车床尾座主轴结构的改进设计
2019-01-14 08:23:46徐燕
制造技术与机床 2019年1期
徐 燕
(天水星火机床有限责任公司,甘肃天水741024)
尾座是车床的主要组成部件,在加工轴类工件时,起到辅助支撑的作用,其顶尖顶紧工件,保证加工的稳定性.随着机械行业的发展,车床的技术水平日趋成熟,尾座的结构依据其功能特性要求而多种多样,尾座总成在床身上的纵向移动,由原来的人力推动发展为现在的电动机驱动;套筒的旋出由原来的人工手轮摇动旋出发展为现在的电动液压、气动控制旋出等,都在向自动化、宜人化及高精度、高可靠性发展.对于中、小型车床,由于承重不大,尾座自身较轻便,考虑成本等问题,其移动或套筒移动一般采用人工机械控制方式,对于大型、重型车床,尾座承载大,结构也较复杂,通常采用电动控制.
尾座作为车床的主要组成部件,不管以何种方式控制,其结构性能直接影响车床的使用精度,关键在于尾座套筒、尾座主轴、尾座顶尖之间的合理结构设计.在实际应用中,常常会出现尾座顶尖的径向跳动超过标准规定的要求;尾座套筒轴线对溜板移动的平行度要求达不到预定目标;尾座套筒锥孔轴线对溜板移动的平行度要求过低等问题.因此,需要我们在这几个方面考虑对尾座结构进行改进设计,提高尾座的可靠性和使用精度.
1 原尾座结构分析
尾座通常配合主轴箱使用,用来支撑并顶紧工件,相对来说结构较简单,如图1原尾座结构示意图.
此结构为固定式尾座结构,尾座整体在床身上到位后,操作手柄8使止退销7插入床身止退牙9后固定好压板10,防止尾座在顶持工件后与床身发生相对滑移,通过摇手轮6,使丝杆3与丝母4动作,驱动套筒2向外伸出,可靠顶紧工件.结构中,顶尖与套筒按1:7锥孔定位,顶尖材质选用T8A,进行C58热处理,套筒外径D=130 mm,套筒内径d=80 mm.结构简单,操作方便,但存在以下问题:
(1)顶尖在结构中属死顶尖,加工工件时工件旋转,顶尖和套筒不动,工件相对尾座顶尖高速旋转,对顶尖处的材质要求较高,通常顶尖处镶嵌硬质合金防止顶尖磨损,除此之外,根据用户的工件材质及工件中心孔特性,通常需要专用活顶尖来代替使用,增加了附件的配置成本.

(2)顶尖与套筒直接安装,对1∶7的定位锥孔加工要求和装配要求高,内锥孔与配合件用涂色法检验,其接触面要求靠近大端,且不得低于全长的80%,加工或装配不达标,常常出现顶尖与套筒锥孔处研损,导致顶尖使用精度下降,影响工件的加工精度.
(3)在实际应用中常常会出现尾座顶尖的径向跳动超过规定的标准要求;尾座套筒轴线对溜板移动的平行度要求达不到预定目标;尾座套筒锥孔轴线对溜板移动的平行度过低等问题.
(4)本结构中由于是死顶尖结构,承载能力较小,对加工工件重量有一定的局限性.
2 尾座结构改进设计
根据上述尾座已有的结构和存在的问题分析,对原结构的尾座进行改进设计,设计一台更加合理可靠的尾座结构.改进设计方案如图2所示,增加尾座主轴,在尾座主轴和套筒间配置轴承,图3为改进后尾座主轴结构放大示意图,套筒内增加尾座主轴,套筒外径D =150 mm,套筒内径d=100 mm.
与原结构相比较,改进后结构增加了尾座主轴,前端增加带锥孔的双列圆柱滚子轴承和一对推力球轴承,后端增加圆锥滚子轴承,配合使用来消除轴向间隙,承载较大的轴向和径向载荷.套筒上设计了导向块5,当摇手轮10时,丝杆9驱动丝母8轴向运动,带动套筒6向外伸出,导向块5对套筒6起到导向作用,使套筒6沿直线稳定移动,把改进后尾座结构称为内置式结构.改进后结构中,顶尖较简单,本身相当于活顶尖,当主轴箱顶尖和尾座顶尖顶紧工件并由主轴箱驱动工件旋转时,顶尖和尾座主轴随从工件一起运动,且顶尖头处不需要镶嵌硬质合金.


3 改进前后性能分析
3.1 性能与成本分析
改进前固定式尾座结构中,顶尖属死顶尖,结合原结构中的问题说明知道,对顶尖处的材质要求较高,通常顶尖处镶嵌硬质合金,如图4所示,采购成本高,除此之外,根据用户的工件材质及工件中心孔特性,通常需要配带活顶尖来配合使用,如图5改进前活顶尖示意图,增加了附件的配置要求.改进后结构中的顶尖较简单,采用如图6所示标准顶尖,顶尖头处不需要镶嵌硬质合金,结构中由于增加了轴承和尾座主轴,顶尖连同尾座主轴本身相当于活顶尖,相当于把原结构中的活顶尖的结构融入到内置式尾座结构中.改进后使用可靠,顶尖与套筒锥孔处研损情况基本消除,也省去了采购硬质合金的成本与加工成本.改进后虽然增加了尾座主轴及轴承,但不需要增加活顶尖作为附件使用,相比较合算,改进后这部分成本略低于改进前,关键是改进后承载能力也相应增大;另外,对1∶7的定位锥孔面配合使用涂色法检验,改进后其接触面要求靠近大端,且不少于全长的70%,与原结构的80%相比较,降低了加工与装配成本.


3.2 现场精度检测分析
按照GB/T 25659.1-2010《简式数控卧式车床第1部分:精度检验》标准要求,检测改进前后两台尾座的相关精度,如表1所示.表1中的数据,是检测尾座套筒和锥柄芯轴、尾座套筒上母线和侧母线的直线度以及顶尖锥面的跳动度,分别检测三次求得的平均值.

由以上尾座精度检测可知,改进后尾座套筒轴线及锥孔轴线对溜板移动的平行度均高于改进前;尾座顶尖的跳动度高于改进前,说明改进后尾座的各项使用精度提高了,对工件的加工精度也会有相应的提高.
3.3 计算改进后套筒伸出量对车床静刚度的影响
由于工件形状和尺寸的不同,要求尾座套筒伸出的长度也不同,套筒的伸出量直接影响车床的静刚度性能.为了说明尾座主轴结构改进后套筒伸出量对车床静刚度的影响及承载能力,将改进前、后车床工件重量分别设为3 t、4 t,计算尾座套筒伸出L1长度时的变形量进行比较.
将尾座套筒视为由简支梁AB与固定在横截面B的悬臂梁BC所组成,如图7尾座套筒载荷分布所示,当简支梁AB与悬臂梁BC变形时,均在截面C引起挠度,挠度δ1与δ2,其代数和即为该截面的总挠度,即总变形量δ[1].
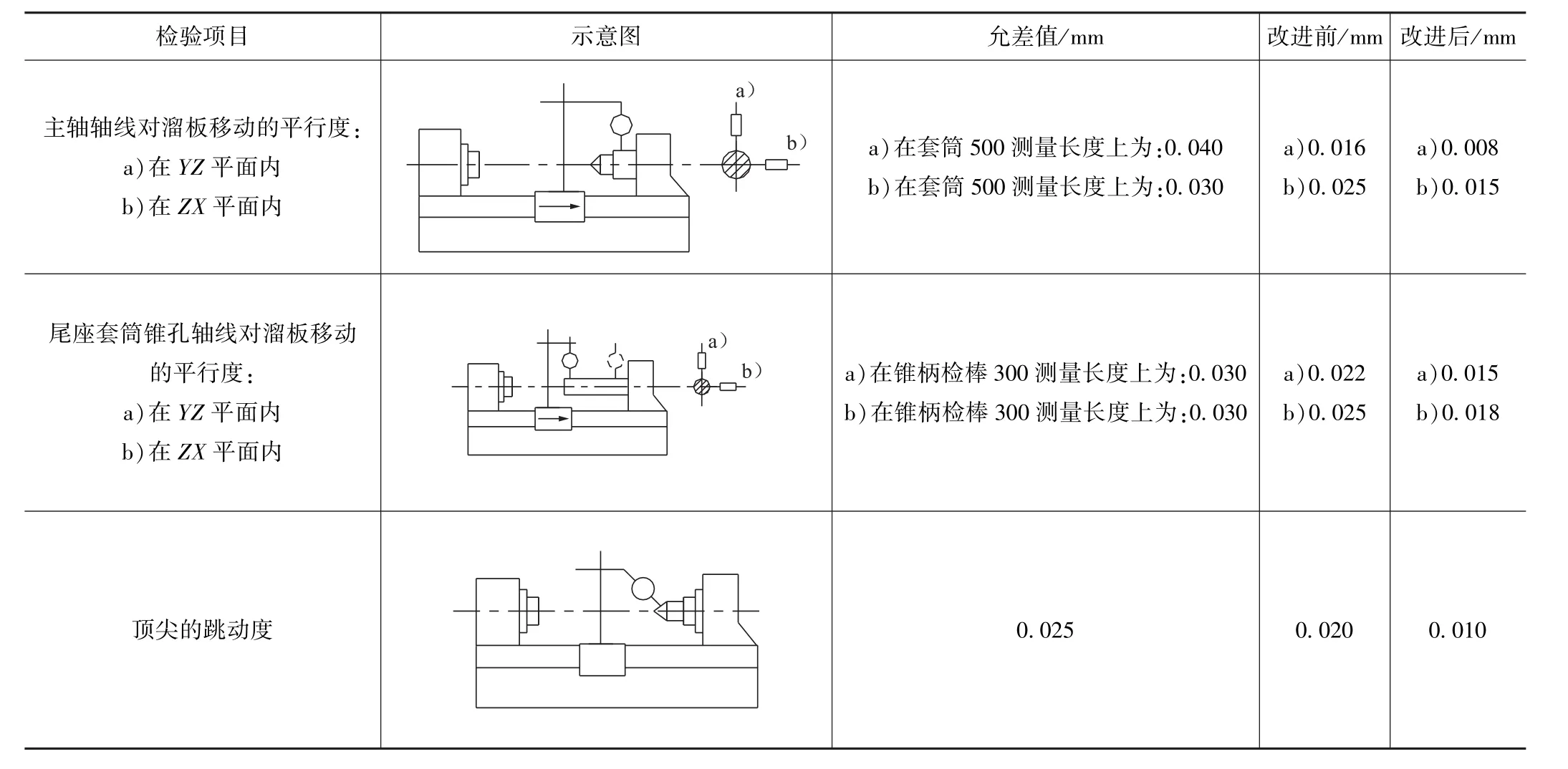
表1 改进前后尾座精度检测


为了分析简支梁AB的变形,首先要计算C端处载荷力F的大小,即顶尖处载荷力的大小,因为工件一端被卡盘夹紧,属固定端,一端顶尖支撑,工件重量G=3 t(改进前),G=4 t(改进后),工件长度L=2 000 mm,如图8工件均布载荷分布,用超静力定梁力法进行计算,判定超静定次数为一次,解除多余约束,将原超静定梁转化为静定梁.
根据静定梁的选择原则,这里选悬臂梁为基本定静梁[2],由静力平衡条件得:

于是得到C端处的约束反力F=FC,将载荷F=FC平移至截面B,得作用在该截面上的集中力F与力矩为FL1的附加力偶,如图9附加力偶图,于是得截面B的转角为:

并由此得截面C的相应挠度为:

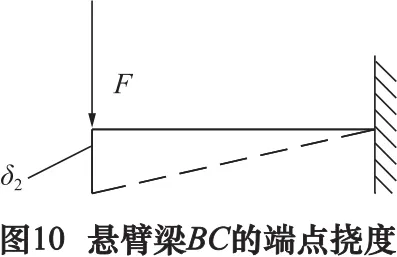
在载荷F作用下,如图10,悬臂梁BC的端点挠度为:

由此可得,截面C的总挠度为:


已知钢的弹性模量E=200 GPa=2×1011Pa(d为套筒内径,D为套筒外径),F=FC,L1为套筒伸出长度,L2为套筒未伸出长度,改进前工件重量G=3 t,改进后工件重量G=4 t,工件长度L=2 000 mm,将所有已知条件分别代入式(1)~(7),可得 δ1、δ2及δ的值,见表2.
从以上δ1、δ2及δ值并查看标准知道,各挠度值均小于行业及国家规定的标准变形量,从数值看,套筒伸出长度越长,套筒挠度及总变形量相应增大,改进前载荷为3 t,改进后载荷增加到4 t,但其δ1、δ2及δ值均小于改进前,说明改进后尾座的静刚度性能优于改进前.
4 结语
在原尾座结构基础上进行改进设计,增加尾座主轴,并配合相关轴承,将原死顶尖固定式尾座结构改进为内置式活顶尖结构,不但改善了尾座的相关性能,降低了加工成本,而且提高了尾座的使用精度和静刚度,改善了车床的加工性能.在实际的使用中具有广泛的实用价值.

表2 改进前后尾座套筒变形量计算
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:54
内燃机与配件(2022年2期)2022-01-17 23:46:44
装备制造技术(2020年12期)2020-05-22 09:24:58
商品与质量(2019年43期)2019-05-25 08:34:54
设备管理与维修(2019年19期)2019-05-03 02:10:04
制造技术与机床(2017年2期)2017-05-04 04:17:34
电子制作(2017年20期)2017-04-26 06:57:34
金属加工(热加工)(2015年17期)2015-04-23 04:23:34
金属加工(冷加工)(2014年9期)2014-04-09 13:52:58
制造技术与机床(2012年11期)2012-10-23 07:54:10