激光焊等离子体光电信号时域与自相关域分析
2019-01-14 07:06:24赵德金杨立军邱文聪
天津大学学报(自然科学与工程技术版) 2019年2期
赵德金,杨立军, 2,邱文聪,王 倩,刘 桐
激光焊等离子体光电信号时域与自相关域分析
赵德金1,杨立军1, 2,邱文聪1,王 倩3,刘 桐1
(1. 天津大学材料科学与工程学院,天津 300350;2. 天津大学天津市现代连接技术重点实验室,天津 300350;3. 天津职业大学电信学院,天津 300410)
为了验证无源电探针检测装置对于等离子体电信号检测的有效性,基于等离子鞘层效应制作无源电探针检测装置,并利用高速摄像装置搭建了等离子体光电信号同步采集检测系统,在时域和自相关域内分别对A304不锈钢激光深熔焊过程中采集的等离子体电信号波形曲线和等离子体高度变化曲线对比分析,结果表明:等离子体光、电信号波动特征与波动周期基本一致,且波动周期为1.620~3.667,ms,利用高速摄像信号验证了无源电探针检测等离子体波动规律的有效性.
激光深熔焊;光电信号;等离子体;时域;自相关域
在激光深熔焊接过程中必然伴随小孔的形成和等离子体的产生.小孔和熔池的动态行为几乎完全决定了焊接接头的质量[1].若想获得质量可靠的焊缝,必须对激光深熔焊过程中的小孔及熔池的动态变化进行深入研究.但在激光深熔焊过程中,一方面,位于金属材料内部的小孔尺寸较小,现有的实验观察手段难以对小孔的运动情况及孔内等离子体进行检测;另一方面,焊接熔池尺寸受激光光斑直径限制,且与高速高温的等离子体相互作用,在实际生产过程中难以对熔池进行观察,焊接过程的监测十分困难.在激光深熔焊时,由于等离子体对激光的吸收、折射、散射作用,降低了激光到达工件表面的能量密度,导致熔池中与温度有关的蒸发、对流等物理现象发生剧烈变化,小孔内部的力学平衡和形貌随之发生变化,从而导致小孔中喷发出的等离子体相应也发生了变化.反之,当等离子体的形态、波动特征或热力学参数发生变化后,高温等离子体对小孔壁的对流辐射效应及对小孔壁的摩擦力的大小及方向会发生变化,这样又会导致小孔发生波动.研究表明小孔的稳定性与等离子体的波动具有密切的联系[2-5].等离子体的研究对于了解小孔行为、提高焊接质量具有重要意义.
等离子体会辐射光、声波,在一定条件下产生电场[6].很多学者对等离子体中包含的与焊接过程有关的信息进行了研究.李妍坤等[7]通过高速摄像拍摄光致等离子体形态的变化发现等离子体的高度呈周期性波动,且波动频率约为530,Hz.段爱琴等[8]研究发现1Cr18Ni9Ti不锈钢激光焊中等离子体存在蒸发、激增、分离和消散这一周期性变化过程,且变化频率为1~3,kHz.Szymanski等[9]检测激光等离子体光信号发现等离子体光信号的功率谱在0.5~4.0,kHz会出现特征峰,特征峰的宽度与大小和焊接条件有关.Wang等[10]利用高速摄像对激光深熔焊过程中的等离子体波动状态进行研究,实验得出等离子体的波动周期范围为450~600,µs.
目前,高速摄像作为一种比较成熟的光信号检测手段被广泛用于等离子体的研究,但高速摄像成本较高、采集条件较为苛刻.本文利用自主开发制作的无源电探针检测装置检测等离子体的电信号,这种检测方法新颖,并且具有对设备要求低、采集稳定性好、采集频率高的优点.通过在时域和自相关域对不同焊接参数下电探针采集到的电信号与同步采集的高速摄像图片进行对比分析,验证了无源探针电信号研究等离子体波动的可行性.
1 实验方法
实验利用无源电探针和高速摄像同步采集等离子体光、电信号,如图1所示.高速摄像的拍摄方向与焊接方向垂直,拍摄频率为3,kHz.无源电信号采集装置由金属探针、信号调理电路、数据采集卡、计算机构成.信号采样频率为100,kHz.检测电信号先经过调理电路进行去噪、放大和滤波后输入数据采集卡进行存储、处理.
在激光深熔化焊接过程中,激光与金属材料强烈作用形成小孔,从小孔内喷出的等离子体接触到金属探针时,由于带电粒子质量不同而导致粒子存在速度差,在探针表面形成等离子鞘层.虽然小孔喷发的等离子体数量与金属蒸气数量相比较少,研究表明焊接过程的光致等离子体处于局部热力学平衡(LTE)状态[11-14].因此,电探针采集的电压值可表示为[11-12]

(1)
式中:为玻尔兹曼常数;为电子电量;e为离子质量;为等离子体温度;i为电子质量.
焊接参数与焊缝形貌如表1所示.研究采用额定功率为2,kW的Nd∶YAG激光器(JK2003SM),透镜焦距为160,mm,激光光斑直径为0.6,mm且焦点位于工件表面下方1,mm处,焊接材料为A304不锈钢,工件尺寸为300,mm×80,mm×3,mm.
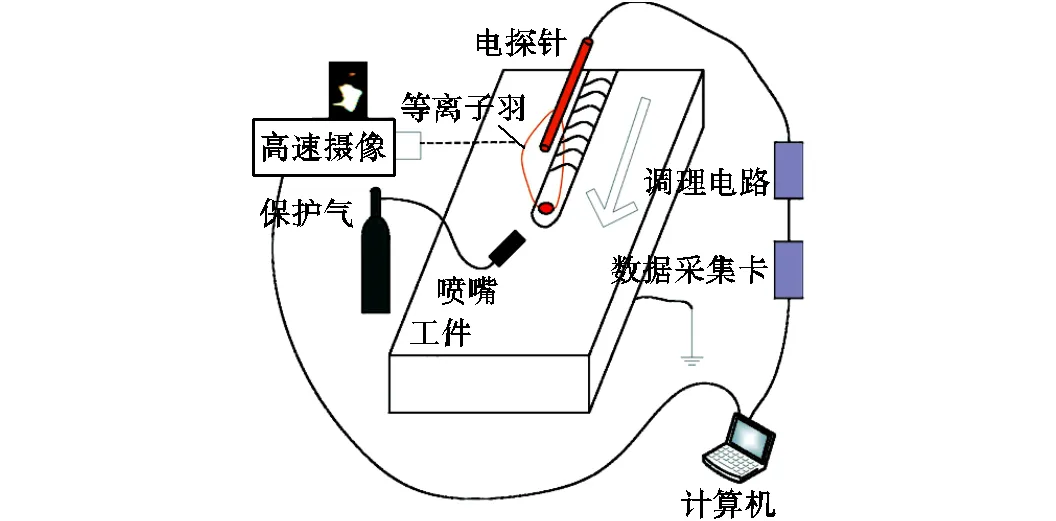
图1 等离子体光电信号同步采集系统
表1 焊接参数
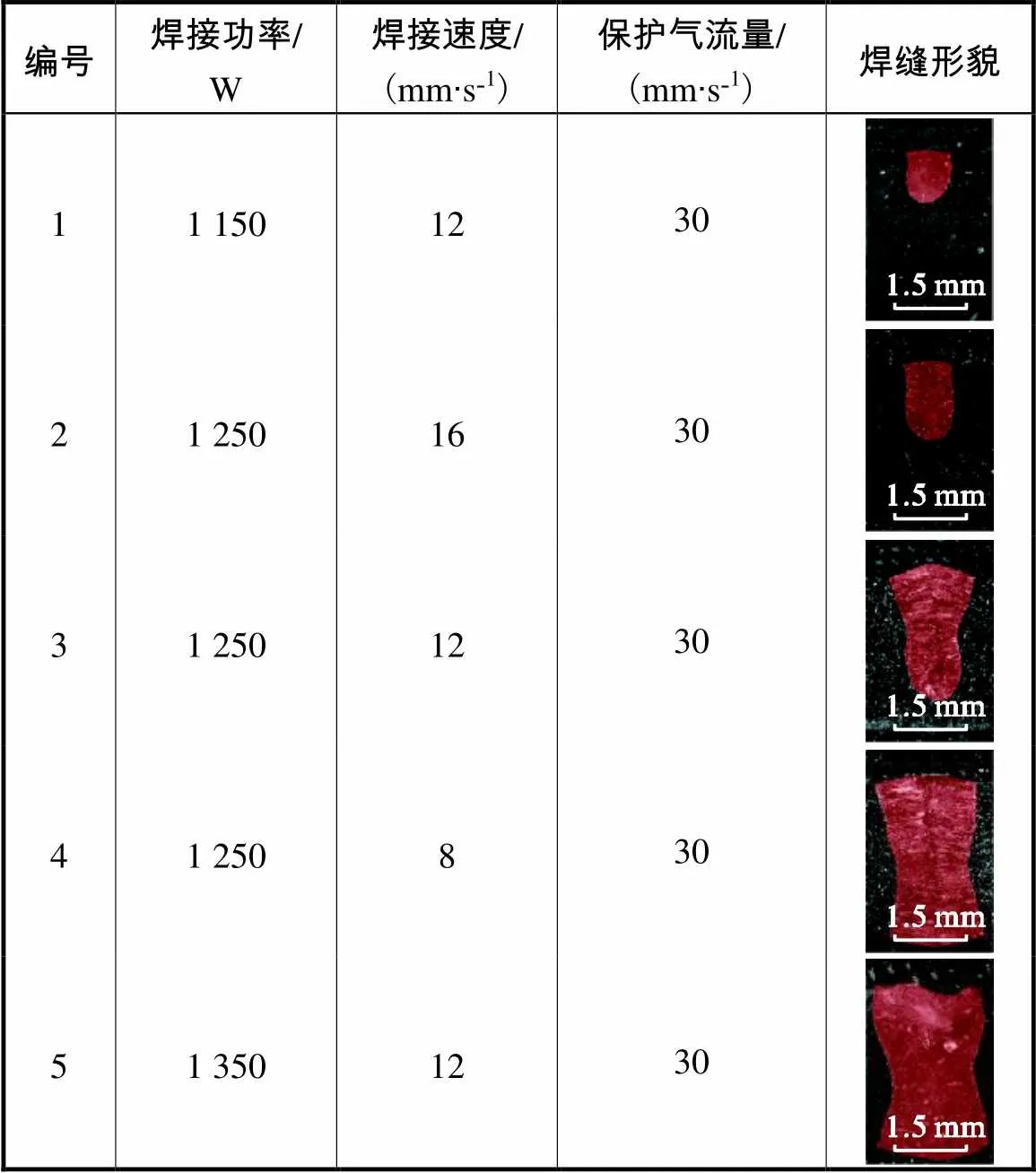
Tab.1 Welding parameters
2 实验结果
2.1 等离子体光电信号波动特征对比分析
激光深熔焊接过程中,能量密度很高的激光加热金属材料,形成小孔.孔内喷发的等离子的波动与小孔的周期性运动有关.Seto等[15]指出小孔的波动会影响等离子体高度的波动.在本研究中,定义等离子体未断开和未出现较大缩颈部分作为其有效高度,如图2所示.等离子体图片像素大小为38×120,等离子体高度用像素表示.
图3为=1,250,W、=8,mm/s时激光深熔焊光电信号对比分析图.为方便分析电信号的电压波动曲线,本文对采集的信号取绝对值.当电探针检测到的电信号处于波峰时,等离子体处于充分扩张状态,等离子体的高度较大,如图3中的编号3、11和18等;当电信号处于波谷时,对应等离子体处于充分收缩状态,如图3中的编号8、15和19等.如图3所示,当等离子体高度值从大到小变化时,电信号电压值由高到低,如图3中的编号3~8等;而等离子体高度值从小到大变化时,电信号电压曲线变化规律与之一致,如图3中的编号8~11等.由式(1)可知探针检测的电信号电压值与温度有关.激光深熔焊过程中,小孔内产生大量的等离子体,孔内的等离子体通过逆韧致辐射吸收激光能量导致等离子体的温度上升,小孔内压力增大,当小孔内压力和温度达到临界值时,等离子体从孔内喷出,在这个喷发周期中等离子体高度最大,温度最高,因此探针采集电信号电压值最大;随着等离子体的喷出,小孔内的压力和等离子体温度逐渐减小,等离子体高度和电信号电压值也逐渐降低.
将多组实验参数下无源电探针检测的电信号电压||-图与等离子体图进行对比,如图3、4所示.电信号||曲线图与等离子体曲线图升降趋势基本一致,因此电信号的波动特征与等离子体形态波动特征基本相同.

编号12345678910111213141516171819202122232425262728293031 t/ms0.000.330.671.001.331.672.002.332.673.003.333.674.004.334.675.005.335.676.006.336.677.007.337.678.008.338.679.009.339.6710.0 高速摄像
2.2 等离子体光电信号波动周期对比分析
上述光、电信号在时域内的对比结果表明可以用电信号来描述等离子体波动特征.为进一步了解光、电信号对等离子体波动特征描述的一致性,在更长的时间段内利用自相关系数分析方法对等离子体的波动周期进行研究.
目前,时域和频域是普遍使用的信号处理域.但信号采集系统中的无用信号对于有用信号的干扰较大,难以准确分析信号的特征.上述研究表明无源电信号的波动具有周期性,自相关域是一种描述信号基本特征的处理域,能够有效分析信号中的周期性特征.而等离子体光电信号特征比较复杂,对其进行自相关系数分析可以排除干扰信号的影响.自相关系数()表示为

(2)
(3)

(4)
式中:()为处理的信号;为信号平均值;为时间;为延迟时间;Cov(·)和Var(·)分别为协方差和方差函数.当取值为信号的周期时,自相关系数()为峰值.
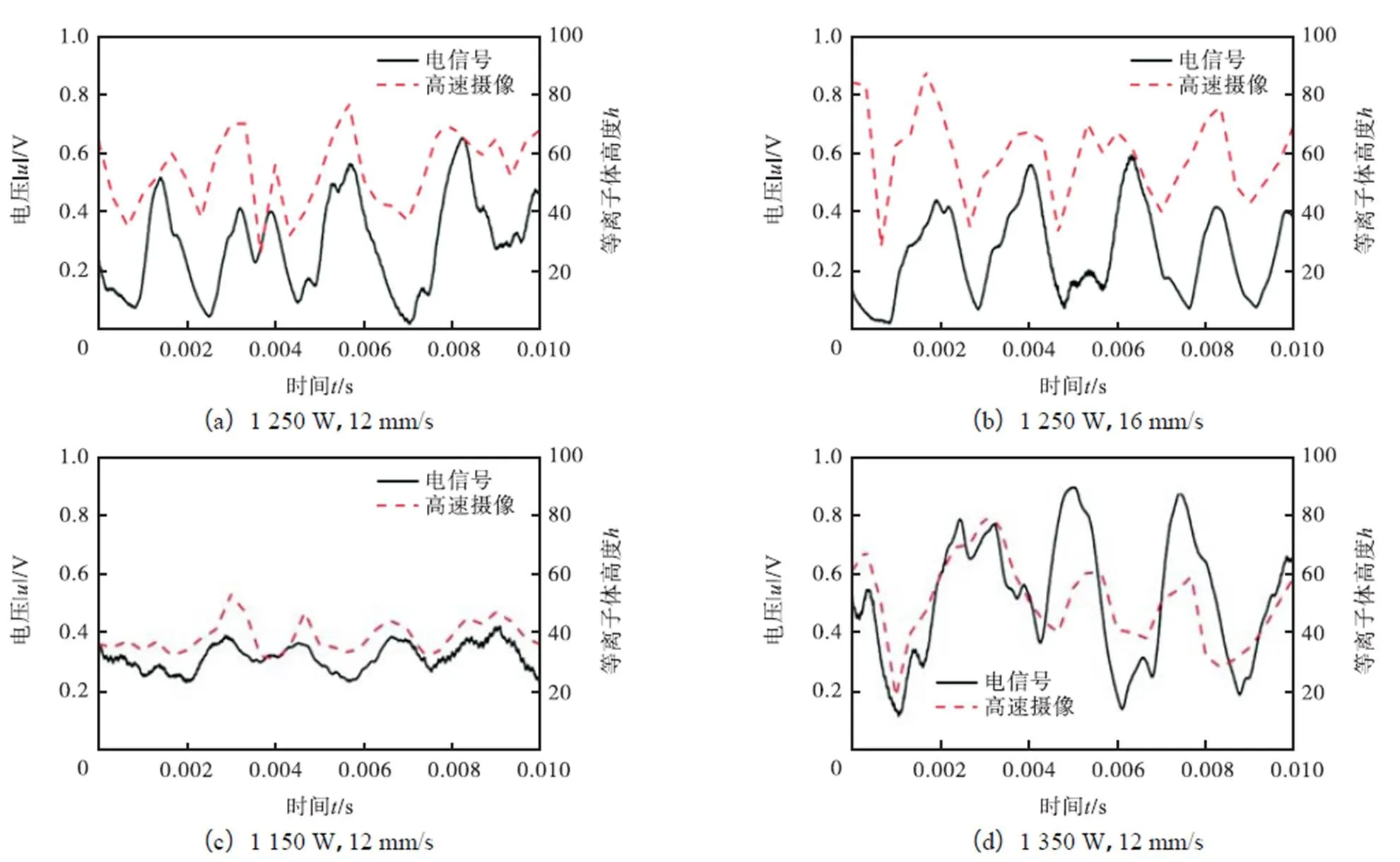
图4 等离子体高度与等离子体电信号对比
Fig 4 Comparison of the electrical signal and the height of plasma
自相关系数的求取过程是:首先,选择一定时间长度的原始信号0,然后取一个延后时间长度为的信号1,根据式(2)与0求自相关系数.以此类推,取延后时间长度分别得到2、3等,根据式(2)与0求自相关系数.如果为该信号的周期,则式(2)求得自相关系数较大,曲线出现峰值;如果取时间长度为2,、3,等,也会得到自相关系数的峰值,但会相对比为的峰值小,且为递减过程.由于干扰信号随机无规律的特点,其自相关系数较小.在由式(2)得到的自相关曲线中,第1个最大峰值对应的是信号的主要波动周期,是信号本质性的波动特征,不会包含随机性出现的干扰信号.
在表1中的各组焊接参数下,随机选取25,ms的信号计算等离子体电信号和等离子体高度的自相关系数,结果如图5和图6所示.每个自相关系数()-曲线图都存在一个()值较大的波峰,其对应的值就是该时间段内等离子体电信号或等离子体高度的波动周期的大小.如图5(a)和6(a)中光、电信号自相关曲线第一个最大峰值对应的分别为1.620,ms和1.667,ms,二者基本一致.
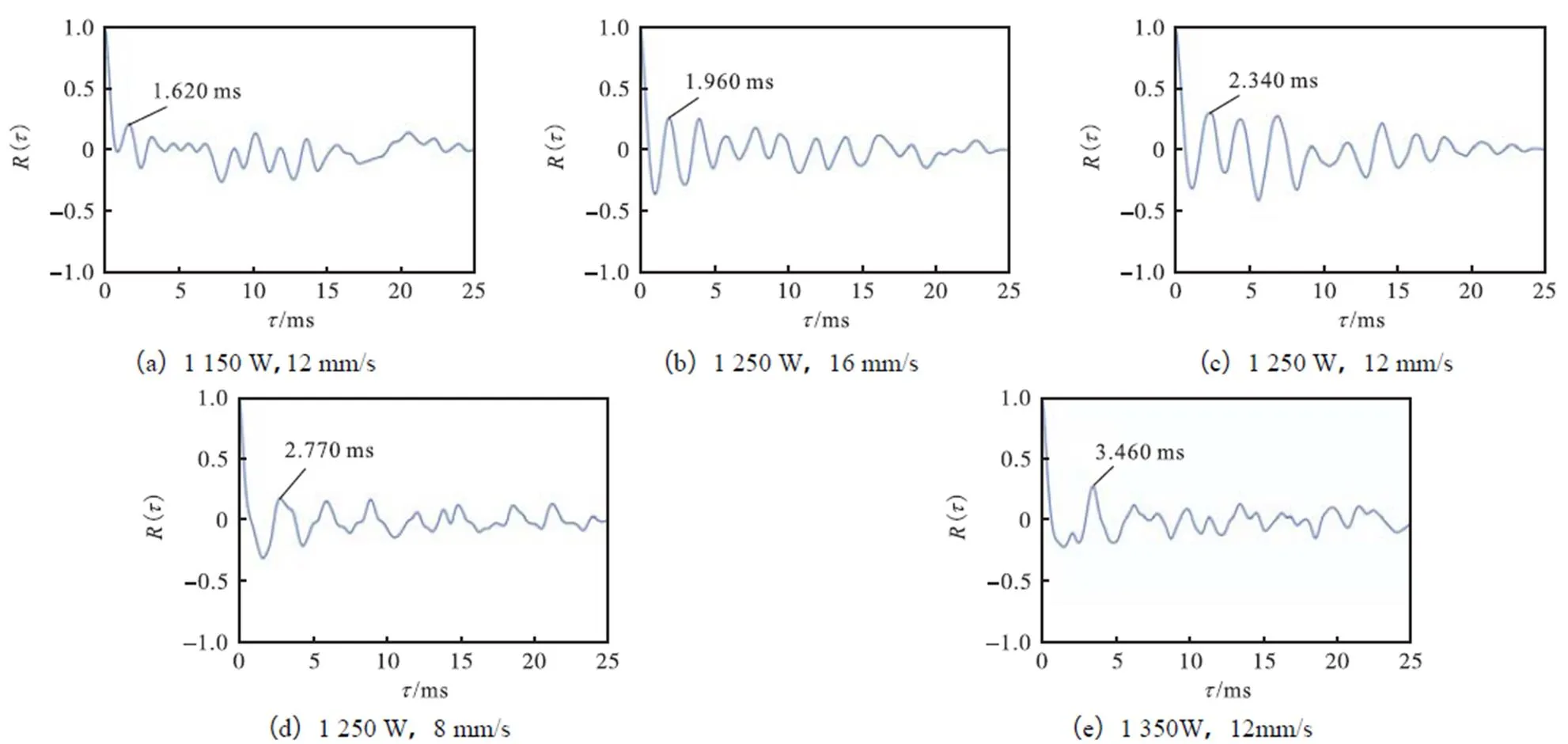
图5 等离子体电信号自相关系数
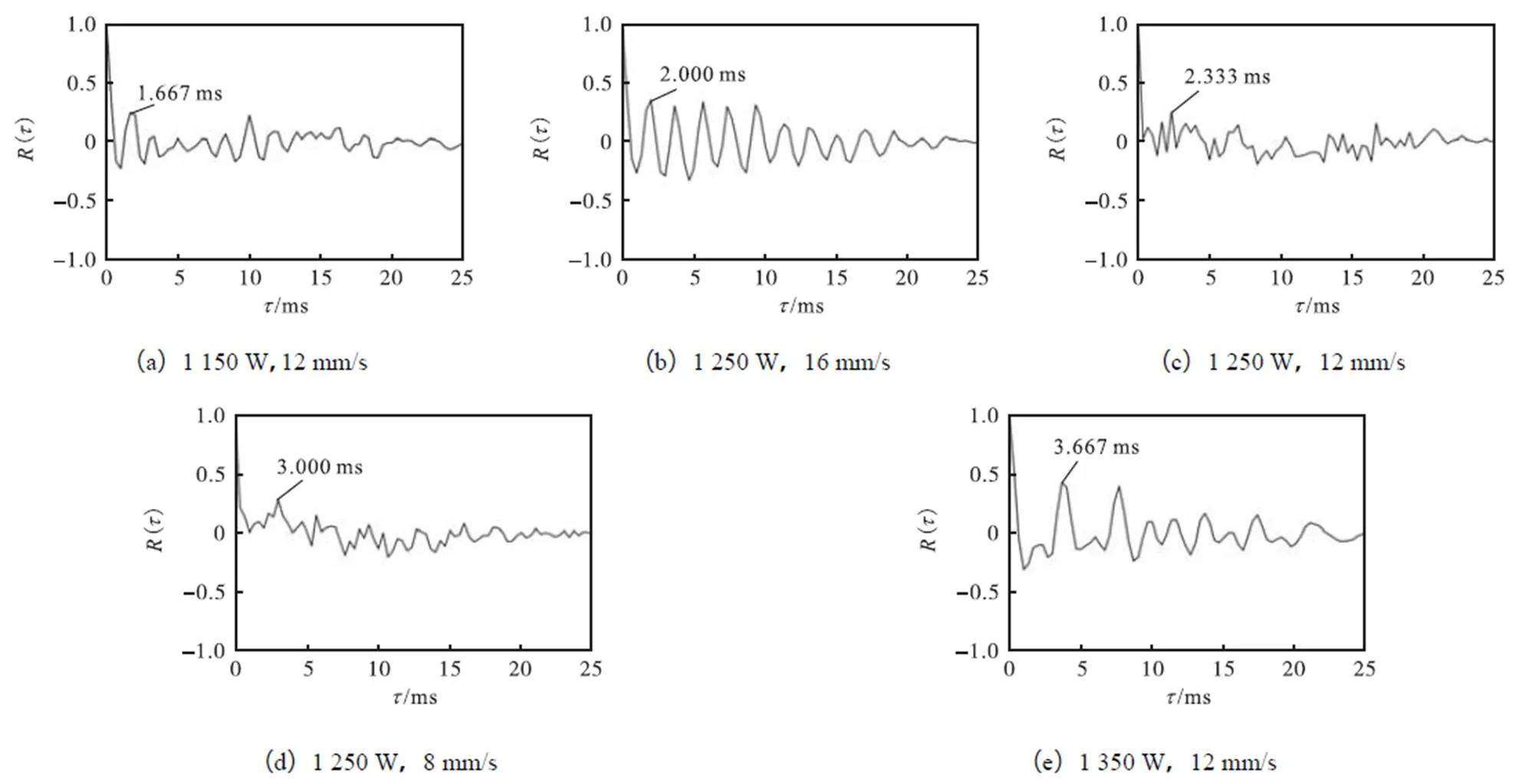
图6 等离子体高度自相关系数
在自相关域内对采集信号进行分析,1为等离子体电信号的波动周期;2为等离子体高度的波动周期,由式(5)计算1与2的相对差别,结果如表2所示.

(5)
表2 自相关分析出的1与2的差别

Tab.2 Difference between T1 and T2 in autocorrelation analysis
文献[7-10, 16]指出,等离子体形态波动频率介于数百至数千赫兹,本实验中得到的等离子体波动频率也处于此范围内.在自相关域分析得到的等离子体电信号波动周期1和等离子体高度波动周期2之间的差别最大为8.30%,.考虑到仪器精度和测量误差的影响,可以认为电信号波动与等离子体高度的波动周期基本一致.在自相关域中,利用高速摄像信号验证了无源电探针检测等离子体波动规律的有效性.
3 结 论
(1) 通过等离子体电信号与同步采集的高速摄像图片时域分析发现等离子体电信号的波动与等离子体高度波动具有一致性.
(2) 在自相关域分别对等离子体电信号和等离子体高度的波动周期分析对比,得出两种信号波动周期基本一致,波动周期范围为1.620~3.667,ms.
(3) 等离子体电信号和等离子体高度的波动趋势和波动周期具有一致性,利用无源探针检测等离子体波动特征具备可行性.
[1] 庞盛永. 激光深熔焊接瞬态小孔和运动熔池行为及相关机理研究[D]. 武汉:华中科技大学,2011.
Pang Shengyong. A Study on the Transient Keyhole and Moving Weld Pool Behaviors and Mechanisms of Deep Penetration Laser Welding[D]. Wuhan:Huazhong University of Science and Technology,2011(in Chinese).
[2] Pang S,Chen X,Zhou J,et al. 3D transient multiphase model for keyhole,vapor plume,and weld pool dynamics in laser welding including the ambient pressure effect[J]. Optics & Lasers in Engineering,2015,74:47-58.
[3] Chen X,Pang S,Shao X,et al. Sub-microsecond vapor plume dynamics under different keyhole penetration regimes in deep penetration laser welding [J]. Journal of Physics D Applied Physics,2017,50(20):205601.
[4] Fabbro R,Slimani S,Coste F,et al. Study of keyhole behaviour for full penetration Nd-Yag CW laser welding [J]. Journal of Physics D Applied Physics,2005,38(12):1881.
[5] Katayama S,Kawahito Y,Mizutani M. Elucidation of laser welding phenomena and factors affecting weld penetration and welding defects[J]. Physics Procedia,2010,5:9-17.
[6] 陈武柱. 激光焊接与切割质量控制[M]. 北京:机械工业出版社,2010.
Chen Wuzhu. Quality Control of Laser Welding and Cutting[M]. Beijing:Machinery Industry Press,2010(in Chinese).
[7] 李妍坤,邹江林,牛建强. 不锈钢CO2激光焊接等离子体行为特性实验研究[J]. 应用激光,2012,32(3):180-183.
Li Yankun,Zou Jianglin,Niu Jianqiang,et al. Experimental study on plasma characteristics in CO2laser welding of stainless steel[J]. Applied Laser,2012,32(3):180-183(in Chinese).
[8] 段爱琴,陈 俐,王亚军,等. CO2激光焊接不锈钢光致等离子体动态特性分析[J]. 焊接学报,2005,26(11):17-20.
Duan Aiqin,Chen Li,Wang Yajun,et al. Dynamic behavior of plasma in CO2laser welding of stainless steel [J]. Transactions of the China Welding Institution,2005,26(11):17-20(in Chinese).
[9] Szymanski Z,Hoffman J,Kurzyna J. Plasma plume oscillations during welding of thin metal sheets with a CW CO2laser[J]. Journal of Physics D:Applied Physics,2000,34(2):189-199.
[10] Wang Jun,Wang Chunming,Meng Xuanxuan,et al. Study on the periodic oscillation of plasma/vapor induced during high power fiber laser penetration welding[J]. Optics & Laser Technology,2012,44(1):67-70.
[11] Bi Chao,Yang Lijun,Xu Wenhao. An electrical detection of the fluctuating plasma of laser welding with a passive probe[J]. Journal of Physics D:Applied Physics,2012,45(38):385202-385207.
[12] 邱文聪,杨立军,刘 桐,等. 激光深熔焊等离子体波动特征光电信号分析[J]. 中国激光,2018,45(4):0402001
Qiu Wencong,Yang Lijun,Liu Tong,et al. Analysis of optic-electrical signals of plasma fluctuation characteristic in laser deep penetration welding[J]. Chinese J Lasers,2018,45(4):0402001(in Chinese).
[13] Griem H R. Principle of Plasma Spectroscopy[M]. Cambridge:Cambridge University Press,1997.
[14] Griem H R. Plasma Spectroscopy[M]. New York,USA:Mc Graw-Hill Publishing,1964.
[15] Seto N,Katayama S,Matsunawa A. High-speed simultaneous observation of plasma and keyhole behavior during high power CO2laser welding:Effect of shielding gas on porosity formation[J]. Journal of Laser Applications,2000,12(6):245-250.
[16] Kim J D,Kim Y H,Oh J S. Diagnostics of laser-induced plasma in welding of aluminum alloy[J]. Key Engineering Materials,2004,261/262/263:1671-1676.
(责任编辑:王新英)
Time Domain and Autocorrelation Analysis of Optic-Electrical Signals of Plasma in Laser Welding
Zhao Dejin1,Yang Lijun1, 2,Qiu Wencong1,WANG Qian3,Liu Tong1
(1.School of Materials Science and Engineering,Tianjin University,Tianjin 300350,China;2.Tianjin Key Laboratory of Advanced Joining Technology,Tianjin University,Tianjin 300350,China;3.College of Electronic and Information Engineering,Tianjin Vocational Institute,Tianjin 300410,China)
In order to verify the effectiveness of the passive electrical probe detection device in the detection of electrical signals of plasma. A passive electrical probe based on the principle of plasma sheaths and a high-speed CCD camera were used to detect the plasma electrical signals and record the plasma shape in A304 stainless steel YAG laser welding,respectively.The electrical signals and plasma plume height curves were analyzed in time and autocorrelation domains.The results show that the fluctuation characteristic and fluctuation period of electrical signal are consistent with those of optical signals,with their fluctuation period ranging from 1.620 ms to 3.667 ms.So,the high-speed camera signals are used to verify the validity of the passive probe for detecting the fluctuation of plasma.
laser penetration welding;optical and electrical signal;plasma;time domain;autocorrelation domain
10.11784/tdxbz201801094
TK448.21
A
0493-2137(2019)02-0211-06
2018-01-25;
2018-03-26.
赵德金(1993— ),男,硕士研究生,525964737@qq.com.
杨立军,yljabc@163.com.
国家自然科学基金资助项目(51175374);天津市自然科学基金资助项目(16JCZDJC38700).
the National Natural Science Foundation of China(No.,51175374) and the Natural Science Foundation of Tianjin,China(No.,16JCZDJC38700).
猜你喜欢
中学生数理化·八年级物理人教版(2019年10期)2019-11-25 07:33:38
科学与财富(2019年30期)2019-10-30 11:19:00
制造技术与机床(2019年9期)2019-09-10 07:36:54
电子制作(2019年12期)2019-07-16 08:45:14
北京航空航天大学学报(2017年6期)2017-11-23 05:57:06
小猕猴学习画刊(2017年3期)2017-07-19 08:04:58
制造技术与机床(2017年3期)2017-06-23 08:11:28
互联网天地(2016年2期)2016-05-04 04:03:23
电测与仪表(2015年13期)2015-04-09 11:57:34
制造技术与机床(2015年10期)2015-04-09 07:06:00