
小型往复式索绪机设计与分析
2019-01-14 02:51孙再俊江文斌戚文兴
现代纺织技术 2019年5期
孙再俊 江文斌 戚文兴

摘 要:为满足茧质检验机构的茧质检定需求,解决现有茧质检验机存在的问题设计了小型往复式索绪机。根据索绪机工作原理分别介绍了小型往复式索绪机的传动部分、往复摆动部分和绪丝交接部分。对影响索绪效率、绪丝量的主要因素分别作了具体分析,通过机构的参数计算和分析得到小型往复式索绪机索绪参数的调节方法和其与索绪效率、绪丝量的关系。结果表明,小型往复式索绪机做到了体积小、索绪参数可调、操作方便的特点,完全满足茧质检定的要求。
关键词:索绪;茧质检定;索绪效率;绪丝量
中图分类号:TS142.2
文献标志码:A
文章编号:1009-265X(2019)05-0085-05
Abstract:In order to meet the needs of cocoon quality inspection institutions. Solve problems existing in existing machines. According to the requirements of cocoon quality inspection designed the small brushing machine. This paper introduces the working principle and parameter calculation of the transmission mechanism, reciprocating swing mechanism and thread connecting mechanism of a small reciprocating thread machin. Analyzed the main factors influencing thread efficiency and thread quantity are analyzed. According calculation to get ther elationship between the efficiency and the amount of thread of the small reciprocating reciprocating brushing machine.The results show that the small size, adjustable parameters and convenient operation of the small reciprocating machine can fully meet the requirements of cocoon quality inspection.
Key words:Brushing; Cocoon quality inspection; Brushing efficiency; Amount of thread
缫丝是生丝加工过程中的重要环节,是根据生丝规格要求,将若干根茧丝从茧层中顺次离解、抱合成生丝的加工过程[1]。在缫丝过程中,从煮熟茧、落绪茧、无绪茧表面索出绪丝称为索绪,是补给有绪茧保证缫丝生产的一个重要的工艺过程[2]。索绪机构和工艺对索绪效率、绪丝量有较大影响,索绪效率和绪丝量控制在合理范围内才能保证有绪茧的补给以及出丝率。出丝率越大,制丝企业的经济成本就越低。因此,合理的索绪机构和工艺能有效提高企业经济效益,增加企业的利润[3-4]。
制丝企业在购买原料茧时,出售方需提供由茧质检验机构出具的茧质检定报告,为制定生产计划、制定生产技术措施和设计生产工藝等提供依据。茧质检验机构现有茧质检验机是由主电机直接控制,索绪机工作时,索绪盘摆动速度、索绪体摆动角度、索绪周期内(开始索绪到下一次索绪开始)索绪盘往复摆动次数固定不变,对不同品质的蚕茧只能用预先固定好的索绪工艺进行检验,无法选取适合的索绪工艺以控制索绪效率和绪丝量[5-6]。本文设计了小型往复式索绪机,由减速电机独立驱动。在索绪时可通过改变索绪盘摆动速度、索绪盘摆动角度、索绪周期内索绪盘往复摆动次数来调节索绪效率和绪丝量以求找到最适合被检测蚕茧的索绪工艺。茧质检验机构在进行茧质检验时可通过调节小型往复式索绪机参数得到最佳索绪工艺进而得到更准确的茧质检定报告,为制丝企业提供可靠的生产依据。
小型往复式索绪机主要由传动部分、往复摆动部分、绪丝交接部分组成。各工作部分由减速电机通过传动机构驱动[7],首先进行索绪,索绪完成之后进行绪丝交接。下面根据索绪机工作顺序作具体介绍。
1 传动部分
1.1 小型往复式索绪机传动结构
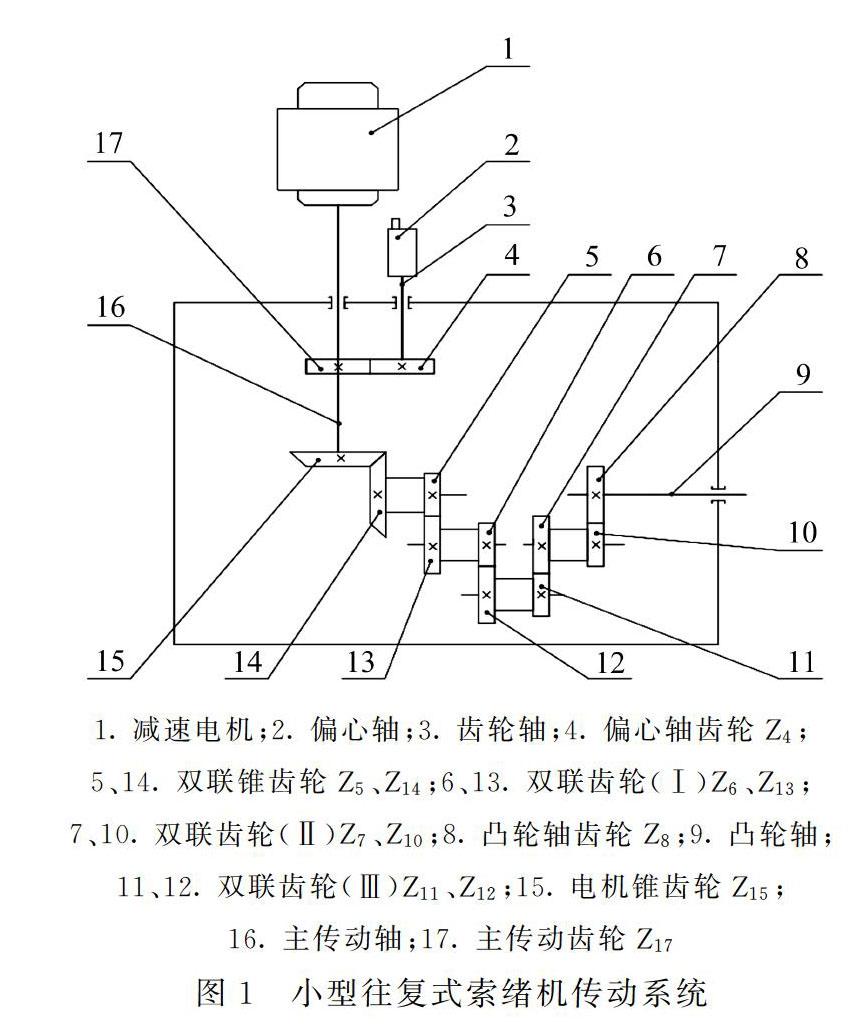
减速电机启动,通过传动部分将动力分别输出到往复摆动部分和绪丝交接部分。传动系统图如图1所示。
1.减速电机;2.偏心轴;3.齿轮轴;4.偏心轴齿轮Z4;
5、14.双联锥齿轮Z5、Z14;6、13.双联齿轮(Ⅰ)Z6、Z13;
7、10.双联齿轮(Ⅱ)Z7、Z10;8.凸轮轴齿轮Z8;9.凸轮轴;
11、12.双联齿轮(Ⅲ)Z11、Z12;15.电机锥齿轮Z15;
16.主传动轴;17.主传动齿轮Z17
小型往复式索绪机主传动箱内共分两个传动路线,根据图1所示,传动路线一:减速电机→主传动轴→齿轮传动→齿轮轴→偏心轴。
减速电机1作为动力输入带动主传动轴16转动,通过主传动齿轮Z17与偏心轴齿轮Z4的啮合带动齿轮轴3转动,齿轮轴3带动偏心轴2转动,偏心轴2的转动是该机构索绪盘进行往复摆动的关键。
传动路线二:电机→主传动轴→电机锥齿轮→齿轮传动→凸轮轴。
此传动路线通过一套减速齿轮完成减速传动,电机锥齿轮Z15与双联锥齿轮Z14啮合,双联锥齿轮Z14与双联齿轮(Ⅰ)Z13啮合,双联齿轮(Ⅰ)Z6与双联齿轮(Ⅲ)Z12啮合,双联齿轮(Ⅲ)Z11与双联齿轮(Ⅱ)Z7啮合,双联齿轮(Ⅱ)Z10与凸轮轴齿轮Z8啮合,其中Z5和Z14,Z6和Z13,Z11和Z12,Z7和Z10为双联齿轮,即转速相同。通过上述齿轮的减速最终带动凸轮轴9转动,凸轮轴9的转动周期则控制着索绪周期的大小。
1.2 小型往复式索绪机传动关系
2 往复摆动部分
2.1 往复摆动工作原理
往复摆动部分位于箱体上侧面,如图2所示。
往复摆动运动由机构1-13来完成。减速电机启动后通过位于箱体1内的传动路线一带动偏心轴2转动。偏心轴2带动联结为一体的第一调节连杆3、调节螺母4、第二调节连杆5运动。并通过调节连杆桩头6带动扇形齿轮9绕固定在支架13上的扇形齿轮桩头8往复摆动。与扇形齿轮9啮合的索绪小齿轮10通过索绪轴12带动下方的索绪盘11作往复摆动进行索绪。
其中调节螺母4两端由左旋和右旋螺纹组成。转动调节螺母4可以调节第一调节连杆3和第二调节连杆5之间的距离,调整连杆总长,控制扇形齿轮8的往复摆动区域,从而调节扇形齿轮8與索绪小齿轮10的啮合区域,形成便于安装和调节的扇形齿轮9的摆动和调整系统。通过调节第二调节连杆5与调节长孔7的连接位置可以改变扇形齿轮9的摆动角度的大小,从而通过索绪小齿轮10、索绪轴12来改变索绪盘11的往复摆动角度的大小。
2.2 索绪盘摆动角度
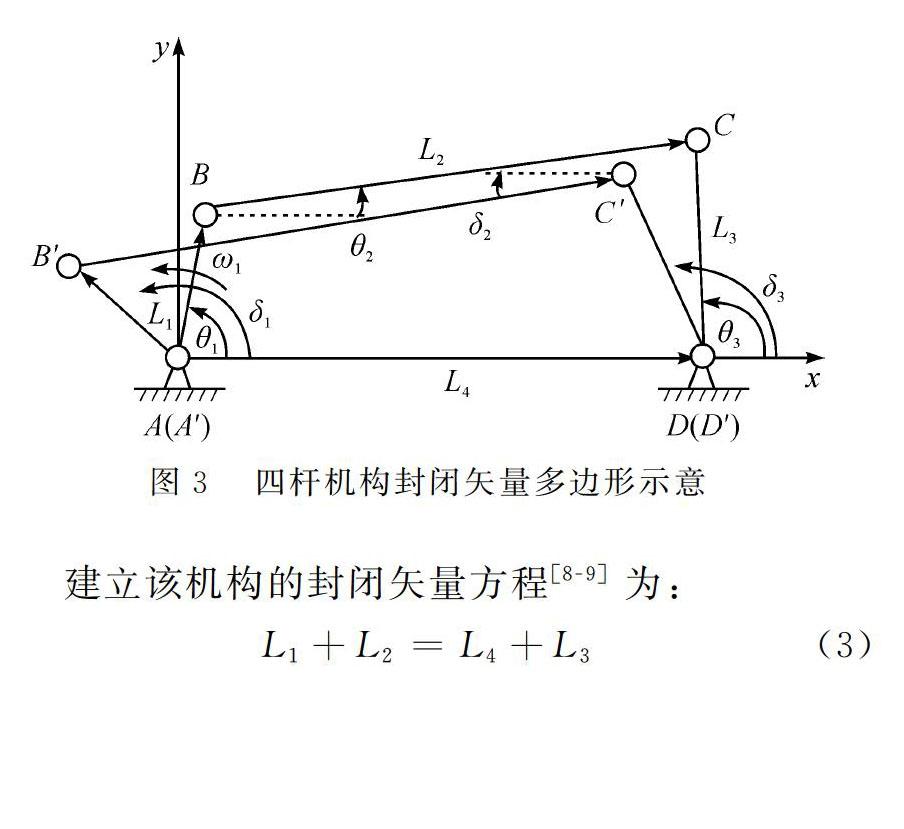
索绪盘摆动角度的大小与索绪效率和绪丝率紧密相关。在减速电机转速一定的条件下,根据往复摆动机构特征分析计算得到在第二调节连杆5与调节长孔7不同连接位置时索绪盘的摆动角度。按图2所示的第二调节连杆5与调节长孔7的连接位置进行机构简化。将上述偏心轴2与第一调节连杆3的空心圆柱体中心连线作为构件1,中心距为l1;第一调节连杆3的空心圆柱体中心与第二调节连杆5的空心圆柱体中心连线作为构件2,中心距为l2,扇形齿轮桩头8与第二调节连杆5的空心圆柱体中心连线作为构件3,中心距为l3;偏心轴2与扇形齿轮桩头8的中心连线作为构件4,中心距为l4,将其简化为铰链四杆机构ABCD及运动之后的铰链四杆机构A′B′C′D′。做出铰链四杆机构的封闭矢量多边形如图3所示。图3中原动件L1即为构件1,以恒定角速度ω1转动,机构位置由输入角θ1及δ1决定。
根据图2可知,每当偏心轴转动半圈,扇形齿轮摆动的角度为单方向能摆动的最大角度。根据图3,当构件1、构件2在同一条直线上时,θ3取值最小。当构件1转动180°时,θ3取最大值。已知构件1、构件2在同一条直线上时,θ1=20°,则有δ1=200°,构件的长度:l1=5 mm,l2=149 mm,l3=49 mm,l4=150 mm。代入式(9)、式(10)、式(11)、式(12)中可得到索绪盘最大摆动角度为θ4=221.79°。
上述方法适用于当第二调节连杆5与调节长孔7连接位置一定时,计算索绪盘摆动角度。每改变一个连接位置(构件3的长度)则对应一个索绪盘摆动角度。由于索绪盘摆动角度大时,索绪效率高、绪丝量多,影响出丝率;索绪盘摆动角度小时,索绪效率低、绪丝量少,影响缫丝时有绪茧的补给。因此可通过改变第二调节连杆5与调节长孔7的连接位置调节索绪盘11的往复摆动角度,进而改变索绪时的索绪效率和绪丝量大小。
2.3 索绪盘转速
构件1以角速度ω1匀速转动,这里将式(4)求导数,即可得到四杆机构的速度矢量关系:
l1ω1ieiθ1+l2ω2ieiθ2=l3ω3ieiθ3(13)
等式两边同时乘以e-iθ2得:
l1ω1iei(θ1-θ2)+l2ω2iei(θ2-θ2)=l3ω3iei(θ3-θ2)(14)
按照欧拉公式展开,取实部得:
ω3=ω1l1sin(θ1-θ2)l3sin(θ3-θ2)(15)
进而求得索绪盘转速为:
n4=l1sin(θ1-θ2)i10,9l3sin(θ3-θ2)n1(16)
因构件1的转速即为偏心轴的转速,偏心轴通过传动路线一由减速电机带动旋转,所以由图1可知:
n1=i4,17n(17)
将式(17)代入式(16)中可得:
n4=l1sin(θ1-θ2)i10,9i4,17l3sin(θ3-θ2)n=0.85n(18)
式中:θ2为构件2的位置角度,根据式(6)消去θ1即可求得θ2=arctgB+l3sinθ3A+l3cosθ3;n、n1、n4分别为减速电机输出转速、构件1转速、索绪盘转速;i4,17=Z17Z4=1.25。
由式(18)可知,索绪盘转速在第二调节连杆与调节长孔连接位置固定时,只与减速电机输出转速有关。同样的索绪盘转速快则索绪效率高、绪丝量多;索绪盘转速慢则索绪效率低、绪丝量少。因此可改变减速电机的输出转速调节索绪盘转速进而调节索绪时索绪效率和绪丝量大小。
3 绪丝交接部分
3.1 绪丝交接工作原理
如图4所示,动力由减速电机通过位于箱体内传动路线二传输到凸轮轴和凸轮4上,凸轮4逆时针转动通过滚子3将交绪摇杆5轻微抬起并绕芯轴9顺时针转动一个小角度,与此同时摇臂1也被轻微抬起并绕摇臂桩头2顺时针转动一个小角度。交绪摇杆5上的交绪桩头6将位于槽型座7上的索绪轴座8抬起,扇形齿轮和索绪小齿轮脱离啮合,此时停止索绪,由索绪帚10通过绪丝11牵引煮熟茧12进行绪丝交接。
1.摇臂;2.摇臂桩头;3.滚子;4.凸轮;5.交绪摇杆;6.交绪桩头;
7.槽型座8.索绪轴座9.芯轴;10.索绪帚;11.绪丝;12.煮熟茧
3.2 索绪周期内索绪盘的往复摆动
如图4所示,凸轮4每转一周记为一个索绪周期,当凸轮4上的滚子3位于凸轮4中心孔的上方并与中心孔的连线为竖直直线时,滚子3开始将交绪摇杆5抬起,停止索绪,进行绪丝交接。滚子3逆时针旋转到位于凸轮4中心孔的下方并与中心孔的连线为竖直直线时,滚子3与交绪摇杆脱离接触,扇形齿轮与索绪小齿轮啮合,开始索绪。凸轮4为匀速转动,因此索绪周期内索绪时间为周期的一半。由式(1)可知凸轮轴转速,则凸轮转动周期为:
由式(21)可知,索绪周期内索绪盘往复摆动次数与电机输出转速无关,与齿轮的传动比有关。该机构设计可替换齿轮为图1中凸轮轴齿轮Z8,只需选取与双联齿轮(Ⅱ)Z10模数和压力角相同的齿轮代替凸轮轴齿轮Z8,就可达到改变索绪周期内索绪盘往复摆动次数的目的。往复摆动次数多则索绪效率高、绪丝量多,反之往复摆动次数少则索绪效率低、绪丝量少。因此可更换凸轮轴齿轮控制索绪效率和绪丝量大小。
4 结 语
小型往复式索绪机针对原茧质检验机的问题,设计由独立的减速电机直接传动,与原茧质检验机配套使用替换原索绪机。可在机器启动的情况下随时关闭、启动索绪机。本机器最大的优点是可根据茧质情况、工艺需要,综合调节索绪盘转速、索绪盘往复摆动角度和索绪周期内的索绪盘往复摆动次数。在检测结果不理想时亦可随时调节索绪机工作参数,提高索绪效率、减少绪丝量、提高出丝率,得到更准确的茧质检定报告。由于机器的体积较小,结构相对简单,因此安装和操作比较方便,很好地满足了茧质检定小型化、个性化的需求。
参考文献:
[1] 张孟丽,邢秋明,韩红波,等.假捻机构的技术参数对生丝性能的影响[J].丝绸,2017,54(2):6-10.
[2] 陈文兴,傅雅琴,江文斌.蚕丝加工工程[M].北京:中国纺织出版社,2013:99-113.
[3] 王小英.索绪工艺与缫折关系的探讨[J].丝绸,2006(10):24-26.
[4] 杭州纺织机械厂,杭州新华丝厂.自动缫丝机理论与管理[M].北京:纺织工业出版社,1985:164-205.
[5] 胥强.加强蚕茧质量检验提高江苏蚕茧质量[J].丝绸,2003(9):6-7,19.
[6] 王小英.立缫索绪“四定”与缫折有绪率的关系[J].高职论丛,2006(1):12-15.
[7] 徐作耀.中国丝绸机械[M].北京:中国纺织出版社,1998:70-85.
[8] 戚文兴.飞宇501型自动茧质检定机小络交机构的分析[J].四川丝绸,2008(2):27-28.
[9] 郑文纬,吴壳坚.机械原理[M].北京:高等教育出版社,2012:35-64.
[10] 张洪,卢双,方娟.全向床椅靠背机构的仿真与有限元分析[J].機械设计,2018,35(4):15-20.
