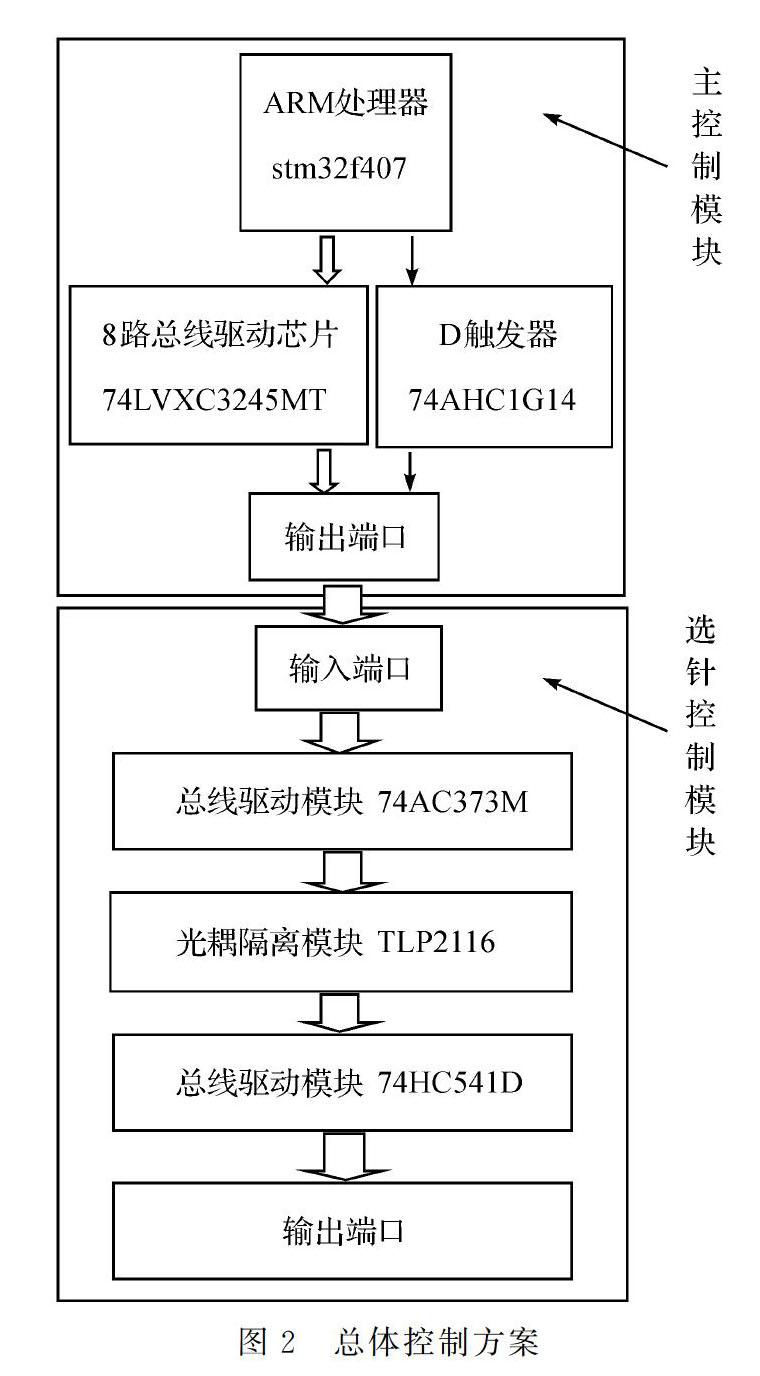
结合电脑提花大圆机并行选针控制技术涉及的关键机械结构及编织工艺,本文采用了高性能的ARM处理器芯片,双通道高速光耦,8通道总线驱动芯片,D触发器芯片来搭建本技术总体控制方案的硬件平台,其总体控制方案如图2所示。
总体控制方案的硬件平台由主控制模块和选针控制模块两部分组成。主控制模块中ARM处理器产生DATA0~DATA7 8位数据信号和1位CLK时钟信号分别经由74LVXC3245MT总线驱动和74AHC1G14 D触发器后输出到主控制模块的输出端口上。
选针控制模块其输入端口接收来自主控制模块输出端口处的8位数据信号和1位时钟信号。总线驱动芯片74AC373M包含8个输入口和8个输出口,可将主控制模块输入的1组并行信号转换输出多组信号输出,以DATA0信号为例,将其接入74AC373M的8个输入口,则74AC373M输出8组与DATA0逻辑相关的输出信号。TLP2116高速光耦包含2个输入口和2个输出口。74HC541D总线芯片,包含8个输入口和8个输出口,可增强光耦输出端信号的总线驱动能力。
3 控制技术关键硬件设计
3.1 主控制模块设计电路
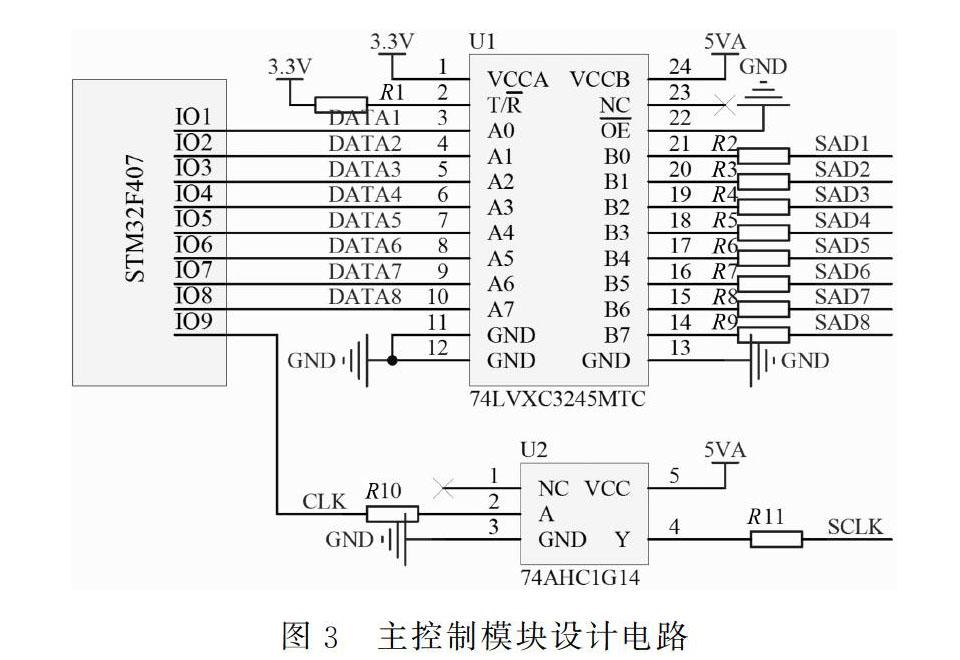
主控制模块是本技术的关键部分,本技术涉及的并行选针控制算法由主控制模块中的ARM处理器实现。ARM处理器按照并行选针控制算法产生8个数据信号及1个时钟信号并通过总线驱动芯片增加信号的带负载能力。主控制模块设计电路如图3所示。
图3中R1为上拉电阻,当其上拉3.3V电源时,74LVXC3245MTC总线驱动芯片作为发送芯片,R2~R11为限流电阻。
主控制模块采用STM32F407作为ARM处理器,其IO口的工作频率高达84MHz,满足电脑提花大圆机对选针控制技术的实时性要求。本技术要求STM32F407产生9个并行信号。DATA0~DATA7为8个数据信号,CLK为1个时钟信号。74LVXC3245MTC作为总线驱动芯片将DATA0~DATA7数据信号分别转换为SAD0~SAD7数据信号,增加了8个数据信号的带负载能力。74AHC1G14作为D触发器将CLK时钟信号转换为SCLK时钟信号,增加了时钟信号的带负载能力。
3.2 选针控制模块设计电路
电脑提花大圆机由于较多的编织路数导致其所需的选针器数目相对其他提花机的选针器数目要多。主控制模块产生的9个信号无法驱动电脑提花大圆机较多数目的选针器负载,故需要通过选针控制模块对9个信号的总线驱动能力进行放大。选针控制模块的硬件连接图如图4所示。
主控制模块输出的9个并行信号经过选针控制模块后可输出n组9个并行信号。n的取值与电脑提花大圆机上的选针器数目有关,每组中的9个并行信号的带负载能力有限,当挂接的选针器越多,选针器在工作时9个并行信号线上的损耗增大,当选针器的个数超过26个,就会出现部分选针器动作故障[7]。故本设计每组挂接24个选针器。笔者以江苏东台某电脑提花大圆机厂的一台寸数为96.52 cm,总路数为48路,总针数为1 700针,上下盘每路各2个选针器,共192个8刀压电陶瓷选针器的双面电脑提花大圆机为本技术的机械本体,故需要8组选针器。SAD0~SAD7依次经过8个74AC373M总线驱动芯片,32个TLP2116双通道光耦芯片,8个74HC541D总线驱动芯片,CLK依次经过1个74AC373M总线驱动芯片,4个TLP2116双通道光耦芯片,1个74HC541D总线驱动芯片后生成8组并行信号,n的取值为8。
4 控制技术关键程序设计
4.1 并行选针控制通讯方式
主控制模块产生的8个数据信号包含着选针器的地址信息和该地址选针器的刀头动作信息。8个数据信息最多可表示256個选针器寻址空间及8把刀的动作信息。以8刀压电陶瓷选针器为研究对象对并行选针控制通讯方式进行说明。并行选针控制通讯方式如图5所示。
图5中DATA0~DATA7代表数据信号,CLK代表时钟信号,1代表逻辑高电平,0代表逻辑低电平。虚线分别表示在CLK时钟信号上升沿及下降沿时DATA0~DATA7的逻辑状态。当CLK在时钟上升沿时,此时DATA0~DATA7上的信号代表选针器地址信息,其中DATA0为最低位,DATA7为最高位,如5图所示当前时刻代表的选针器地址为0xff。CLK在时钟下降沿时,此时DATA0~DATA7上的信号代表选针器动作信息,其中DATA0为第1把刀的动作信息,DATA7为第8把刀的动作信息,则当前时刻代表的选针器动作信息为0x00。若0代表该选针器刀头打上,则当前下降沿时刻,选针器8把刀全部打上,反之则选针器8把刀全部打下。
4.2 并行选针控制算法
电脑提花大圆机每走一个针位,主控制模块中的ARM处理器芯片将当前针位下每路选针器的动作信息按照并行选针控制算法依次下发给电脑提花大圆机上每个选针器,以江苏东台某电脑提花大圆机厂的双面电脑提花大圆机为本技术的机械本体。并行选针控制算法流程如图6所示。
图6中t代表定时器产生中断的时间,xn代表第n个选针器8把刀的状态,每把刀有0,1两个状态,所有xn的数据长度为8位,数据从低位到高位,分别代表第1把刀到第8把刀的状态。n代表当前选针器的序号。N代表进入中断的次数。IO1~IO8代表ARM控制8个并行数据的输入输出口,IO9代表ARM处理器控制时钟数据的输入输出口。
由图6可知,完成对一个8刀选针器的控制,包括发送地址数据和发送地址数据两个过程,需进4次定时器中断,共计花费4μs时间。本电脑提花大圆机机械本体含有192个选针器,当对所有选针器完成提花控制需要768 μs。本电脑提花大圆机总针数X为1700针,在该总针数下,电脑提花大圆机生产过程中,最高转速R一般不超过40 r/min[8-9],则转过每个针位所需最短时间T的计算式如下。
式中:R为电脑提花大圆机最高转速,r/min;X为总针数。
经过计算,转过每个针位所需最短时间T为1.133 ms,即压电陶瓷选针器需要在最短时间T内完成动作,取定时器中断时间t为1 μs,则采用本次并行选针控制算法完成所有选针器的提花控制需要768 μs,满足电脑提花大圆机选针控制技术的实时性要求。
5 系统测试
笔者采用灰排线连接主控制模块的输出端口和选针控制模块的输入端口。选针控制模块输出端口共8路输出,每路外接24个8刀压电陶瓷选针器。本技术应用在江苏东台某台96.52 cm,1700针,48路双面三工位电脑提花大圆机上。在20 r/min的针筒转速下正常工作24h进行系统测试,以此来验证本技术的可行性。
系统测试结果显示,采用本控制技术的电脑提花大圆机工作稳定,编织过程中无错花乱花现象产生,且织物表面无挂纱,无破洞现象。整个系统测试过程中,机器出现报警次数较少,机器效率较高。该双面电脑提花大圆机织物图如下图7所示。
6 结 语
本文通过对电脑提花大圆机主要机械结构和编织工艺进行分析,提出了一种电脑提花大圆机并行选针控制技术。并介绍了本控制的总体设计思路,主要分析了主控制模块和选针控制模块硬件设计和软件实现方法。
经测试,采用本技术的电脑提花大圆机控制系统实时性好,选针器刀头动作响应快速且准确。编织过程中织物次品率较低且编织效率高。满足电脑提花大圆机对选针控制技术实时性及准确性的高要求,该控制技术结合电脑提花大圆机编织工艺以及嵌入式控制技术,提高了选针控制技术的实时性和准确性,具有广阔的应用前景。
参考文献:
[1] 雷宝玉.2014中国国际纺织机械展览会暨ITMA亚洲展览会圆纬机述评[J].针织工业,2014(7):1-9.
[2] 雷宝玉.2016中国国际纺织机械展览会暨ITMA亚洲展览会圆纬机述评[J].针织工业,2016(12):1-9.
[3] 未印.提花圆纬机实时控制系统设计[D].杭州:浙江理工大学,2012:7-11.
[4] 汤炜.基于AM335X针织圆纬机提花控制系统研制[D].杭州:浙江理工大学,2013:6-10.
[5] 陶海斌.电脑提花大圆机控制系统的研究与开发[D].苏州:苏州大学,2015:3-30.
[6] 吴晓光.电子选针器下位机控制系统在大圆机上的应用[J].针织工业,2005(11):4-6.
[7] 陈春松.多路数圆型纬编针织机控制系统设计[D].杭州:浙江理工大学,2012:51-52.
[8] 孟振华,雷宝玉.第17届上海国际纺织工业展览会圆纬机述评[J].针织工业,2015(7):1-7.
[9] 雷宝玉.第18届上海国际纺织工业展览会圆纬机述评[J].针织工业,2017(12):1-9.
