
试卷袋密封及自动施胶控制流程研究
2019-01-02 09:01蒋锐,何邦贵,王岩,王超,姚传红
软件 2019年12期
蒋锐,何邦贵,王岩,王超,姚传红
摘 要: 针对目前试卷袋手工封口和手工施胶入闱时间长、效率低、可靠性差等缺點,对具体的生产工艺过程、控制需求和控制元件进行了分析,并对控制方案进行选择,确定以PLC控制作为最佳的控制方案,进行了PLC与伺服系统的连接和PLC与HMI通信连接,为进一步的具体控制实现,软硬件的选型和编程提供了参考,为后续试卷袋密封及自动施胶自动化的实现打下了基础。
关键词: 试卷袋;封口;施胶;PLC
中图分类号: TP273 文献标识码: A DOI:10.3969/j.issn.1003-6970.2019.12.017
本文著录格式:蒋锐,何邦贵,王岩,等. 试卷袋密封及自动施胶控制流程研究[J]. 软件,2019,40(12):7376
Research on Test Bag Sealing and Automatic Sizing Control Process
JIANG Rui1, HE Bang-gui1, WANG Yan1, WANG Chao2, YAO Chuan-hong3
(1. Kunming University of Science and Technology, Kunming 650500, China; 2. Yunnan Institute of Printing Technology,
Kunming 650231, China; 3. Yunnan Xinhua Fifth Printing Plant, Kunming 650224, China)
【Abstract】: In view of the shortcomings of manual sealing and manual sizing of the test bag, such as long time, low efficiency and poor reliability, the specific production process, control requirements and control components were analyzed, and the control scheme was selected to determine PLC control. The best control scheme, the connection between PLC and servo system and PLC and HMI communication connection, provide reference for further specific control implementation, software and hardware selection and programming, for subsequent test bag sealing and automatic glue automation. The realization laid the foundation.
【Key words】: Test bag; Sealing; Sizing; PLC
0 引言
试卷印制是一个复杂的技术过程,除了要保证传统的印刷质量外,更重要的是在整个生产过程中的安全、保密以及试卷的时效性[1]。由于试卷产品的多变性和多样性,导致对试卷袋密封和施胶工作长期停留在手工作业上,整个试卷的生产效率不高。而且未实现对试卷内容的保密,试卷印制企业需要对能接触到试卷内容印、装、封各环节工人进行大量时间的入闱管理[2]。传统的手工生产越来越难以满足社会考试的需求,因此,急需研发试卷袋密封等关键技术以及集成创新形成的自动化生产设备,来提高企业试卷的保密性和生产效率。随着PLC(可编程逻辑控制器)的出现[3],运用PLC来实现在试卷袋密封及自动施胶流程的控制,将实现试卷袋生产自动化,减少试卷印制企业员入闱数量,提高试卷生产效率和可靠性。
本文以实际研发改造项目为基础,以试卷袋密封和自动施胶为控制对象,通过PLC实现试卷袋不同尺寸、机械不同运转速度、施胶长度和时间控制以及产品是否符合标准的检测,达到整个工艺流程的控制,最终实现自动化。
1 试卷袋生产工艺过程分析
试卷袋密封及自动施胶工艺的研究是在调研现有手工封口的基础上,包括第一次涂胶、折舌、压合、计数、第二次涂胶,梳理和构建试卷袋由手工密封到设备自动密封工艺过程。创新试卷袋自动密封机构方案,以机电一体化设计理论,设计试卷袋密封设备自动化控制的方案。
2 功能控制需求分析
2.1 第一次涂胶机构
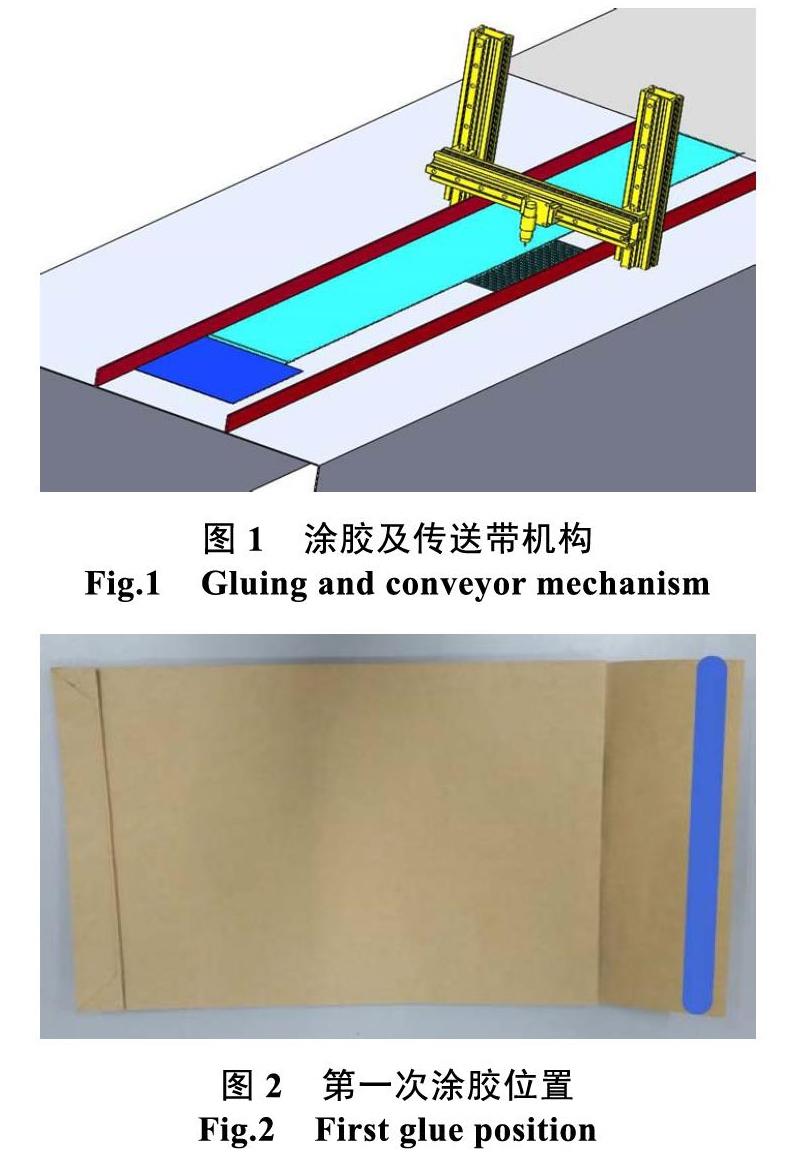
如图1,蓝色部分代表移动的试卷袋,在传送带上工作;黄色部分表示已经设计出的喷嘴涂胶机构。实际工作中,将传送带上的试卷袋传送到涂胶机构,当试卷袋接近涂胶喷嘴时,喷嘴上的传感器收到信号,对试卷袋进行涂胶,第一次涂胶位置为如图2所示的蓝色部分,传感器感应到试卷袋到位后进行涂胶,试卷袋离开即停止。
图1 涂胶及传送带机构
Fig.1 Gluing and conveyor mechanism
图2 第一次涂胶位置
Fig.2 First glue position
为了满足实际工作的所有需求,需要在机构中添加点动、连续运动两种形式,同时为了保持机构运作安全,在启动连续运动后,不可以直接进行机构的运作,需要有3秒左右时间,对机构进行预热,也起到对周围人群进行预警的作用。除了3秒的预热预警,还需要具有急停的功能,以保证特殊情况机械和人身的安全。同时为了方便机械的维护,除了正常运转,机械需要满足反转的功能。
出于安全考虑,需加入机构开始运作前的安全指示装置,本次设计拟在传送带两端加上警示灯,开始工作时需要亮1-2下,以起到安全警示的作用。
2.2 折舌机构和压合机构
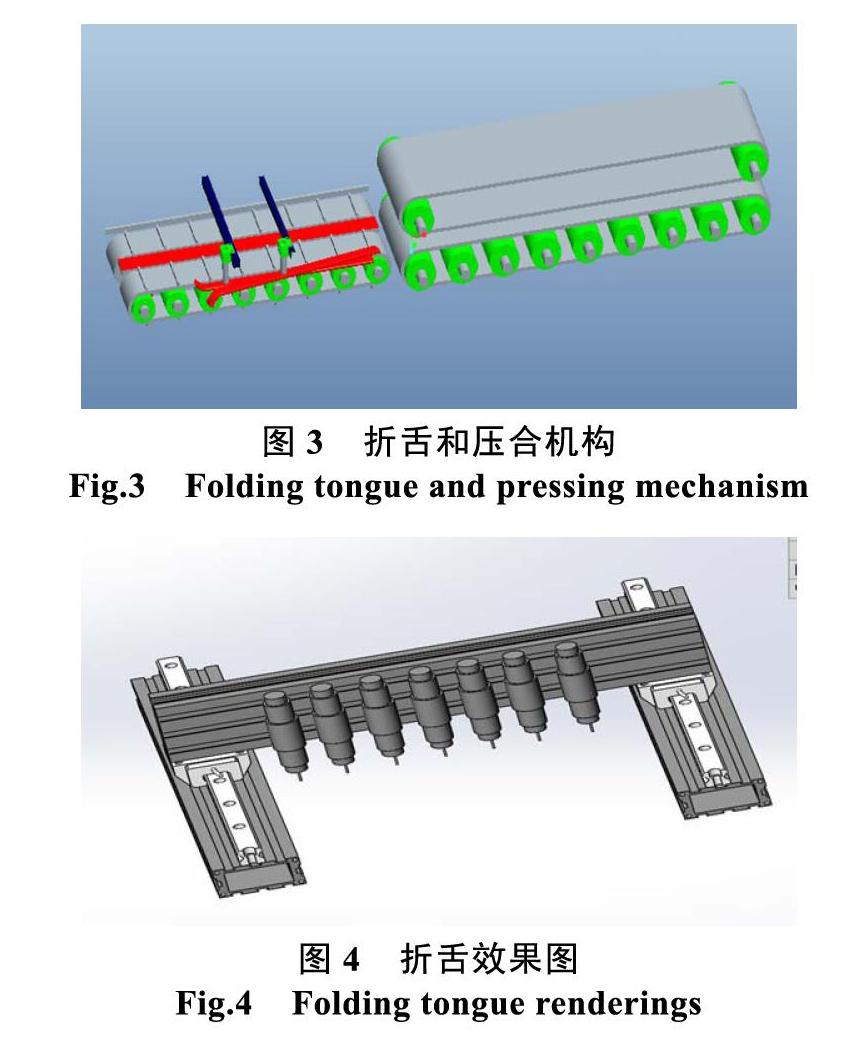
传送带通过上一个涂胶机构后,进入折舌机构和压合机构,如图3所示,当折舌机构和压合机构进行运作时,试卷袋舌头分别通过图3中左下角红色的上下折刀进行折舌和后面上下压紧皮带进行压合,折舌效果如图4所示。
图3 折舌和压合机构
Fig.3 Folding tongue and pressing mechanism
图4 折舌效果图
Fig.4 Folding tongue renderings
2.3 计数机构
为了方便试卷袋的计数、打包等工作,在压合机构后或者其中,可以加上光电传感器对通过传感器的试卷袋进行感应,通过传感器传到的感应信息进行试卷袋计数,以确定通过试卷袋的数目。
2.4 第二次涂胶机构(试卷袋密封签位置涂胶)
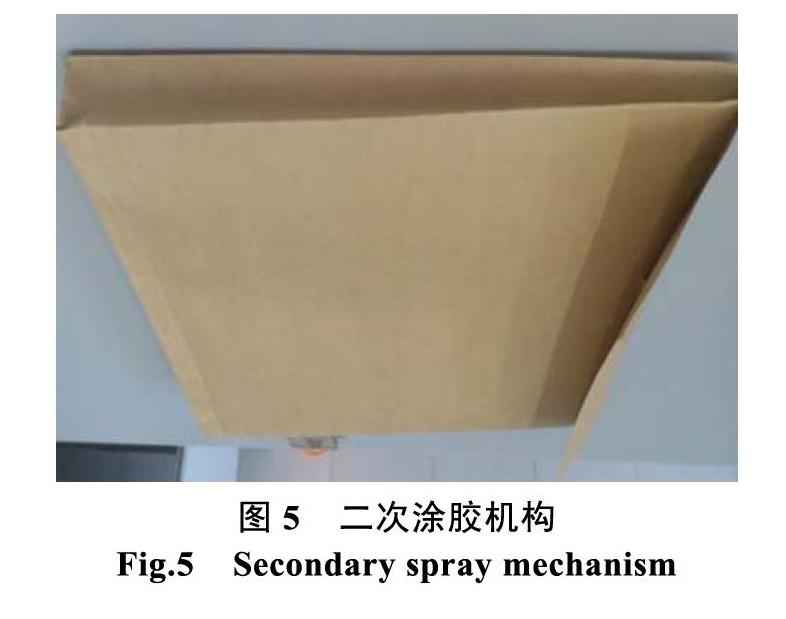
如图5为二次涂胶机构示意图,二次涂胶机构的涂胶部位由多个喷嘴组成,喷嘴置于支撑架上,支撑架与传送带连接,类似第一涂胶机构。当机构运作时,当感应到试卷袋由传送带带动到喷嘴下时,多个涂胶喷嘴同时喷胶,喷胶距离为此次涂胶所需宽度,第二次涂胶位置为如图6所示的绿色部分,在喷嘴喷完固定的距离后,喷嘴就会停止喷胶的动作。
图5 二次涂胶机构
Fig.5 Secondary spray mechanism
图6 二次喷胶位置
Fig.6 Second spray position
二次涂胶机构所需控制与一次涂胶类似,为了安全及维护性考虑,需要满足两个机构的点动、连续工作(3秒延迟后正式开始工作)、停止、急停、正转反转等功能。
由于设备中涉及到多个部分第一施胶机构、折舌机构、压合机构和二次施胶机构等多个机构的运行,这些部分都需要点击动力进行驱动,因此,多机构的协调控制也是本设计的难点,需要进行顺序的慎重安排,同时每个步骤都需要有相关的尖刺机构,以使整个设备达到精确的运行,确保试卷袋可以有良好密封,施胶精准。各个部分相关联准确无误,以达到理想效果。
在运作过程中,为了实际使用的方便和计数方便,需要设计一个显示屏,进行整个装置的动作控制以及机构的状态显示。
3 试卷袋的过程控制方案
根据系统的功能需求,需要用到的输出电器元
件有:传送带伺服电机、压合机构传送带伺服电机、二次涂胶传送带伺服电机、传送带伺服控制器、压合机构传送带伺服控制器、二次涂胶传送带伺服控制器、涂胶机构的移动喷嘴的横移异步电机、折舌机构传送带异步电机、涂胶电磁阀、需要用到的输入电气元件有:开关按钮、旋转开关、光电开关、对射开关、显示元件为触摸屏HMI显示监控。
3.1 PLC控制方案设计
在控制系统设计里面,涂胶机的控制器可以采用单片机进行控制,或者采用PLC进行控制,又或者采用传统的继电器系统进行控制。PLC是应用于工业生产中一种数字运算操作电子装置[4],PLC有着广泛的应用[5-6]。采用 PLC完成控制系统设计可以达到稳定、准确以及快速三个自动控制的方面,因此试卷袋密封的控制系统采用 PLC控制器来进行设计,PLC控制作为整个试卷袋密封及自动施胶设备控制系统的核心部件,控制着整个系统中各个机构的动作顺序、启停,使整个系统可以顺畅的,安全的运行。由上述PLC的特点以及整个系统的控制需求进行对应,可以得知本次采用 PLC设计控制系统难点基本都可以攻克。
3.2 PLC对伺服控制系统的控制
如图7表示伺服系统的具体控制关系。本次设计采取的伺服系统型号在未进行具体的选型前,暂时使用简单的台达ASDA-A2[7]伺服系统作为PLC控制系统的控制硬件,再对伺服控制系统根据实际情况进行具体的选型。在本次的伺服设计系统中,采用的
图7 PLC与伺服系统连接图
Fig.7 PLC and servo system connection diagram
是位置模式(端子输入),模式代号为PT,模式码为00,位置脉冲是由CN1的PULSE(43),/PULSE(41),HPULSE(38),/HPULSE(29)与SIGN(37),/SIGN(36),HSIGN(46),/HSIGN(40)端子输入,可以是开路,也可以是差动(Line Driver)方式,本次接线采用的就是集极开路方法,PULSE(43)和SIGN(36)接到24V的正极,/PULSE(41)接到PLC的Y0,/SIGN(37)接到PLC的Y1,通过可编程逻辑控制器PLC控制脉冲端口,从而驱动伺服电机带动传送带做持续的预设的速度运动。
3.3 PLC与HMI通信
在进行伺服系统控制后,我们还需要对触摸屏系统进行控制。触摸屏也俗称HMI[8],它是方便人們对PLC程序进行直接操作,有了HMI的存在,操作员就可以直接在触摸屏上对PLC的程序修改。因此与其他无法进行通信或者通信比较困难的控制方式相比,修改触摸屏参数将会非常简单。而且由于触摸屏与整个系统的连接,我们可以实时对当前伺服电机的转速数值进行一个可视化的显示以及修改。本次采用PLC控制,就可以解决试卷袋密封及自动施胶系统的实时通讯以及观察整个系统的运行情况的目的。如图8为PLC和HMI的通信连接示意图。
4 结论
本文对试卷袋密封及自动施胶控制流程进行了研究,对其具体的生产工艺过程、控制需求和控制元件选取进行了分析,基于PLC控制方式对伺服系统进行了连接和HMI进行了通信连接,整个PLC系统可以完美契合伺服控制系统,可以通过对PLC系统的编程,对系统中伺服电机进行点动,连续运动,正传,反转控制等,同时可以通过简单的修改对伺服电机的速度进行调节;除了伺服控制系统外,由于PLC控制系统可以完美支持对触摸屏HMI的通信,因此需要进行控制的需求都可以通过PLC系统进行编制,然后在触摸屏中进行体现和控制。整个设计控制流程的研究为进一步具体控制的实现,软硬件的选型和编程提供了参考,为实现试卷袋密封及自动施胶自动化控制打下了基础。
图8 PLC与HMI通信连接图
Fig.8 PLC and HMI communication connection diagram
参考文献
[1]李乾. 试卷袋密封签定制印刷与自动贴封关键机构研究与设计[D]. 昆明理工大学, 2017.
[2]何邦贵, 王睿, 李乾, 杨卫梅. 一种试卷袋密封施胶装置[P]. 中国专利: 201720890842, 2017-07-21.
[3]李丽. 可编程逻辑控制器(PLC)的原理与应用[J]. 科学技术创新, 2017(30): 46-47.
[4]张浩. 西门子PLC与HMI的以太网通讯的应用[J]. 价值工程, 2019, 38(06): 168-170.
[5]严元, 於磊. 基于PLC的自动售货机[J]. 软件, 2013, 34(6): 27-28.
[6]冯平, 王毓顺, 徐世许. 液体农药配料线自动控制系统研究[J]. 软件, 2016, 37(4): 93-95.
[7]台达重磅推出ASDA-A3系列高性能伺服系统[J]. 自动化仪表, 2016, 37(08): 3.
[8]刘宏晔. 西门子人机界面(触摸屏HMI)与虚拟仿真应用技术[J]. 电子技术与软件工程, 2019(02): 72.
猜你喜欢
科学大众(2020年12期)2020-08-13
造纸化学品(2019年4期)2019-09-18
时代农机(2018年5期)2018-02-01
中国造纸学报(2015年1期)2015-12-16
造纸化学品(2015年1期)2015-11-04
中国造纸(2013年11期)2013-01-12
中国民族民间医药(2012年13期)2012-04-18
环球时报(2009-08-21)2009-08-21
